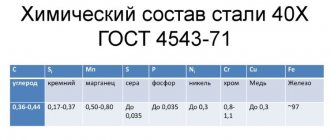
Types of products and chemical elements in the composition
SV08G2S is available in two versions: non-copper-plated and copper-plated. In the latter case, the letter “O” is added to the designation.
The copper-plated version is available in diameters from 0.8 to 1.6 millimeters, and the non-copper-plated version is available in diameters from 0.6 to 6 millimeters.
The composition of SV08G2S a includes the following chemical elements:
- Carbon - from 0.05 to 0.11%.
- Manganese - from 1.8 to 2.1%.
- Silicon - from 0.7 to 0.95%.
- Sulfur - less than 0.025%.
- Phosphorus - less than 0.03%.
- Copper - up to 0.25% in non-copper-bonded and 0.3% in copper-bonded.
Sv-08G2S non-copper-plated
The composition of SV08G2S welding wire also includes up to 0.25% Ni and up to 0.2% Cr.
BRANDS AND CLASSIFICATION
1. BRANDS AND CLASSIFICATION
1.1. The wire should be made of the following grades: low-carbon - Sv-08, Sv-08A, Sv-08AA, Sv-08GA, Sv-10GA and Sv-10G2; alloyed - Sv-08GS, Sv-12GS, Sv-08G2S, Sv-10GN, Sv-08GSMT, Sv-15GSTYUTSA (EP-439), Sv-20GSTUA, Sv-18KhGS, Sv-10NMA, Sv-08MH, Sv-08KhM , St. -08ХН2М, Sv-10ХН2ГМТ (ЭИ-984), Sv-08ХН2ГМТА (EP-111), Sv-08ХН2ГМУ, Sv-08ХН2Г2СМУ, Sv-06Н3, Sv-10Х5М; high-alloy - Sv-12X11NMF, Sv-10X11NVMF, Sv-12X13, Sv-20X13, Sv-06X14, Sv-08X14GNT, Sv-10X17T, Sv-13X25T, Sv-01X19N9, Sv-04X19N9, Sv-08X16N8M2 (EP-377) . 9Н10М3Т, Sv-08Х19Н10М3Б (EI-902), SV-04Х19Н11М3, Sv-05Х20Н9ФБС (ЭИ-649), Sv-06Х20Н11М3ТБ (EP-89), Sv-10Х20Н15, Sv-07Х25Н12Г2Т (EP-75), Sv-06Х25Н12ТУ (EP-87), Sv-07Х25Н13, Sv-08Х25Н13БТУ (EP-389), Sv-13Х25Н18, Sv-08Х20Н9Г7Т, Sv-08Х21Н10Г6, Sv-30Х25Н16Г7, Sv-10Х16Н25AM6, Sv-09Х16Н25М6AF (EI-981А), Sv-01Х2 3N28M3D3T (EP-516) , Sv-30Х15Н35В3Б3Т, Sv-08Н50 and Sv-06Х15Н60М15 (EP-367). (Changed edition, Amendment No. 2).
1.2. The wire is divided according to its purpose: for welding (surfacing); for the manufacture of electrodes (symbol - E). The purpose of the wire must be specified in the order.
1.3. Based on the type of surface, low-carbon and alloy wire is divided into: non-copper-plated; copper-plated - (O). Special requirements for copper plating of the wire surface (including the total copper content) are established by technical specifications approved in the prescribed manner. The need to supply wire with a copper-plated surface is specified in the order. (Changed edition, Amendment No. 2).
1.4. At the consumer's request, the wire must be made from steel smelted by electroslag (SH) or vacuum-arc (VA) remelting or in vacuum induction furnaces (VI). In this case, additional requirements for the wire metal (tightening standards for the content of harmful and foreign impurities, introducing restrictions on the content of gases, non-metallic inclusions, etc.) are established by agreement of the parties.
mechanical characteristics
Manufacturers are required to conduct strength tests. Each batch of welding wire 08g2s must meet the following standards:
| Diameter, mm | Tensile strength, kgf/mm2 | |
| surfacing | Welding | |
| Less than 1.5 | 89-136 | — |
| 1,6 | 89-136 | 69-101 |
| 2,0 | 79-121 | 69-101 |
| Over 2 | 69-106 | 64-96 |
The relative elongation coefficient is at least 30%. The yield strength of the product should fall in the range of 415-440 MPa. The value of the impact strength of the material measured at 40 °C is 56, and at 20 °C is 69 J/cm2.
GOST standards also standardize some other characteristics of SV08G2S.
ANNEX 1
DETERMINATION OF THE CONTENT OF FERRITE PHASE DURING STEEL MELTING AND IN WELDING WIRE
1. Determination of the ferrite phase content is carried out by the magnetic method using a ferritometer type FC-2.
(Changed edition, Amendment No. 2).
2. From each sample or from each sample taken as specified in clause 4.6 of this standard, at least two control samples are made, the dimensions of which must correspond to those indicated in the table.
mm
| Purpose of control sample | Diameter (limit deviation ± 0.1) | Length (limit deviation ±1) |
| To determine the α-phase content during steel smelting | 7 | 60 |
| To determine the α-phase content in the wire | 5 | 60 |
3. Control samples for steel smelting are made from ladle samples of liquid metal poured into a cooled metal mold. The volume of samples taken must ensure the production of at least two control samples.
4. Blanks of control samples for determining the α-phase content in the wire are made by melting the wire into a cooled chill mold made of copper, grades M0 or M1 in accordance with GOST 859. Remelting of the wire is carried out by the electric arc method with a non-consumable tungsten electrode in an argon environment of the highest grade in accordance with GOST 10157.
5. Testing of control samples is carried out in accordance with the operating instructions for a ferritometer type FC-2.
Distinctive features
When choosing welding materials, both production technologists and home craftsmen are faced with a serious question. He needs to find wire or electrodes that provide high quality seam joints, are unpretentious to welding conditions, and, last but not least, are not too expensive. When compared, SV08G2S wire comes out ahead in many respects.
SV08G2S has the following features compared to other welding materials:
- promotes stability of the electric arc, reduces the risk of electrode sticking to the surface of the workpiece;
- supports a wide range of welding modes;
- compatible with most types of welding machines;
- allows you to minimize the splashing of molten metal;
- facilitates re-ignition of the welding arc;
- helps save other consumables, such as copper tips.
Automatic wire welding
The combination of these features allows us to weld strong and durable seams, with high-quality edge penetration, uniform in composition and with a minimum of porosity and other defects.
Application area
SV08G2S is widely used in machine-building industries, shipbuilding, for various repair work - wherever it is necessary to weld parts made of carbon steel alloys for general purposes. It is gaining popularity among owners of small auto repair shops and simply among home craftsmen.
Copper-clad wire is deservedly popular. The copper layer promotes increased conductivity due to reduced resistance at the point of contact. This property significantly increases the stability of the electric arc and increases the strength and, most importantly, durability of the suture material. This occurs due to the suppression of oxidative processes in the weld and heat-affected space.
A wide range of produced sections allows you to select the most suitable welding material for both small or thin-sheet parts, and for massive workpieces and large-sized structures. The two-millimeter model is often used for repairing small items, becoming popular in home workshops. The six-millimeter model is used in industrial settings because it requires powerful current sources.
Semi-automatic wire welding
SV08G2S is used:
- In manual mode in an atmosphere of pure Ar, and also together with CO2 - as an additive. It is introduced into the work area manually, melts and enters the suture material after crystallization. Welding is carried out with a tungsten infusible electrode.
- In semi-automatic welding in an Ar atmosphere.
- As an alloying additive in the weld pool. Flux forms a cloud of protective gases, and slag forms a hard surface that protects the material of the weld pool from oxidation during crystallization.
SV08G2S has the best compatibility with industrial automatic and semi-automatic devices. It helps you manually weld almost any carbon steel with high quality. The seam has excellent geometry and stable chemical composition. Experts especially note the unique properties of the wire for such operations as forming a seam bead and uniformly filling the welding gap between the edges of workpieces.
Deposition coefficient indicator SV08G2S
Surfacing works are used to correct the geometric shape and dimensions of workpieces in case of defects, as well as in a planned manner - to give certain areas of the surface of the product improved physical and mechanical properties. The deposition rate is one of the most important parameters of welding materials.
It characterizes the mass of the melt deposited over a certain period of time at a certain operating current.
Weld seam when welding with wire
The specific value of the coefficient is determined:
- chemical composition of the substance;
- presence of coating (copper-plated/non-copper-plated);
- polarity of the welding current (direct/reverse);
- type of current (AC/DC).
The deposition rate is measured in grams per ampere hour and for SV08G2S cannot fall below 8.5.
The surfacing index affects the technical and economic efficiency of surfacing operations and the amount of metal loss due to spattering and evaporation.
The melting coefficient of the base metal also depends on the deposition rate, which directly affects the strength characteristics and durability of the connection.
Decoding wire markings and its main advantages
The abbreviation Sv-08G2S only at first glance is an incomprehensible set of numbers and letters. It is easy to decipher: the two letters at the beginning of “Sv” mean that this is a welding material. “08” indicates the C content in hundredths of a percent; the letter “G” is established by GOST to indicate Mn. Manganese was added to streamline the crystalline structure of the weld. The following number “2” indicates the content of this element as a percentage. The letter "C" stands for Si, the absence of numbers means that the Si content is less than one percent. This element is added to improve physical and mechanical properties.
Maintaining the proportion of Si to Mn at 0.83 to 1.95 makes it possible to achieve stability of the chemical composition against the background of increased strength and durability of the weld.
Download GOST 2246-70
The wire also contains the other chemical elements mentioned above, such as nickel, chromium, copper, sulfur and phosphorus. According to GOST requirements, since their content is less than one percent, they are not reflected in the designation.
Price and release form
Welding wire SV08G2S is made in accordance with GOST 2246-70. The permissible cross-section is from 0.3 mm. It is collected into coils (bundles) weighing 5 and 15 kg. Large-section material is sold in coils and coils weighing 80-250 kg. If the wire is copper-plated, then the coils are most often produced rectangular, up to 50-90 mm in height. Internal diameter – 100-400 mm, external – 175-600 mm.
If there is a certain permission, SV08G2S alloyed wire can be supplied in cassettes or reels. It is wound carefully so that there are no breaks in the thread. The wire is wound in straight rows, one to one, to eliminate the chance of unwinding and tangling during transportation.
The price is affected by the size of the skein, coil, type of wire, and it can range from 100 rubles per kilogram. If you take packs with a large weight, then, for example, wire weighing 250 kg is sold on average for 30,000-40,000 thousand rubles. And, of course, this material can be purchased in bulk. It will be much cheaper, but such a purchase is practiced only in large productions.