Electric welding using an inverter machine has firmly entered the field of durable fastening of metal structures. However, the use of such equipment requires the use of special electrodes. We will analyze in detail which electrodes are best to use for inverter welding, how to choose them correctly taking into account the purpose, type of coating, diameter and other parameters, what factors primarily affect the quality of the welded joint using this method, what the TOP of the best electrodes looks like, and also what is needed take into account for the novice welder.
Electrodes for welding with an inverter Source gadgetok.ru
Features of inverter welding
Inverter welding machines are widespread and in demand among professionals, artisans, and beginners alike. It's all about the versatility of the characteristics of the output current (DC and AC), compactness and mobility of the equipment. At the same time, there are models connected to both two and three phases.
To get an idea of the benefits of welding with this type of device, you first need to know what welding electrodes for an inverter are and how to choose the necessary modification for a specific application. The versatility of the technology allows the use of any type of coated electrodes. However, different conditions require specific coating types, diameters, and current characteristics.
In general, beginners prefer inverter welding to analogues with rectifiers or transformers due to the availability of technology, clarity and speed of mastering the technology, artisans are attracted by the availability of a wide range of different welding works, professionals prefer it due to the reliability, stability and durability of the connecting seam.
Welding with an inverter machine Source vyborok.com
Helpful information! Only at first glance it may seem that electrodes are an unpretentious consumable material to store. In fact, the quality of welding work will depend on how strictly the conditions of their maintenance were observed. For example, according to the requirements of the State Standard, the ambient temperature in the room for long-term storage should not fall below 15°C.
Range
The Resanta brand assortment includes a large selection of welding equipment. These include plasma cutters, inverters, semi-automatic machines, and soldering irons for polymer pipes. The SAI series of inverters is especially popular; beginners especially like the Resanta SAI 160 model.
But what about welding electrodes from Resant? This manufacturer has only one brand of welding electrodes - MP-3. A distinctive feature of this brand is its rutile coating. In addition, MP-3 is relatively universal, suitable for welding most types of steel. You can cook on both alternating and direct current. The seam can be carried out in any spatial position. MP-3 is one of the most popular brands, in principle, from any manufacturer. It is not surprising that Resanta decided to include MP-3 in its product range.
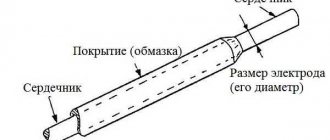
Electrode, properties, purpose
A welding electrode is a piece of metal rod coated with a protective layer. When the question arises of how to choose electrodes for welding, the type, core material and coating are first considered. Based on the first criterion, they are divided into two categories:
- Subject to melting during welding. Made from special wire. Suitable for non-ferrous and steel alloys from small to medium weld depths.
- Non-melting. These are carbon, graphite or tungsten electrodes. Intended for welding titanium, aluminum, magnesium, copper and other metals. Used in gas-arc technology.
Inverter welding with a consumable electrode Source rocta.ru
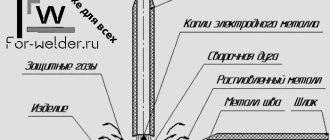
Modern widely available best electrodes for inverter welding belong primarily to the first category. The process of welding technology is characterized by the melting of both the material of the core itself and its coating under the action of a high-temperature plasma arc. The gases formed as a result of the evaporation of the coating prevent the oxidation of the hot metal and contribute to the formation of a high-quality, durable weld with a surface protective film.
Note! The degree of moisture content of the coating material is of paramount importance for the welding process. Damp electrodes will have difficulty igniting. As a result, the seam will be uneven and of poor quality. Even drying them under special conditions will not improve their condition. The only way to keep them in their original dry state is reliable sealed packaging.
See also: Catalog of companies that specialize in electrical work of any complexity
Electrode selection criteria
A detailed examination of the main technical characteristics allows us to resolve the issue of how to choose electrodes for welding with an inverter. This is primarily the following series of important parameters:
- Type of material being welded.
- A type of surface application.
- Diameter.
Let's look at them in more detail.
Special electrodes for inverter Source pnevmoteh.by
Type of metal
The first thing a welder faces when selecting consumables is deciding which electrodes are best suited for the inverter - how to choose them based on the type of metal that needs to be welded. According to the nomenclature of the State Standard, according to this characteristic they are divided into the following categories:
- High carbon and low alloy steel alloys.
- Heat resistant alloy steel.
- High alloy steel with specific properties.
- Creation of a surface layer by electric arc surfacing.
- Cast iron (welding and surfacing works).
- Copper, aluminum and their alloys.
- Universal – for processing alloys of uncertain composition.
Recommendation! Selecting an electrode according to the application, that is, the type of material being welded, allows you to avoid gross mistakes. For example, if you weld stainless steel parts using the option for ferrous metals, the seam will subsequently collapse under the influence of corrosion processes.
Inverter electrodes for aluminum Source svarkaspec.ru
Factors that determine connection quality
To create a high-quality welded joint, it is not enough to know the differences between electrodes for welding with an inverter and which ones are best to choose for specific application conditions. It is also necessary to have an idea of what affects the result of welding work. This is primarily the following number of factors:
- Professionalism of the welder.
- Technical condition of consumables.
- Serviceability of the device.
Welding metal with an inverter Source svarkaspec.ru
The first factor is the main and determining one. Since an inept and inexperienced specialist will not be able to make a high-quality connection, even if all the rules for selecting conditions, preparing materials and consumables are followed. A professional welder must have sufficient experience working with different electrodes, materials, and types of seams in order to make a truly high-quality connection.
The electrodes themselves must be in good condition - without chipped coating and not moistened. By default, they must be correctly selected according to the diameter, type of coating and material of the workpieces being welded. In addition, the equipment must be in full working order. Otherwise, if the machine does not work stably, the quality of the created seam will leave much to be desired, and the progress of the work will not meet technological requirements due to constant sticking.
Professional inverter welding Source zuzako.com
Recommendations for novice welders
In order to become a professional welder, as well as to carry out auxiliary welding work at home, it is not enough just to know which electrodes to choose for beginners. You also need to have a general understanding of this area and the following rules in force:
- It is necessary to start mastering welding work with rutile electrodes. They do not emit harmful gases during operation, are ideally easy to ignite, function well with an arc of medium intensity and provide the opportunity to easily control and observe the weld pool.
- Correctly set the electrical parameters of the device - first of all, the polarity and current value. For example, with direct current and straight polarity, the workpiece should be connected to the positive terminal, the electrode to the negative. With reverse polarity, the opposite is true. The current strength must comply with the manufacturer's requirements.
Setting up a welding inverter Source ytimg.com
- Before starting the main work, you need to spend time and get your hands on training on unnecessary pieces of metal similar in type to the workpiece.
- The best way to improve the quality of work is to regularly improve your experience with various consumables and materials, take professional courses, etc.
Advice! Electric welding activities pose a potential threat to both the welder himself and others. Therefore, they must be carried out in compliance with safety precautions and in protective clothing.
Disadvantages of SAI inverters
Consumers, as a rule, believe that the name of the welding machine indicates the maximum welding current and it must correspond to the indicators of this current de facto, in practice. Numerous tests show that the declared maximum current does not always correspond to the actual value and can differ by up to 10 percent. This means that at a maximum current of 190, 170...180A will be available, which in many cases is not of fundamental importance for welding at home .
It should also be noted that the inverter models SAI190, SAI220 and SAI250 actually differ from each other by the inscription on the case. This means that the maximum welding current for all these devices will be approximately the same (the difference will only be in the short circuit current and the number of capacitors: SAI190 has three, SAI 250 has four) and PV is 40%.
TOP best electrodes
The optimal solution to the question of which electrodes are best for an inverter is Resanta 220 V model MP-3. Thanks to the rutile coating, arc stability, easy ignition, minimal spattering, strength and the resistance of the seam to destruction by micropores and cracks are ensured. As a rule, such a consumable is used for ordinary steels with a thickness of 3-4 mm.
In the category of the most widely demanded electrodes with a basic coating, the following examples are in the lead:
- ESAB UONII 13/55. Used for welding steel parts made of low-alloy and low-carbon alloys. The diameter of the core varies from 2 to 5 mm, which makes it possible to connect workpieces up to 8 mm thick.
- Lincoln Electric SSSI 13/55. Electrodes with maximum operational load. Diameter 4 mm. Capable of welding at low temperatures - up to -40 degrees. and high air humidity. Designed for alloy, carbon and reinforcing steels.
- PlasmaTec Monolith TsCh-4. It is mainly used for thin sheet materials, for example, for various containers and pipelines. With a core diameter of 3 mm, it provides a high-quality, neat seam.
Inverter welding machine, Resanta, SAI-220PN, 220 A, electrode
Main advantages
- The Resanta SAI-220 PN low-voltage welding machine
is endowed with all the capabilities that allow high-quality, smooth and precise welding work of almost any complexity. - The welding current generated by the product does not change the qualitative composition of the metal in the elements being connected.
- The control panel of the unit is protected by a transparent cover and contains light indicators and a digital display, and the handles allow you to easily and smoothly adjust the parameters for operation.
- The device is reliably protected from overheating and is able to smooth out significant differences in the supply voltage.
- The device is equipped with useful functions “Anti Stick”, “Hot Start” and “Arc force”, which facilitate the work of the welder and ensure uninterrupted arc performance.
- IGBT technology was introduced into the system, which made it possible to reduce its external dimensions, weight and freely operate even in relatively inconvenient places.
- The unit is easy to set up, does not require special professional skills, and can be easily carried manually or using a convenient shoulder strap.
general description
The design of the Resanta SAI-220 PN product is based on advanced inverter technologies based on a rectifier with pulse-modular regulation and a current stabilizer. The device is powered by a conventional single-phase 220 V power supply. This inverter welding machine has become a fairly common tool for creating the strongest possible connection of metal parts in private households, workshops and other professional or domestic situations. Using this fairly compact device, you can ensure high quality and accuracy of the weld formed by an electrode using direct current. The delivery set includes a three-meter cable with a special convenient electrode holder, as well as a cable with a fastening device that ensures a closed circuit.
The inverter operating principle of the welding machine, together with the use of IGBT transistors, made it possible to make the device lightweight (about 6.9 kg) and fit it into small dimensions. This significantly increased the convenience and versatility of the device. The operator can easily carry it manually or using a shoulder strap, and can also be positioned to work in inconvenient and hard-to-reach places. This quality will definitely be appreciated by experienced welders who have had to work with heavy and bulky welding machines based on a conventional transformer.
With the use of modern technologies in the production of the Resanta SAI-220 PN device, it was possible to ensure that this small and lightweight product contains serious practical qualities. The welding current is quite significant (10-220 A), and the welding current voltage of 80 V makes it easy to maintain an arc and use electrodes up to 5 mm in diameter. The load duration (LOD) of the system reaches 70%. That is, out of a time period of 10 minutes, the device can continuously cook for as long as 7 minutes, and only 3 minutes are required for rest.
The viability of a working device is maintained by an effective forced heat removal system that prevents the device from overheating. In addition, the temperature control sensors of the device will promptly, through a light indicator, notify you of the need to take a break and give the device additional rest to recover.
The design of the welding unit Resanta SAI-220 PN is such that even a beginner in this matter can now perform high-quality welding, since the unit has become the bearer of a number of useful functions:
— “Anti Stick” – automatic reduction of the operating current, facilitating easy tearing of the electrode if it gets stuck on the surface to be welded. After the electrode is torn off, the operating parameters of the system are immediately restored.
- “hot start” (Hot Start) – a pulsed short-term increase in the operating current at the moment of contact of the electrode with the surfaces being welded, easily igniting the electric arc and facilitating the start of the welding process.
- “Arc force” – allows you to adjust the depth of penetration (arc rigidity) and control the parameters of the metal at the welding point. This function is controlled manually.
In addition, the equipment of the unit allows you to smooth out unstable supply voltage within fairly significant limits (from -30% to +10%). Thus, the device ensures stable operation and uniform penetration in the range of supply voltage fluctuations from 140 to 240 V.
Design and functionality
The Resanta SAI-220 PN inverter welding machine is a rectangular body (300x170x300 mm), assembled from a steel sheet coated with a dielectric compound that protects it from corrosion. There are special slots in the housing designed for free access of cooling air. A durable handle is attached to the top for manual transportation, and there is also a shoulder strap that frees the operator’s hands. The bottom of the case is flat and therefore holds the device firmly on the surface. The electrical safety of the housing is IP21. This means that the device is not recommended for use in high humidity (more than 90%) or during rain.
On the rear panel of the case there is a network switch and a power cord with a plug for a regular outlet.
The front panel became the location of the unit's control panel. Here, under a folding transparent cap made of durable polymer, there is a handle for continuously adjusting the welding current (10-220 A), an arc adjustment handle (0-100%), light indicators for network and emergency overheating, as well as a digital display showing the current setting . Below the control panel there are receiving ports for attaching work cables (ground cable and cable with electrode holder).
The main working element of the device is located inside the housing and is protected by it. This is a special transformer with an inverter conversion system based on pulse frequency modulation. The purpose of this component is to create a welding current with optimal operating parameters. First, the network current with a frequency of 50 Hz and a voltage of 220 V is rectified to constant, but with an increased voltage (400 V). Then this current turns into an alternating current of high frequency and is rectified again, having an output voltage of 80 V. This voltage simplifies the start of the welding process.
The workload on the welding machine leads to increased heat generation in its main operating components. Removing excess heat and preventing the temperature from rising to emergency levels is a primary task for such systems. In this case, to increase cooling efficiency, the heating surfaces of the components are equipped with finned aluminum plates, and their forced air flow is provided by a built-in electric fan.
The welding process occurs due to the fact that a closed loop of working current is created with the help of working cables. At the point in the circuit where the electrode touches the surfaces being welded, an electric arc occurs, melting the electrode and the edges being welded. When burning, the flux that coats the electrode creates a protective gas environment that prevents accelerated oxidation and the formation of slag in the melt.
Preparing for work
The welding inverter Resanta SAI-220 PN is simple in design and is ready for work almost always. You just need to connect the working cables, make the appropriate settings, turn on the power and the machine is ready to perform welding work. Necessary preparatory operations should include a detailed study of the technical instructions on safety precautions, setup and methods of working with the welding machine. Such instructions, as a rule, are an integral part of the delivery kit.
A working welding machine creates conditions under which sparks and sometimes drops of molten metal can fly in different directions from a local point of increased heating. Thus, the device may be a source of increased fire hazard. This should be taken into account when assessing the location of the upcoming work. In addition, the gases released during the welding process are harmful to the operator’s body, so the work area must be well ventilated. The welder himself must use his own protective equipment (special clothing, a special welding shield for the eyes and face, gauntlet gloves, a hat and thick leather shoes).
Video description
Watch the video testing electrodes for an inverter:
In the category of rutile electrodes, the list of leaders includes:
- Wester MP-3. Diameter 3 mm. Used for steel with low carbon inclusions. Cooks even on dirty and rusty surfaces.
- Quattro Elementi 770-414. Tungsten rod with a diameter of 2 mm. Intended for welding thin metal, for example, for car body repairs.
- SVEL MR-3C. Core diameter 3 mm. Designed for welding parts up to 4 mm thick in poorly accessible areas.
Advice! “+” and “-” can be connected in different ways - both to a part or electrode. The difference is that the direction of electron flow always goes from the minus edge to the plus one. Therefore, the one connected to the positive pole will heat up. This rule is relevant when the mass of the workpiece and the electrode differs greatly. For example, if a sheet 2 mm thick is welded with a 4 mm electrode, then it may simply burn out. Therefore, it is better to connect “+” to the instrument. On the other hand, if the thickness of the workpiece is 5 mm or more, then vice versa. Since the heating of the mass of the part will intensify and the seam will be deeper and stronger.
Inappropriate current parameters
This reason can also lead to electrode sticking. If the current on the welding inverter is high, it will become difficult to hold the welding arc, since it will, as it were, “attract” the electrode. And, conversely, at too low currents, it is very difficult to strike an arc, since the electrode sticks to the metal all the time.
To correctly determine the welding current parameters for a particular electrode, you must use the following formula: 30 Amperes = 1 mm electrode. From the formula it follows that when welding with an electrode with a diameter of 2 mm, a welding current of about 60 Amperes is needed.
Also, improper ignition of the electrode and holding it close to the metal can lead to sticking. The welding arc must be ignited by briefly touching the electrode to the surface of the metal, or by striking the tip against the metal.
Briefly about the main thing
Inverter welding is stable, reliable and easy to master. Therefore, it is in demand among both beginners and professionals. When deciding which electrode to choose for welding with an inverter, its technical characteristics are first taken into account:
- The type of metal being welded.
- Type of coverage.
- Diameter.
Based on the type of surface, electrodes are basic, rutile, cellulose, acidic and mixed. The first two varieties are most often used. The diameter of the electrodes should be larger, the thicker the workpieces being welded. The quality of the weld depends not only on the correct selection of consumables and materials according to the conditions and parameters, but also on the professionalism of the welder.