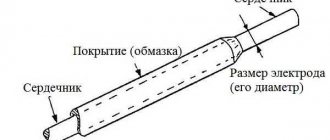
Welding cast iron is very difficult, and not every specialist undertakes this work. However, it can be done even at home. Features of the process, preparation requirements, choice of consumables - this and much more is discussed in the article.
- Manual arc welding
Cast iron as a material is an alloy of carbon and iron. In addition to the main ones, the composition also contains additional components - alloying additives. This mixture is difficult to perform welding work. But despite the specifics, they can be performed even at home. There are methods to correct casting defects, wear or destruction of parts of a cast iron structure. Moreover, cast iron can be combined with steel parts.
Cast iron as a material
Cast iron is divided into two types. The lighter one is usually called white: at the break it has a light gray almost white color. Carbon in its composition is presented in the form of cementite. This material is characterized by high fragility and cannot be machined. It is rarely used for the production of various types of products and cannot be welded.
After additional processing of white cast iron, namely long-term melting at a temperature of 1000 degrees Celsius, another type of cast iron is obtained - gray. Unlike the first, the product is more technologically advanced and can be machined and welded. It is used to produce a wide range of parts that are resistant to vibration and mechanical stress. Malleable cast iron is in demand in the production of agricultural machinery, machinery, machine tools, ships and many other equipment.
| Type of cast iron | Carbon content | Form of carbon | Properties | Marking |
| grey | 3,2-3,5 | Flake graphite | Low shrinkage, pours well, high fluidity in the molten state | SCh-10 SCh-35 |
| white | 2,14-6,67 | Cementite (iron carbide) | Hardness, brittleness, high shrinkage, cannot be machined | |
| malleable | 2,4-3,0 | Flaked graphite | Plasticity, good mechanical properties, corrosion resistance | KCH33-8 |
| high strength | 3,2-3,8 | Nodular graphite | Fluidity, almost no hot cracks, low shrinkage | HF60-2 |
If a certain amount of alloying additives is added to the composition of a malleable material, high-strength cast iron will be obtained. The material is used in the production of high-pressure pipes, critical parts for the automotive industry and mechanical engineering. When fractured, the color of such cast iron will have a silver-gray tint. Carbon in its composition is represented by graphite. This type is widely used as a structural material, processed by cutting turning tools, has wear resistance, excellent casting performance, vibration resistance.
Features of cast iron welding
The material is endowed with specific properties that influence the charka process. The main ones:
- Rapid cooling results in a so-called bleaching effect. A thin film of white cast iron, unsuitable for machining due to its high fragility, forms on the surface.
- Incorrect temperature setting, which causes many microcracks to form near the seam.
- During welding, a large amount of gases are formed in the pool, which can lead to increased porosity of the welded joint.
- Cast iron has high fluidity, which complicates the formation of a weld, since a melt of such consistency quickly flows out of the bath.
- The metal has a high heat capacity, due to which it heats up and cools unevenly. In combination with fragility, “disparity” in temperatures leads to the formation of cracks.
- Oxidation of silicon initiates the formation of refractory oxides. As a result, lack of penetration is formed.
Despite a decent list of difficulties, welding cast iron is a popular and very common method of repair, as well as the manufacture of new welded-cast products. But welders need to carefully analyze the initial data and carefully select the welding method and consumables. The quality of the future welded joint and comfort during the work depend on this.
Multilayer
Welding of cast iron can be carried out using electrodes for ordinary carbon steels, laying the metal in several layers. The first, due to rapid cooling, will be the most fragile and hard.
In the second, the amount of base metal will decrease even more. At the same time, hardening it will continue to give a high risk of cracking.
In the third and subsequent layers, the carbon content will decrease and plasticity will increase.
At the same time, the strength of the seam is low and a similar method can be recommended for connections that are more of a decorative nature.
Preparation
The presence or absence of defects largely depends on how competently the preparatory work is carried out. Cracks in cast iron have a thin and deep structure. To get rid of them, you need to cut the edges to the full depth. For these purposes, you can resort to simple mechanical methods - grinding or cutting, or you can use heat treatment - arc or oxygen cutting.
The length of the groove should be approximately 5 millimeters longer than the visible part of the crack on each side. Closer to the edge, the cutting groove should become shallower so that it eventually comes out flush with the surface of the workpiece. The depth of cutting through defects is 1-2 mm less than the thickness of the walls of the product. Regarding non-through cracks, it’s the other way around: the cutting should exceed the depth of the crack by at least 1-2 mm.
Proper cutting of edges eliminates overheating of cast iron. If everything is done correctly, the metal will heat up evenly throughout the entire area. To do this, you need to ensure that the bevel of the edges is exactly 45 degrees. It is important that the edges are free of sharp corners. It is advisable to clean the surface with sandpaper, a sandblaster, a grinder or a regular metal brush. If some contaminants cannot be removed mechanically, then you can resort to heat treatment.
Cast iron parts with thin walls are welded using graphite molds. They serve as a lining. Thanks to this technique, the temperature is evenly distributed throughout the entire volume and the original shape of the workpiece is preserved.
Methods for avoiding basic mistakes
When connecting a steel part to a cast iron part, the following recommendations must be observed:
- The mode and materials are selected according to the most difficult to weld alloy, i.e. on cast iron.
- In the absence of increased requirements for joint strength, filler material made of pure nickel is used.
- Overheating of workpieces should be avoided. The dimensions of the weld pool should be minimal. An overheated alloy cracks as it cools and cracks appear in the seam.
- It is not recommended to try to weld steel and cast iron with the highest carbon content. It is prone to cracking and is therefore considered non-weldable. It is necessary to resort to alternative connection options.
- When repairing structures subject to high loads, steel is not welded directly to cast iron. First, nickel filler material is deposited on it, forming the so-called. buffer zone.
- Work must be carried out at a moderate speed. Rapid welding creates hot and cold fractures.
The most reliable seams are obtained under the following conditions:
- using small diameter electrodes;
- applying surfacing in 5 cm sections, allowing the cast iron to cool.
The mode and materials are selected based on cast iron.
The arc is biased towards the welded area, trying not to affect the base metal.
Cast iron welding technology
There are two widely used technologies for welding cast iron parts. They are divided depending on the temperature regime of the process, as well as the presence or absence of preheating of the workpieces.
hot
The method was developed for industrial production. It is of little use for home workshops, since it will not be possible to heat the workpieces to a temperature of 600-650 degrees Celsius in the garage without special equipment. Preheating technology makes it possible to eliminate the formation of cracks in the weld.
It is important to ensure uniform heating of the workpieces. It is fundamentally important to avoid temperature differences between the main product and the weld seam. Otherwise, there is a high probability of a fault. Before heating, the parts are fixed in the desired position. This is necessary in order to avoid internal stress, which can lead to cracks.
There is no need to overheat the workpieces. If the preheating temperature is raised to 750 degrees Celsius, the cast iron will simply begin to melt.
Semi-hot
The process is completely identical to hot pre-preparation. The only difference is maintaining the temperature. In this case, the workpieces are heated to a temperature of 400-450 degrees. The technology is used both in production and in small workshops.
Cold
Pre-heating of the workpieces is not required. Technology is used everywhere, including in everyday life. It is justified in the case where there is no equipment for preliminary preparation, and cast iron connections are one-time or irregular in nature. The quality of the weld is low. The reliability of the welded joint can be improved by using special electrodes.
Main types of welding
Experts use 2 types of cast iron welding - cold and hot. When cold welding, it is necessary to use electrodes specifically designed for welding cast iron.
It is possible to weld cast iron products in a cold state (without heating) using steel electrodes made of low-carbon steel, but this requires a lot of effort from the welder and his understanding of the processes that occur in the welding zone. Due to this properties of cast iron. The metal cools quickly after welding is completed and this leads to its brittleness, which can cause cracks.
| Composition of low alloy rods | ||||||||
| Brand | WITH | Si | Ni | Sn | Cu | |||
| I | 3.2-3.6 | 3.4-4.0 | 0.1-0.2 | 0,3-0,5 | — | |||
| II | 3.0-3.4 | 3.0-3.6 | 0.4-0.6 | — | 2.0-3.5 | |||
| III | 3.0-3.4 | 3.0-3.6 | 0.2-0.5 | 0,1-0,3 | 1.0-2.0 | |||
In addition, bleached cast iron is formed between the weld and the base metal, followed by hardened cast iron, which can cause the appearance of pores, which are unacceptable defects.
When cold welding, electrodes made of austenitic cast iron and non-ferrous metals are also used.
The electrodes are made from round rods made by casting, the grade of cast iron used is A or B. Their diameter ranges from 4 ÷ 12 mm, while rods Ø 4 mm have a length of 250 mm, Ø 6 mm - 350, the rest have a length 450 mm. Rods made of grade A cast iron are used when carrying out gas welding work and are the material for the manufacture of electrode rods used in hot welding of cast iron products. Rods of grade B, in addition to welding cast iron in a hot state, can be used for the manufacture of electrode rods, which are used when welding semi-hot and cold methods.
| Composition of cast iron rods for welding cast iron | ||||||||
| Brand | WITH | Si | Mn | R | S | Cr | Ni | Purpose |
| A | 3.0-3.5 | 3.0-3.4 | 0.5-0.8 | 0.2-0.4 | Up to 0.08 | Up to 0.05 | Up to 0.3 | For hot welding |
| B | 3.5-4.0 | 0.3-0.5 | For hot and semi-hot welding | |||||
You can weld with such electrodes only in one position - bottom. The current strength depends on the Ø of the electrode and is in the range of 270 ÷ 650 A. Of the electrodes made of non-ferrous metals, when welding cast iron, copper electrodes made of Monel metal and nickel cast iron, which has an austenitic structure, are used.
Copper electrodes are recommended for welding products that must have tight seams and operate under low static loads. They are made from copper rods Ø 3 ÷ 6 mm, wrapped in steel wire or tape, having a low carbon content. A special coating is applied to the rod - chalky or consisting of a complex composition.
Rods of the same diameter and length are made from Monel metal (copper-nickel) and nickel austenitic cast iron. Welding can be performed with both direct current and alternating current.
The bleaching of cast iron and the appearance of hardening structures can be avoided by using a more productive type of welding - hot. Depending on the temperature of preheating of the product before welding, the following types of hot welding are distinguished:
- warm (no more than 200 0C);
- semi-hot (heating around 300 ÷ 400 0C);
- hot (500 ÷ 600 0С).
In any case, the preheating temperature should not exceed 650 0C to avoid structural transformations in the cast iron structure itself.
Molding of the welding point (1-piece, 2-molding, 3-graphite plates) A - blind shell B - lining with graphite plates C - underfilling of the edge
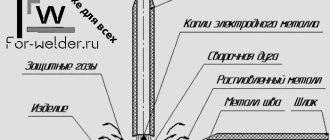
The stages of the hot welding process are as follows:
- preparing the product for welding;
- heating to the required temperature (in a furnace, muffle furnace, heating well, etc.);
- assembly (using clamps or tacks) and installation of the product for welding;
- the welding process itself;
- cooling (slow).
All types of hot welding methods require slow cooling of the product or structure after welding. This will avoid unwanted bleaching of the cast iron, which makes it brittle. Most often, the product is immediately sent to the furnace after welding and cooled there, turning off the furnace. Sometimes such cooling can take days, depending on the dimensions of the product. At home, they use special products that will protect the product from rapid cooling (heat-saving material, for example, asbestos, slag, dry quartz sand, charcoal).
Welding is carried out using direct current of reverse polarity. Sometimes welding is carried out with alternating current, but only if the length of the cables from the welding transformer is not long and the open circuit voltage is more than 70 V.
Methods of welding cast iron
Manual arc welding
A universal option that allows you to work with all cast iron joining technologies - hot, semi-hot and cold. Consumables are selected for each method. Manual arc welding with preliminary preparation of parts is performed in several stages:
- joint preparation;
- heating of workpieces;
- welding;
- cooling.
To connect ductile cast iron, electrodes of the following brands are used: OZCh-2, MNCh-2, TsCh-4, OZCh-6. Gray cast iron is welded with consumables OZCh-2, MNCh-2, OZCH-4, OZCH-6, OZZHN-1 and OZZHN-2. High-strength grades are connected by OZZHN, MNCh-2, OZCh-3 and OZCh-4 electrodes. The welding seam is formed at high current settings in a continuous manner. What specific current settings should be depends on the brand of electrode.
Disadvantages of technology:
- the welding process is labor-intensive;
- it is quite difficult to heat the work area evenly;
- it takes a lot of time to complete the work;
- The equipment required for welding is expensive.
In cases where strict requirements are not imposed on the quality of the seam, you can resort to the technology of semi-hot or even cold welding of cast iron. You can choose ordinary steel electrodes. If possible, it is better to use cast iron electrodes with a copper and nickel base.
Non-consumable electrodes
A wide range of consumables is used - tungsten, graphite, carbon. Special rods containing nickel, copper, aluminum and other metals are suitable for the additive. The seam formation zone is protected by inert gases. Most often, argon or borax-based flux is used. Regarding technology, the best option is AC TIG - welding with tungsten electrodes in a protective environment from an alternating current source.
Cold, semi-hot and automatic
You can resort to MIG technology (performed in a protective inert gas environment) or MAG technology (in an active gas cloud). The process goes as follows. The wire is fed into the welding zone, where under the influence of high temperature it melts and forms a connecting seam. This occurs in a protected environment, as an inert gas is continuously supplied, isolating the connection from atmospheric air.
Semi-automatic hot welding is used in cases where it is necessary to make a welded joint of very high quality, when the joint must have good resistance to fracture and tearing. To minimize the number of microcracks, the weld should be cooled gradually.
Semi-hot welding technology is used in situations where the seam will experience relatively light loads during operation. Cold technology is suitable if no load is planned on the welded joint.
Semi-automatic welding involves the continuous supply of consumables to the work area. This makes it possible to reduce the time spent on work. In the case of connecting cast iron parts using a semi-automatic machine, you can count on good and mediocre results.
Argon-arc
The TIG method is characterized by the complexity of the welding process. Argon is used as a shielding gas that insulates the working space and cuts off atmospheric air. The best option for filler material is aluminum-bronze or nickel rods. In cases where the welded joint will be exposed to high temperatures during operation, nickel additives and tungsten electrodes should be used.
TIG technology requires the performer to comply with a number of requirements:
- Before welding, the workpieces must be warmed up. This will reduce the number of cracks.
- A small alternating current is selected.
- To prevent overheating of the metal, it is necessary to connect in short sections.
- Each section should be forged (tapped with a hammer) to relieve the internal stress of the cast iron.
- At the end of the work, the weld should cool slowly.
Gas
It is important to heat the workpieces evenly before starting work. Therefore, preparation takes longer. Gradual, continuous heating reduces the likelihood of white spots developing. Edge processing is also required provided that their thickness exceeds 4 millimeters. A V-shaped bevel is made with an opening angle of 90 degrees.
The filler materials are cast iron rods. It is important to choose the right thickness. It is calculated using the following algorithm. The wall thickness of the workpieces must be divided in half. This will be the diameter of the rod. It may deviate from the obtained result by 1 millimeter in a larger direction. In addition, you need to use flux. Brands FSC-1, BM-1, FSC-2 are well suited. It is advisable to coat the additive with flux and add it to the weld pool. There should be plenty of material, since it performs a number of important functions:
- protects the weld pool from oxidation;
- increases the fusion of dissimilar inclusions;
- refractory oxides are converted into low-melting slags;
- melt fluidity increases.
The welding flame should be medium level. The connection is made in the down position. Large workpieces are processed with torches. To make the seam cool more slowly, it is covered with a layer of asbestos.
Electroslag (ESS)
The technology is used to connect parts made of gray cast iron and makes it possible to obtain a connection with satisfactory performance. Subject to the requirements of the technological process, the formation of pores, cracks, bleached areas and a number of other effects is eliminated. This method is optimal in cases where it is necessary to correct defects in cast iron castings, that is, in a situation where it is planned to deposit a large amount of metal. ESH is in demand for the production of massive structures made of high-strength cast iron. Cast iron plates and fluxes are used as consumables.
Laser
Safe method for high quality welding of cast iron. The technology makes it possible to obtain a crack-free welded joint. There are two varieties of it:
- With induction heating. Workpieces can be heated both beforehand and during operation. Using heat treatment, internal stress is relieved and the number of cracks is reduced; and the deposit turns out to be moderately soft, without excessive hardness. Naturally, the speed of work completion increases significantly.
- With additive. The method is effective for joining cast iron to each other and to structural, hardened, case-hardened steel. The method is used in the production of housings for various units, axles, gears, and other parts and assemblies in mechanical engineering and other industries.
Contact
The best option for working with pipes of different diameters. Pre-heating and melting of the joints of the workpieces to be joined is required. In this case, the formation of hardening structures is excluded. Welded joints are characterized by high density.
Plasma soldering
The structure of cast iron contains graphite, which makes adhesion between the solder and the surface of the material difficult. It needs to be removed. The easiest way to do this is with a sandblaster. Next, the surface at a temperature of 600-700 degrees Celsius is treated with flux No. 209 or 284. After this, the edges must be degreased with acetone, solvent or alkaline solution. Soldering can be done either with a soldering iron or with a gas torch using zinc chloride fluxes.
Light alloy solders, including tin-lead, are suitable for soldering at low temperatures. Copper and silver solders are suitable for high-temperature joints.
Gas
Heating with a gas burner is performed slowly so that when the joint is brought to a liquid state, the graphite has time to dissolve in the liquid bath . Burning it out and blowing it out will lead to bleaching, which means increasing the fragility of the joint.
The torch is held at a greater distance than when welding steels in order to obtain uniform heating of as large a surface as possible.
To absorb the released carbon monoxide (carbon monoxide), special fluxes are used. The simplest is fused borax (sodium tetraborate hydrate).
For the additive, welding rods made of cast iron are used . As they melt, they are introduced into the welded zone, distributing them in oscillatory or spiral movements.
When working with alloyed cast irons, similar additives are added to the additive composition (of the simple ones - stainless steel).
Multilayer welding using annealing bead technology
The method is used to eliminate cracks on parts with thin walls - up to 8 millimeters. Rollers are formed sequentially in such a way that each new one thermally affects the previous layer. This reduces the hardness of the deposit.
The crack is pre-cut: V-shaped processing, opening angle is 45 degrees. Preparatory beads are first welded onto each edge, and annealing beads are welded onto them. The rollers are applied in small sections up to 50 mm long.
Each transition from one area to another should be leisurely, so that the metal has time to cool to a temperature of 50-60 degrees Celsius. At this point, the rollers need to be forged and the scale removed. Preparatory rollers are applied earlier, and therefore warm up better and cool down more slowly. In the hardened part, the metal is partially tempered and normalized. When the formation of the beads on both sides of the crack is completed, the weld itself is applied. It is also formed in the same small segments.
Welding cast iron using steel studs
The weld metal can peel off, making the melting zone the most vulnerable area. To more evenly distribute the load during cooling and associated shrinkage, so-called “wraps” are used - steel studs. If the wall thickness of the workpiece exceeds 6 mm, then the edges are pre-cut at an angle of 45 degrees.
Then holes are drilled in a checkerboard pattern into which steel pins are screwed. They partially protrude on the surface. The wrappers are scalded in a circle, after which a fusion layer is formed by applying annealing rollers. The peculiarity of the seam is that most of the mechanical loads are borne by steel studs, while the seam is subject to a small force.
Security measures
Carrying out welding work at home requires careful and precise adherence to safety precautions. The most important points:
- the room in which welding work is carried out must be illuminated and ventilated ;
- It is mandatory to use means for grounding ;
- Cast iron does not respond well to rapid cooling, so its surface must be protected from moisture ;
- personal protective equipment when working .
Operating the inverter in pulse mode
The essence of the method is that the main welding current is supplemented by high-frequency pulses of greater strength superimposed on top of it. The ratio of current strength and pulse duration is adjusted in the device settings and is maintained automatically. Technology contributes to:
- improving the quality and strength of the welded joint;
- increasing the level of arc control and process control;
- welding efficiency increases;
- the likelihood of burning through the metal is reduced;
- the seam is neat.
Alternating impulses and pauses replaces the need to perform complex actions with the tip of the rod. The method is not suitable for joining parts that will experience vibration, shaking and shock.
Alloy characteristics
The welding process of cast iron parts directly depends on the characteristics and properties of the alloy. In fact, this metal consists of two metals - iron and carbon. But if we compare it with steel, then it contains almost 2.14% more iron.
As mentioned above, depending on the composition, cast iron can be of different types - white, gray, half-cast, high-strength. The properties of each type are determined by the constituent components.
Welding on cast iron has some difficulties. During this process, it is quite difficult to achieve high strength of the weld. This occurs due to the presence of problems from the list:
- Due to the fact that cast iron has a non-uniform structure, the seam can crack severely when welded. This is due to the influence of the increased arc temperature on it. As a result, bleaching occurs, a change in composition in the area of metal welding;
- welding work on cast iron using the high-temperature influence of an electric arc causes the burnout of part of the carbon from the alloy composition. All this can cause the formation of pores in the weld. As a result, the strength of the weld is greatly reduced and quality characteristics deteriorate;
- When melted, cast iron acquires a highly fluid structure, which causes difficulties in forming a normal seam. The higher the carbon content, the higher the degree of fluidity of the alloy;
- When welding cast iron with steel, oxide may appear in the weld, which causes a decrease in strength.
The above features of the metal significantly complicate the welding process on cast iron. The main difficulty is that the outcome may not be what is expected. Often, pores and cracks appear on the surface of the weld as the alloy cools.
For welding, you should not use dark gray or black cast iron (it has a high graphite content). These types of alloys should not be cooked at home, as this often causes cracking of the joint and the part itself.
Surfacing of cast iron
The work is performed with electrodes of the following brands:
- OZZHN-1. Suitable for eliminating serious casting or processing defects.
- MNC-2. Used for surfacing critical connections. Pre-heating of the surface is not required.
- OZCH-2. Surfacing of gray and ductile cast iron.
The operation of gas surfacing is based on thermal energy, which is released as a result of the combustion of acetylene, as well as its substitutes, and oxygen. Consumable materials are fluxes and light rods.
Devices and consumables
To carry out welding work, you need to use special equipment. Experts recommend using devices that generate direct current (inverters). Welding equipment that uses transformers has low efficiency and worsens the final result.
To operate the inverter you will need consumables in the form of electrodes. Their diameter must be at least 3 mm. Welding cast iron with electrodes allows you to make a better-quality seam than when working with a semi-automatic machine. The best consumables for this alloy are considered to be OZCh-2 and MNCh-2.
Cast iron can be cooked with argon. For this, copper-plated wire is used. The process of working with this equipment is similar to using an inverter. Using argon welding, plates up to 4 mm thick can be welded.
How to cook cast iron using electric welding/electrode at home
Small defects in unloaded connections can be corrected yourself. If the quality of welding does not require strength requirements, but tightness is important, then it is quite possible to resort to the simplest technology - cold welding.
With this connection method, the temperature in the working area cannot be greatly increased. Therefore, the seam is formed in intermittent sections, the length of which does not exceed 50 millimeters. It is necessary to take breaks from time to time so that the metal cools down to a temperature of 50 degrees. This reduces the likelihood of cracks forming.
It is much easier to prevent the metal from overheating if you cook at constant current and connect the electrode to the positive terminal, that is, work with reverse polarity. An additional way to combat overheating is to constantly move the tip of the electrode in a zigzag manner.
The speed of movement of the electrode must be constantly monitored. If you move the rod quickly, lack of penetration will form. If you do it too slowly, you can overheat and even burn through the metal.
Features of the welding process
Now we’ll tell you how to weld cast iron using electric welding. When the master is convinced of the reliability of the equipment, he can begin the process. To do this, you need to choose how to cook cast iron with simple electrodes:
- on studs;
- multi-layered.
In the first case, the master first installs the pins themselves, and forms a seam around them. Experienced welders recommend performing the procedure in a staggered manner to prevent overheating of the material. The work is completed with a connecting seam - it goes from one pin and its “surroundings” to the other.
The multilayer method is as follows: chamfers are created, then the initial layer is fused, it is hammered, then a second layer is laid, tapped again, and so on. After the seam has cooled, it must be sanded to give the product an aesthetic appearance. If it is possible to access the inside of the product, then the initial layer in the multilayer method is placed on the outside and inside. This makes the connection even stronger.
In general, there is nothing complicated about how to properly cook cast iron with electrodes. The main thing is to follow safety rules.
How to cook cast iron
The physical and chemical characteristics of cast iron require careful attention to the choice of consumables. The structure of the electrode is very simple - a metal rod coated with a special compound. It is important that the rod is made of metal compatible with cast iron. When heated, the coating of the rod releases gas, which serves as a protective medium for the welding zone.
| Electrode diameter, mm | Thickness of welded parts, mm | Welding current strength, A |
| 2,5 | 2 | 65-80 |
| 3 | up to 5 | 90-100 |
| 4 | 5 or more | 130-160 |
| 5 | from 10 to 13 | 180-220 |
The table shows the main characteristics for welding workpieces in the lower position for cast iron electrodes. Copper-nickel consumables consist of 30% copper and 65% nickel. They are used when a strong weld is not required. The quality of the connection is satisfactory, and the seam itself can be machined.