Electrodes for inverter welding - choosing the best
| Photo | Name | Rating | Price | |||
| The best welding electrodes with basic coating | ||||||
| #1 | Kobelco LB-52U | ⭐ 4.95 / 5 56 — votes | Find out the price | |||
| #2 | ESAB SSSI 13/55 | ⭐ 4.9 / 5 45 — votes | Find out the price | |||
| #3 | Cedar OZL-8 | ⭐ 4.85 / 5 12 — votes | Find out the price | |||
| #4 | Lincoln Electric SSSI 13/55 | ⭐ 4.8 / 5 35 — votes | Find out the price | |||
| #5 | Wester UONII-13/55 | ⭐ 4.75 / 5 10 — votes | Find out the price | |||
| The best rutile coated welding electrodes | ||||||
| #1 | ESAB-SVEL OK 46.00 | ⭐ 4.95 / 5 173 - votes | Find out the price | |||
| #2 | Resanta MP-3 | ⭐ 4.9 / 5 115 — votes | Find out the price | |||
| #3 | Fubag FB3 | ⭐ 4.85 / 5 44 - votes | Find out the price | |||
| #4 | Sibrtech MP-3C | ⭐ 4.8 / 5 17 — votes | Find out the price | |||
| #5 | Quattro Elementi 770-421 | ⭐ 4.75 / 5 24 - votes | Find out the price | |||
Which welding electrodes would you choose or recommend?
Take the survey
Our small rating of welding electrodes will help you make the right choice. Let us remind you that the opinion of the site’s editors does not necessarily coincide with the opinion of readers. You can buy completely different electrodes without being guided by our choice.
For ease of reading the material, we have divided the list of electrode models into two parts. One presents options with a basic coating, and the other with rutile. These are the most common coating options and are in greatest demand. We'll talk more about the types of coating below, and now for you - the TOP 10 electrodes used for welding with an inverter.
Additional recommendations
When choosing the best electrodes for welding, you may be faced with the need to purchase a rod for a 13 mm workpiece. In this case, the diameter of the electrode will be 5 mm. This parameter will also be relevant for workpieces of more impressive thickness. But as for the current, it is set depending on the diameter of the electrode. Thus, based on 1 mm of diameter, it is necessary to set 30 A. For a 3 mm rod, the current can be 80-110 A. The final value will depend on the spatial position, the number of passes and the thickness of the metal.
The best welding electrodes with basic coating
No. 5 - Wester UONII-13/55
Wester UONII-13/55
This option is recommended for welding work carried out with products made of low-alloy or carbon steel, and requiring the creation of a very strong and high-quality seam.
This is a universal type electrode, designed for manual arc welding. You can work with it in all spatial directions, with the exception of the vertical position when moving from top to bottom. Approximate consumption - 1.6 kg per 1 kg of metal.
Users note that these electrodes are very cheap, and this is their main advantage. But, unfortunately, not in all conditions they allow you to get an excellent, durable seam. Yes, and they need to be heated very well before work. In general, they are well suited for domestic use - in the garage, at the dacha.
pros
- low price
- relatively low consumption
- optimal for home use
- allows you to get a strong seam
- convenient packaging
Minuses
- do not always allow you to create a good seam
- You should always bake it well before work.
Prices for Wester UONII-13/55 electrodes
Wester UONII-13/55
No. 4 - Lincoln Electric SSSI 13/55
Lincoln Electric UONI 13/55
Such electrodes are used mainly for welding low-alloy and carbon steel. Previously they were called Oryol. Now they are produced at the Mezhgosmetiz-Mtsensk enterprise, but the technologies of the Lincoln Electric company are taken as the basis. Thus, it was possible to improve the quality of these elements, but did not increase their cost.
This universal electrode is used for manual arc welding. It is designed specifically for welding using direct current. The model has the main type of coating, gray color. The electrodes are not afraid of environmental factors, are suitable for working with thick metal (the main thing is to choose the correct thickness of the electrode), and allow you to achieve a durable and at the same time sufficiently plastic seam. Consumption - 1.7 kg per 1 kg of metal. It is noted that the electrodes can be used for welding work on objects located in low temperature conditions.
pros
- inexpensive
- Russian production
- immune to environmental factors
- Allows you to work with thick metal
- provide a plastic seam
- can be used at low temperatures
Minuses
- not detected
Prices for Lincoln Electric electrodes UONI 13/55
Lincoln Electric SSSI 13/55
No. 3 – Kedr OZL-8
Cedar OZL-8
This option is designed specifically for welding stainless steel. It has a basic coating type and requires pre-calcination for 60 minutes. Suitable for working in all directions of space, except vertically from top to bottom.
Easy ignition, both primary and secondary, good uniform combustion are the main advantages of this Russian-made electrode. But during the work, quite a lot of slag is formed, which often shoots off, especially when working with thin metal. The electrodes are very carefully packaged and, taken straight from the package, allow you to start working even without calcination.
pros
- low cost
- Russian production
- excellent ignition
- uniform combustion
- form a stable arc
Minuses
- form a lot of slag
Prices for electrodes Kedr OZL-8
Cedar OZL-8
No. 2 - ESAB UONI 13/55
ESAB UONI 13/55
Inexpensive, but one of the most popular electrodes that have a basic coating and are designed to work with direct current. They are recommended for work where great responsibility is required, and the final seam should be strong and neat. Consumption is low - 1.7 kg. Before starting work, preliminary calcination lasting about 60 minutes is required. But you can cook with such an electrode in absolutely any spatial position.
The main disadvantage is the difficult ignition. And therefore, this option of electrodes is not the best for a novice welder. Re-igniting is also not an easy task. But, we repeat, it is with such electrodes that it is possible to obtain a beautiful and durable seam. And slag ulcers practically do not form. The electrode is optimal for working with carbon steel.
pros
- Can be cooked in any position
- It turns out a beautiful and very durable seam
- no slag ulcers are formed
- inexpensive
- very popular
Minuses
- complex arson
- not suitable for a beginner
Prices for ESAB UONI 13/55 electrodes
ESAB SSSI 13/55
No. 1 - Kobelco LB-52U
Kobelco LB-52U
Electrode designed to work with carbon steel, having a basic coating type. This option does not require long-term calcination before starting work - it only takes 30 minutes.
A rather expensive option for the Russian consumer, since it is produced in Japan, which means that transport costs for delivery to the Russian Federation are high. But this is a really worthwhile product: the electrode is ideal for working with low-carbon steel and does an excellent job of welding all kinds of pipes. The seam is as strong and reliable as possible, which is why such electrodes are valued by experienced welders.
pros
- Japanese quality
- give the strongest seam
- short annealing time
- neatness of work
- suitable for pipe welding
- you can work in any direction
Minuses
- high price
Prices for Kobelco LB-52U electrodes
Kobelco LB-52U
Reviews of Kobelco LB-52U electrodes
The best rutile coated welding electrodes
No. 5 - Quattro Elementi 770-421
Quattro Elementi 770-421
A universal, very cheap electrode with rutile coating, packaged conscientiously by the manufacturer and therefore does not lose its properties when properly stored. Can be used in any direction except vertical from top to bottom. Consumption is 1.7 kg per 1 kg of metal.
The electrode is designed for welding low-carbon and low-alloy metals and is often used in mechanical engineering and construction. The arc during operation is powerful and stable. No pores are formed in the seams during welding. Cons: There are very few pieces in the package.
pros
- hold the arc perfectly
- low price
- easy ignition
- make a beautiful seam
- good packing
Minuses
- small number of electrodes per package
Prices for electrodes Quattro Elementi 770-421
Quattro Elementi 770-421
No. 4 - Sibrtech MP-3C
Sibrtech MP-3C
Rutile electrode for manual welding, which is suitable for various operating modes. It can be used for products that have completely different orientations in space - there are no restrictions.
Many users consider these electrodes to be one of the best, with virtually no drawbacks. They are inexpensive, allow you to obtain high-quality welding results, and are suitable for working with critical structures. They burn softly, but it’s not easy to light them - and this is the main disadvantage.
pros
- inexpensive
- hold the arc perfectly
- you can work in all directions
- Excellent value for money and quality
- allows you to get a beautiful seam
Minuses
- difficult to light
Prices for Sibrtech MP-3C electrodes
Sibrtech MP-3C
No. 3 - Fubag FB3
Fubag FB3
An inexpensive rutile-coated electrode used for manual arc welding, which many consider to be quite good for its price. Well packaged, which is why it is virtually unaffected by the environment during long-term storage. Suitable for welding in various spatial positions.
The electrode ensures ease of welding and can be ignited both initially and re-ignited without much difficulty. The arc burns steadily throughout the entire working process. Overall, the electrode produces little slag.
pros
- low price
- can be used in various spatial positions
- form little slag
- easy to light
- good packing
Minuses
- not detected
Prices for Fubag FB3 electrodes
Fubag FB3
No. 2 - Resanta MR-3
Resanta MP-3
These are one of the most common rutile-coated electrodes in Russia, receiving virtually no complaints from welders. They are sold at a reasonable price, practically do not become damp during storage, and allow you to obtain a strong and reliable seam.
The electrode requires calcination before starting work; the duration of calcination is about 60 minutes, but at a relatively low temperature of up to 170 degrees. The product is very easy to ignite and allows you to conduct an arc in any direction. It behaves equally well when working with a wide variety of steel types.
pros
- reasonable price
- easy to light
- Can work with different types of steel
- provide a strong seam
- very popular option
- slag is easily separated
Minuses
- require long-term calcination
Prices for Resanta MP-3 electrodes
Resanta MP-3
No. 1 - ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Electrodes that are produced in Russia, but under the control of a company from Sweden. Moderate cost and high quality results make these products one of the most popular and among the best on the market according to many.
These electrodes provide a good stable arc, burn well even with slight dampness, and ignite excellently. They can be used for different types of welding, in any spatial direction. The seam resulting from working with such electrodes turns out beautiful. Calcination occurs at very low temperatures - around 90 degrees.
pros
- nice price
- produced under Swedish control
- Can work with dirty or rusty metal
- easy to light
- provide excellent arc
Minuses
- not suitable for pipe welding
Prices for electrodes ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Reviews of electrodes ESAB-SVEL OK 46.00
Rating of welding electrodes in 2020
Welding electrodes with basic and rutile coating are used for welding with direct and alternating current. They are distinguished by easy ignition of the welding arc, are least susceptible to dampness, and provide high-quality welds in all spatial positions. This is exactly how the rating of the best welding electrodes in 2022 was formed.
1st place - MP-3S electrodes
These electrodes of a domestic manufacturer from the company SpetsElektrod are very popular among both experienced welders and beginners. They guarantee stable arc burning throughout the entire welding, and at the same time practically do not form porous and slag inclusions. MP-3S electrodes can be used to weld metal with an uncleaned surface.
The electrodes have low consumption, about 1.7 kg per 1 kg of metal, and an affordable cost, about 200 rubles. A prerequisite after long-term storage of MP-3C electrodes is their calcination at a temperature of 120-160 degrees for one hour.
Advantages of MP-3S electrodes:
- Easy ignition and stable burning of the welding arc;
- High quality welding seam;
- Absolutely undemanding to the processing of the metal being welded.
Disadvantages of electrodes:
- High susceptibility to dampness.
In general, MP-3C electrodes deservedly occupy first place in the ranking of the best electrodes in 2022.
2nd place - ANO-4
These electrodes are also made in Russia. Produces electrodes ANO-4 LEZ - Losinoostrovsky Electrode Plant. This brand of electrodes boasts the highest quality welding seam and its versatility.
ANO-4 welding electrodes can be used for both AC and DC machines. When welding with electrodes, no defects are formed, and welding seams are highly reliable. The cost of ANO-4 electrodes is approximately 110 rubles.
Advantages of ANO-4 electrodes:
- Welding seam without any flaws;
- The electrodes light up easily;
- Welding slag can be easily removed from the metal.
Minuses:
- Electrodes are not suitable for welding ceiling and vertical seams;
- They have increased sensitivity to moisture.
It should be recalled once again that the quality of welding largely depends on how dry the electrodes are. Therefore, if the electrodes have been stored for a long time, they must be calcined before welding. For ANO-4 electrodes, the calcination temperature is 180-200 degrees for one hour.
3rd place - ESAB OZS-12 electrodes
Welding electrodes from the Swedish company ESAB have long been liked by many welders. They are used for welding low-carbon and carbon steels, and their main feature is the formation of a neat weld seam with a very smooth bead.
ESAB OZS-12 electrodes are quite expensive, costing approximately 820 rubles. However, as you know, you have to pay for good quality, and in the case of electrodes from ESAB, there is a price to pay. A weld seam welded with these electrodes really does not have a tendency to develop cracks or any other defects at all.
Advantages of ESAB OZS-12 electrodes:
- Weld quality;
- Neat and smooth welding bead;
- High tensile strength of the connection.
Minuses:
- Requires storage. ESAB OZS-12 electrodes are best stored in a special thermal terminal;
- Mandatory calcination before use.
Thus, ESAB electrodes from the Swedish company rightfully occupy third place in our rating.
4th place - electrodes ESAB SVEL OK 46.00
Electrodes jointly produced by a Russian-Swedish company. This brand of electrodes provides quick ignition and a stable welding arc, even when slightly damp. Welding with ESAB SVEL OK 46.00 electrodes can be carried out in any spatial position, and welding can be done with both alternating and direct welding current.
The welding seam formed by electrodes has high strength and reliability. The cost of the electrodes is about 830 rubles. Just as in previous cases, normal operation requires calcination for about an hour, at a temperature of 80 to 90 degrees.
Advantages of ESAB SVEL OK 46.00 electrodes:
- Welding at minimum currents;
- Easy slag separation;
- Easy ignition of the welding arc;
- Not demanding in preparing the metal to be welded.
Minuses:
- ESAB SVEL OK 46.00 electrodes are not suitable for welding pipelines.
In general, electrodes of this brand have proven themselves well among experienced welders. Many of them prefer electrodes from ESAB, and now it’s clear why.
What is a welding inverter?
Welding is a difficult and responsible process. Anyone can master this craft if they wish, but if previously they had to use complex and bulky equipment for work, now it is enough to purchase a welding inverter, which greatly simplifies the task. This is a relatively small device that weighs much less than any other welding machine. This made it possible to simplify and facilitate the welding process. Nowadays, the welding inverter has practically replaced standard welding machines from the market.
How does a welding inverter work? The voltage coming from the mains is supplied to the so-called rectifier, then the direct current is converted into alternating current due to a special power module. But alternating current has a higher frequency. This, in turn, is fed to a welding transformer, and the voltage from it, after rectification, is supplied to a very stable welding arc.
Welding inverter CALIBR SVI-250 4600 W
The main advantages of a welding inverter:
- relatively light weight of the device;
- improvement of arc characteristics;
- increased efficiency;
- the ability to reduce the amount of splashes during work;
- different electrodes can be used;
- wide current adjustment range;
- simplified electrode ignition;
- you can get a more durable and high-quality seam;
- it is easier to master the craft of a welder;
- the electrodes almost do not stick when in contact with the part.
Of course, there are also disadvantages. At a minimum, this is the high cost of the equipment (three times more than conventional transformers). It is also important to clean inverters regularly from dust - at least once a year. And you won’t be able to work with them in the cold - the devices don’t like the cold. Also, the network cable required to connect the device to the electrical network cannot exceed a length of 2.5 m.
Important! It is not always possible to use an inverter for welding at temperatures below -15 degrees. Here it is important to study the instructions for the selected device model and follow the manufacturer’s recommendations.
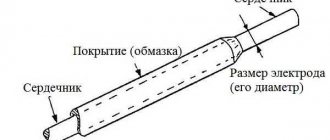
Electrode device
Design of a welding electrode
The electrode, which is necessarily used during welding, is a fairly thin metal product that resembles a knitting needle in appearance and has a special coating. During welding, the metal of the core begins to melt, and the coating applied to it protects the formed seam from exposure to oxygen. By the way, the coating of products can be very different.
Schematic illustration of the welding process
Table. Types of coating.
| Type | Description |
| Basic | Optimal products for working with so-called critical structures, pipes. During welding work, ductile and durable joints are obtained that are not prone to oxidation. Crystallization cracks rarely occur on the seam. Marking with the letter B. The coating contains carbon compounds of magnesium and calcium, there is practically no hydrogen, due to which a decrease in the characteristics of the metals being welded does not occur. Electrodes with such coating are used only on direct current. The main disadvantage is that a lot of slag is formed during operation. And one more thing - before working with such an electrode, the surface to be welded must be thoroughly cleaned of oils, rust, scale, etc., otherwise there is a risk of getting pores inside the weld, which reduce its strength. |
| Rutile | Such electrodes light up easily and practically do not splash metal around them. They are marked with the letter P. The coating is based on the substance rutile, there is also oxygen and silicon. This coating option is available on electrodes used in direct and alternating current conditions. It is important to work in conditions of moderate humidity, otherwise the quality of the seam will deteriorate greatly. |
| Cellulose | This coating contains a lot of organic matter (up to 50%). These are organic resins and cellulose itself. The marking of such electrodes is letter C. During work, they emit little slag, but form a lot of gases. It is easy for them to perform work in a vertical orientation. Options with such coating are used only on direct current. Disadvantages - a lot of splashes are generated, and the quality of the weld when working with steel may not be the best due to the high hydrogen content. |
| Sour | Such electrodes make it possible to obtain a welding seam with virtually no air channels; they can be used to weld elements with scale and rusty parts. It contains manganese, iron, silicon and a number of other elements. Such electrodes are marked with the letter A. This option is harmful to the health of the welder and requires work to be carried out exclusively in a well-ventilated area. There is also another disadvantage - the risk of hot cracks appearing in the seam. |
On a note! For novice welders, it is best to use rutile electrodes. For experienced people, it doesn’t matter what kind of coating is used.
Rutile electrodes
Also, all electrodes are divided into two main groups - melting and non-melting.
- Melting options may have a coated rod of different diameters. It is thanks to the latter that the arc during welding is optimal. Such electrodes are usually used for manual welding.
- Non-melting options are now quite rare, since they need to be worked in a special environment. They are difficult to select, so they are not recommended for beginners.
How to choose electrodes for inverter welding
When choosing these products, the most important thing is to decide what material you will have to work with. That is, it is important to know what the products being welded are made of, and the composition of the electrode core must match them in composition.
Thus, electrodes can be classified according to a number of characteristics:
- for low-carbon metals, carbon options are used;
- for cast iron;
- for strong heat-resistant steels;
- for high alloy metal;
- for working with aluminum or copper versions of products;
- for surfacing and repair work;
- universal options.
Electrodes for cast iron
Electrodes used for work must not be damaged. It is also important that they are dry. Special ovens are used to dry products.
Advice! To dry the electrodes at home, you can use a conventional oven. But it is best not to let the products get wet and store them in airtight containers in a dry and warm place. Otherwise, there is a high risk that the electrodes will begin to stick during operation.
Experienced specialists also take into account the conditions in which the work will be carried out. For example, humidity, ambient temperature, etc. It is also important to consider the diameter of the selected electrode, the thickness of the parts and the current strength. It is important to understand that if the product is selected incorrectly, the current density can be reduced. As a result, the quality of welding will leave much to be desired, the seam will be thick and wide. Typically, electrode manufacturers immediately indicate for what current strength the product is best suited. For complex and massive structures, it is better to take thick electrodes, while profile products are welded in versions up to only 2 mm thick. We suggest estimating the approximate ratio of metal thickness and diameter using the figure below.
Ratio of workpiece thickness and electrode diameter
And here are the recommended current values depending on the thickness of the product.
Relationship between electrode diameter and welding current
Which electrodes are better
First of all, it is necessary to list the criteria according to which the selection of electrical conductors occurs:
- Beginner welders are recommended to use rutile-coated consumables; for experienced welders, rod coating does not play an important role;
- electrodes can be consumable and non-consumable;
- it is necessary to determine the design, product or equipment of what type to be welded;
- the choice also depends on the grade of steel being processed (see purpose);
- thickness of products;
- The type of work also has a significant impact: complex and massive structures are welded with large-diameter electrodes, welding of profile elements is carried out with materials up to 2 mm in diameter;
- type of welding current and polarity of its connection;
- and not the least role is played by the quality of welding electrodes.
Do not use materials with chipped coating!
For newbies
Most often, the question about which ones are better and which ones are worse is asked by beginners, so let's start with what are good electrodes for beginners. As stated earlier, the preferred electrode option for beginners is rutile-coated rods. This is due to the fact that this type of conductor is characterized by ease of use.
The most popular brands with rutile coating:
- ANO-4.
- MP-3.
- OK 46.00 (in the picture).
- UTP 65D.
For household welding
Household welding is characterized by a low level of complexity, as well as the absence of special requirements for the reliability and quality of the weld. Ease of operation is expected. Therefore, we will separately consider good electrodes for household welding.
Household welding includes work on the manufacture of small structures (for example, welding of fencing systems (fences), greenhouse frames, etc.), performing small work in a garage or at the construction site of a private house.
ANO electrodes (in the picture on the right) are most often chosen for welding at home. This brand is suitable for working with almost all types of welding inverters. Therefore, it has become widespread among beginners and home craftsmen.
Conductors of the MP-3 brand are distinguished by their versatility and unpretentiousness. These consumables allow you to weld even wet, rusty and poorly cleaned surfaces.
UONI - electrodes for a durable seam, have a more capricious “character”. To weld this brand, you must have certain skills, but SSSI can be used for welding surfaces of any complexity. [ads-pc-2][ads-mob-2]
For welding stainless steel
Welding electrode EA-400/10T.
Now, which electrodes are better for welding stainless steel. Many home craftsmen are often interested in the question: is it possible to weld stainless steel with conventional electrodes? It is possible to connect stainless steel with this type of consumables, but it is not entirely professional and the welding seams may soon become covered with rust.
List of the most popular brands of electrodes for welding stainless steel:
- NZh-13.
- OZL-8.
- TsL-11.
- TsT-15.
- EA-400/10T.
- OK 63.30.
Video
Watch a short video that demonstrates welding stainless steel with a “black” electrode, but as you can see from the ratings of the video and comments on the video, such welding causes mixed opinions among professionals and amateurs.
The full list can be found in the “Stainless steel electrodes” section.
For welding cast iron
Electrodes OZZHN-1
What good electrodes for welding cast iron would you recommend? Cast iron is one of the most popular materials used in a variety of applications and applications. There are several types of cast iron: malleable, gray, high-strength, etc.
As a rule, almost all of the electrodes listed below are suitable for cast iron, but not any type (the electrode must correspond to the grade of metal, but this is a topic for another discussion):
- MNC-2.
- OZZHN-1.
- OZCH-2.
- TsCh-4.
- OK 92.18.
The entire list of electrodes intended for welding cast iron is presented in the section “Electrodes for welding and surfacing of cast iron.”
For pipes
When choosing consumables for welding pipes, the main criterion is the thickness of the product. The thicker-walled the pipe has to be welded, the larger the diameter of the electrode should be.
There are four types of joints that are used when welding pipes:
- end-to-end;
- overlap;
- vtavr;
- in the corner.
The type of connection also affects the choice of electrode brand.
In addition, it should be remembered that the classification of pipes is quite extensive, so choosing the best electrodes for pipes is an incorrectly posed question. To work with critical pipelines, electrodes designed for complex welding processes should be used. Consumables for welding household pipes (for example, water pipes) are not subject to increased requirements for strength and reliability.
Popular brands of welding materials for welding pipes:
- ZIO-20.
- TML-1U.
- UONI-13/55.
- TsU-5.
A complete list is presented in the section “Electrodes for pipe welding”.
It should be noted that LB-52U electrodes are the most popular among professional welders. This brand is excellent for welding critical tanks; gas pipelines, inside of which high pressure is maintained.
Amateurs and novice welders for domestic purposes are recommended to purchase grades with rutile coating: ANO-4, MR-3S, OK 46.00 and others. [ads-pc-3][ads-mob-3]
For inverter
Again, beginners ask the question: “Which welding electrodes are best for an inverter?” On the modern market of welding materials there is a great variety of electrodes for inverters.
Most (and almost all) brands are suitable for equipment of this type, since such units produce direct current. And if the electrode cooks “alternately,” then it will also cook “constantly.”
If a welder has a question about the types of conductor suitable for an inverter, most likely he is a novice specialist. Accordingly, it is recommended to use consumables with rutile coating.
User voting
Which welding electrodes would you choose or recommend?
Kobelco LB-52U
10.55 % ( 56 )
ESAB SSSI 13/55
8.47 % ( 45 )
Cedar OZL-8
2.26 % ( 12 )
Lincoln Electric SSSI 13/55
6.59 % ( 35 )
Wester UONII-13/55
1.88 % ( 10 )
ESAB-SVEL OK 46.00
32.58 % ( 173 )
Resanta MP-3
21.66 % ( 115 )
Fubag FB3
8.29 % ( 44 )
Sibrtech MP-3C
3.20 % ( 17 )
Popular types of electrodes
If you cannot decide on a choice, then you should pay attention to the most popular brands, they look like this:
- UONI-13/55.
- MR-3S; MP-3.
- ANO.
The former are popular among experienced craftsmen. These rods allow you to achieve a high-quality seam, which is true at low outside temperatures. At the same time, the density indicators remain optimal.
When deciding which electrodes are best for an inverter, it is worth paying special attention to MP-3C rods, which are used when it is necessary to make a weld with high quality requirements. These electrodes are used to connect elements with direct and alternating current of reverse polarity.
The most universal brand is MP-3; it can be used to connect metal workpieces with a contaminated surface, rusty and damp structures. The most purchased among Russians are ANO. They do not require pre-calcination, and you can light them without much effort. In the end, you are guaranteed to get an excellent result, even when welding is performed by an inexperienced welder.