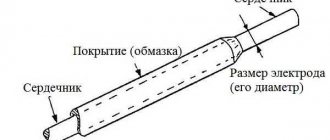
Stainless steel is one of the most popular materials due to its complete inertness with respect to moisture. The material is not subject to corrosion, which significantly expands its scope of application. In addition to this, there are excellent aesthetic characteristics that do not require additional decoration or coloring. The disadvantage of the metal is its poor weldability. Two workpieces can only be joined using special electrodes for welding stainless steel.
In this case, it is necessary to take into account a number of features that appear in the process of welding two stainless steel workpieces:
- The material has lower thermal conductivity compared to other grades of steel. For this reason, you need to heat the welding zone longer or resort to another technique by increasing the current.
- Between thick stainless steel workpieces, the gap should be larger than in the case of joining metals of other brands. This way it is possible to reduce to a minimum the number of cracks that appear as a result of thermal effects.
- Stainless steel has a strong resistance coefficient. During welding, its surface becomes very hot. Therefore, only special electrodes should be used.
What are the features of stainless steel electrodes?
To weld stainless steel (the correct name is corrosion-resistant steel), special stainless steel piece electrodes are used. These electrodes are manufactured for use with direct and/or alternating current. Electrodes for direct current are more common since the welding process proceeds more smoothly and the quality of the seam is higher.
The peculiarity of the process is that stainless steel has a low thermal conductivity coefficient, that is, it is easy to overheat and the metal begins to spread. It also has a high linear expansion coefficient. This means that during the welding process the metal expands greatly, and then when the seam crystallizes, the metal shrinks and often a defect such as a “sink” appears - lack of penetration.
Another harmful consequence of a high linear expansion coefficient is that structures are severely deformed under the influence of welding stresses.
Therefore, when choosing electrodes, you should try to comply with the following conditions:
- Use a diameter of 1.5 - 2.6 mm;
- Use electrodes with a core composition similar to the base metal;
- To reduce the risk of lack of fusion, it is necessary to provide a wider gap - larger than the diameter of the electrode.
Therefore, it is best to weld such steel as quickly as possible, using the minimum current value. This can be accomplished using smaller diameter electrodes. These measures will help reduce overheating of the metal, as well as avoid severe welding deformations.
Why is it important to use special electrodes for welding stainless steel?
This is because the vast majority of these steels are high alloy steels. Welding of which is complicated by multiple factors such as:
- High carbon content in the weld.
- High requirements for protecting the weld pool and arc from air, which otherwise leads to a large number of defects.
- Low thermal conductivity which often leads to overheating of the metal during the welding process and the formation of defects in the form of burns.
If we take, say, electrodes for ferrous steel (unalloyed) and try to weld, then the weld will turn out, but it will have many unacceptable defects, roughly speaking, we will get a defect.
In addition, the weld metal will be susceptible to corrosion since the metal of the electrodes did not have the necessary alloying elements.
Also, they used for stainless steels must be specially designed for welding this particular group of steel and must be similar in chemical composition. If this condition is not met, the weld will withstand less stress than the base metal and will be the weakest area of the part.
Another important factor is that the welding area and the edges of the parts must be very well cleaned, and preferably degreased. As already mentioned, during assembly you need to maintain a slightly increased gap.
Useful article - How not to make a mistake in choosing and correctly decipher the designations of electrodes for welding metals
How to check the quality of the connection?
After complete crystallization of the seam, to check the reliability of the connection, it is necessary to check its performance characteristics. There are several reliable methods:
- Kerosene . Using petroleum products, check the tightness of the connection. It is applied directly to the seam. If the joint structure is non-uniform, traces of kerosene will appear on the back side of the seam.
- Acetone . The goal is the same - checking for leaks. For visual control of the liquid, we recommend adding some bright dye to it.
- Hydraulic method . It is used in industrial enterprises for testing vessels and containers operating under pressure. The most reliable way to check the quality of a seam.
In addition to the above methods, do not forget about visual inspection. An experienced welder can determine the presence or absence of defects at a glance.
What electrodes should be used to cook stainless steel using alternating and direct current?
For welding corrosion-resistant steels with alternating current, electrodes containing rutile in their coating are mostly used. These can be electrodes with pure rutile coating, rutile-cellulose, rutile-carbonate and others. Rutile, which is part of the coating, ensures easy ignition and stable combustion of the welding arc.
When welding with alternating current, there is no such thing as polarity (forward, reverse) which is inherent only in welding with direct current.
Even with additional components in the coating composition, welding with alternating current is of lower quality and has a number of limitations compared to direct current, and therefore is used less frequently.
Useful tips
Experienced welders give novice welders the following advice:
- When welding dissimilar metals, it is advisable to use consumables containing nickel. Before starting work, the rods are calcined for an hour.
- The welding machine must produce direct current.
- You cannot skip the pre-processing stage of parts. If dirt or rust is present, the seam becomes brittle.
- When gas welding, forced cooling methods cannot be used. The part must cool naturally.
- The application of flux helps to increase the strength of the connection.
- The tips of non-fusible electrodes need to be sharpened regularly.
- When welding, try to capture as much ferrous metal as possible. This helps establish a strong molecular bond.
- The electrode must be guided slowly and carefully.
Following the recommendations helps you quickly master the methods of welding parts made of dissimilar metals.
Stainless steel electrodes for alternating current
Let's consider several main brands used for welding on stainless steel with alternating current. They can also be used for DC welding.
TsT 50
This grade is used for welding stainless steel, which is extremely common both in industry and in everyday life: 08x18n10t, 12x18n10t, 12x18n9t and others. They are used when there are no special requirements for the corrosion resistance of the connection. Available in diameters from 3 mm to 5 mm. Their coating is rutile-basic. They usually work on alternating current, but can also be used on direct current with reverse polarity, in all spatial positions except for the vertical position from top to bottom.
OZL 14
These electrodes, just like their predecessors, are used on austenitic class stainless steel (all using the same 12Х18Н10Т, 12Х18Н9). They are also designed for conditions that do not require strict parameters for intergranular corrosion. Welding is possible in all spatial positions, on alternating / direct current. They are produced in diameters of 3 and 4 millimeters. They have a rutile coating.
Important: when using rutile-coated electrodes, severe slagging of the welding seam is possible. This is a note for novice welders, since it is very difficult to distinguish molten metal from slag in the weld pool.
OZL-310
These electrodes are used for welding and surfacing of heat-resistant chromium-nickel alloys, high-alloy steels X45Х25Н20С2 and welding of heat-resistant ferritic-pearlitic steels. Coatings - rutile - carbonate. They are produced in diameters of 3-4 millimeters and are used for welding on alternating current (can be used on direct current). They have excellent welding and technological properties because they contain 20-22 percent nickel. You can cook in all spatial positions with the exception of vertical from top to bottom.
Useful article - How to choose the right welding cable for an inverter machine and not lose money.
Work technology
The preparatory stage includes procedures for cleaning the surface mechanically or manually until clean metal is obtained. After removing foreign particles, the workpieces must be degreased.
Regardless of the choice of technology, it is most convenient to weld steel and stainless steel in a horizontal position - in this case, the molten metal will spread evenly over the plane.
Ferrous metal melts more slowly than stainless steel, so during the work it is necessary to ensure uniform heating of the surface. Mutual mixing of molten metals is the key to a high-quality weld.
Electrodes for DC welding
Now let's look at the electrodes used when welding stainless steel with direct current. Welding with direct current is more stable. They contain a minimum amount of elements for ionization in the coating. They are a little more difficult to light than those used with alternating current.
The DC welding process is performed by connecting the device to reverse polarity. Reverse polarity is a connection of the device when the plus is connected to the holder, and the ground is connected to the part.
Let's consider several main brands, such as OK 61-35 and 61-30 manufactured by Esab, electrodes EA 400/10U, TsT-15, TsL-11, etc. Next, we will dwell in more detail on some of those listed here.
Popular electrodes for welding stainless steel (steel 12x18n10t)
Most often in everyday life we have to use electrodes for welding stainless steel grade - 12x18n10t, called “medical steel”. This is chromium-nickel steel of the austenitic class (it is highly alloyed, so the content of alloying elements exceeds 10%). Let's look at the most commonly used electrodes for welding this steel.
OK 61-35
These electrodes are used for welding steel 12x18n10t mainly for critical welds for which there are high requirements for the resistance of the weld and the product as a whole to intergranular corrosion. They are used for products that operate in a temperature zone from -196 to 400 degrees, which allows them to be used even for cryogenic installations. They have basic coverage. They have a fairly high cost.
EA 400 10u
Just like the previous electrodes, they are used for welding high-alloy steel 12x18n10t, but when the operating temperature of the product does not exceed 350 degrees. Unlike the previous grade, EA 400/10u is used in cases where high requirements for intergranular corrosion are not imposed. They can be cooked in all spatial positions, from top to bottom. Coverage is basic. Their cost is much lower, and they are often used for domestic purposes. Available in diameters from 2 to 5 mm.
EA 395/9
This grade is used for welding austenitic stainless steel, as well as for welding them with carbon steel. They have a basic coating and are used on direct current. The seam produced by these electrodes is of very high quality, smooth with fine flakes. Available in diameters from 3 to 4 mm.
TsL 11
These electrodes are used when the task is to weld a seam with high requirements for resistance to intergranular corrosion. These electrodes have a basic coating and welding with them is possible in all spatial positions. Products that are welded with these electrodes can be operated at temperatures up to 400 degrees. Like previous brands, their diameter ranges from 2 to 5 mm.
CT 15
These electrodes are used for welding the same chromium-nickel stainless steel 12x18n10t. Also X16N13B and similar steels operating at temperatures of 560-650 degrees and subjected to high pressure. Used in conditions where strict requirements for intergranular corrosion are imposed. Most often they are used in industry, since at home, as a rule, there are no such high temperatures. They have a basic coating; welding is possible in all spatial positions.
Useful article - Everything you need to know about gases used for welding from A to Z
Index group
Sometimes the marking contains an additional designation written under the horizontal line.
E42A-UONI-13/45-3.0-UD ———————————— E432(5)
-B 1 0
Digit 4
indicates the resistance of the weld to corrosion. There are five levels in total (0/2/3/4/5) - the higher the number, the better. In our example, the number is 4, which indicates high protection of the seam from rust during subsequent use.
Digit 3
refers to the maximum temperature at which the heat resistance of a joint is maintained. There are 9 options in total, where 1 is 500 degrees, and 9 is over 850 degrees. In our case 3 - the seam will withstand heating up to 560-600? With no loss of properties.
Digit 2
— limit of working temperature of the seam. It also has 9 levels with an indicator from 600 to 1100 degrees. In our example, 2 indicates a limit of 650? C, after which changes will begin in the metal.
The value taken in brackets (5) is the amount of ferrite phase in the weld. The index is divided into 8 levels with percentages from 0.5-4.0% to 10-20%. With our indicator 5, the content of the ferrite phase ranges from 2.0 to 8.0%.
Such a group of indices does not indicate several characteristics at once. Usually, it is written on the packaging of electrodes intended for working with low-alloy and alloyed metals.
Electrodes for stainless steel - common markings
In this section, we will consider brands that are also often used both in production and at home for chromium-based stainless steel.
UONI-13/NZH
These electrodes are used for welding chromium steels such as 12x13 and similar, with a chromium content of 13 percent. They have basic coverage.
OZL 8
These electrodes are used for corrosion-resistant steels such as: 12Х18Н9Т, 12Х18Н10Т and the like in cases where there are no strict requirements for intergranular corrosion resistance. Their coating is basic; they can cook stainless steel in all positions (from top to bottom) on direct current.
TsL-25
These electrodes are used for welding heat-resistant stainless steels containing chromium and nickel, such as 10Х23Н18, 20Х23Н13 and similar ones operating up to 1000 degrees. They have basic coverage. There are a number of restrictions on welding with them, such as the width of the bead, which should not be more than 3 diameters of the electrode, as well as mandatory calcination before welding at a temperature of 350-370 degrees.
TsL-9
These electrodes are most often used for welding two-layer steel (the so-called bimetal). They weld alloy steel grades 08Х13, 12Х18Н9Т and the like. The weld seam will meet the high requirements for intergranular corrosion. The coating of these electrodes is basic. Available in diameters from 3 to 5 mm.
OZL-22
These welding electrodes are used for stainless steel made from low-carbon chromium-nickel steels. The coating of these electrodes is special. They can not be cooked in all spatial positions, but only in: lower, vertical, and limited in the ceiling. The diameter of these electrodes is available in 3 and 4 millimeters.
Reviews
Denis, Donetsk. I only cook stainless steel TsL-11. It turns out best.
Artem, Voronezh. I only use OZL-6/8. In my opinion, the most reliable of the budget consumables on the Russian market.
Victor, Kursk. For high-alloy steel I use only OK 61.30 ESAB. Rutile coating behaves much better than the main one. And the seam will be stronger.
Source
Which is better AC or DC?
The answer to this question is quite simple - it is direct current. AC sources have a certain number of advantages, such as low power losses, but the quality of the welding seam with alternating current is lower. This is due to the fact that when welding with alternating current, the arc has zero voltage for a period of 3 times. In fact, it breaks off for a split second and flares up again.
To stabilize the arc, special components are added to the electronic coating that improve ionization. Also, with alternating current, polarity changes 120 times per second at an industrial frequency of 60 Hz, which in turn affects the instability of the welding process.
Let's talk a little about polarity. When using reverse polarity, maximum heating goes to the electrode, which in turn reduces the amount of heat introduced into the part, and this reduces deformation.
When using direct polarity, the situation is reversed; maximum heat is removed into the part, which can provide deeper penetration of the metal and is used for welding parts with large thicknesses. It is also used for TIG welding so as not to introduce additional overheating to the tungsten electrode.
When welding with alternating current, the polarity is straight for half a period, and then reversed, which in turn negatively affects the quality of welding.
Coating thickness coefficient
E42A-UONI-13/45-3.0-U D
———————————— E432(5)-B 1 0
Coating is necessary to protect the liquid metal of the weld pool from interaction with the external environment. The coating melts as the arc burns and the rod melts. The thicker the coating, the more protective gas is released. The coating thickness level is indicated in the electrode marking with the letter:
- M - thin.
- C - average.
- G - very thick (maximum possible).
- D - thick.
What electrodes are used for welding stainless steel with ferrous metal (transition electrodes)
Let's consider the so-called transition electrodes; these are electrodes that are used to weld ferrous metal to stainless steel. Hence the name “transitional” - the transition from one steel to another. They are used both in industry and in everyday life, for example when welding a tank in a bathhouse.
Let's look at the main electrodes that are most often used.
OZL 6
These electrodes are intended for welding carbon and low-alloy steels of the pearlitic class (for example, steel 20, 09G2S) with steels of the austenitic class. They are also used for welding heat-resistant chromium-nickel steel (for example 20Х23Н18) which can operate at temperatures up to 1000 degrees. The coating of these electrodes is basic; welding is possible in the Lower, vertical and ceiling positions. Electrodes are produced with diameters from 2 to 5 mm. Before welding, mandatory calcination at a temperature of 300-335 degrees for one hour.
Ok 67.60
These electrodes manufactured by Esab OK have an acid-rutile coating. As a result, the arc lights up very well (this is due to the presence of rutile in the coating). They are used for welding chromium-nickel steels with black low-alloy low-carbon steels. You can cook with electrodes in all spatial positions except from top to bottom. Electrodes must be calcined before welding at temperatures up to 370 degrees for 2 hours.
Security measures
Welding work is carried out in strict compliance with safety regulations:
- Never use faulty equipment. Check the device in advance, inspect the working elements and wires for possible breakdowns.
- The electrodes must be new, with the working layer intact. Cracked rods should not be used.
- Prepare your workplace in advance. Remove all flammable mixtures away and clear the table of unnecessary objects that may interfere with welding work.
- Welding is considered a harmful technological process. Therefore, you need to use a welder’s mask, protective overalls, gloves, and durable shoes.
- Place a rubber mat under your feet to prevent electric shocks.
- The room in which welding work is carried out must be equipped with a good ventilation system.
- For convenience, it is advisable to carry out work on a metal work table.
When working with cylinders filled with inert gases or oxygen, it is necessary to wipe off any oil leaks in the work area.
Any welder knows how difficult it is to weld stainless steel parts together. The process becomes more complicated if you need to connect stainless steel with ferrous metal. Therefore, it is necessary to accurately determine the components of materials, select electrodes, and the operating mode of the device. During the work process, you need to take into account the advice of professionals.
What electrodes should be used to cook 1 mm stainless steel?
Welding stainless steel is not an easy process, especially when it comes to small thicknesses. Stainless steel is easy to overheat and burn through because it has a low thermal conductivity coefficient. Also, thin metal is very susceptible to deformation that occurs during the welding process.
To weld such thin stainless steel, it will be necessary to use electrodes with a rutile acid coating. One of the brands that can be used is OK 63.20. These electrodes are suitable if the operating temperature of the part is up to 350 degrees Celsius.
Another brand that you can consider is OK 63.34. These electrodes are similar in properties to the previous brand; they can be used for welding from top to bottom. Using this method reduces the temperature and, accordingly, the risk of burning through thin metal.
It is also worth considering a brand of electrodes such as OK 61.20 from ESAB. They have a rutile acid coating and are designed for welding thin-walled parts, provided that operation is up to 400 degrees.
Where and why are dissimilar steels and alloys used?
In modern industry, structures made from such materials are widely used. They are necessary where their individual parts operate under different conditions - under different alternating loads, temperature levels and aggressiveness of environments, abrasive wear, pressure, etc. In a number of such areas:
- rocket science;
- shipbuilding;
- energy (nuclear, thermal);
- radio electronics;
- mechanical engineering;
- cryogenic plants, etc.
Constructions of this type are called combined. They provide the necessary technical and technological characteristics of the equipment, and in a wide range of cases allow making its production more economical.
General principles for choosing electrodes
The choice of welding electrodes must be made according to the material of the part (the main material from which the parts are made). The easiest way is to type on the Internet (but it’s better, of course, to look in GOST or a steel brand) the mechanical characteristics of the material we need. We are interested in such characteristics as the yield strength - σт and temporary resistance σв.
We get the values and go to the Internet, GOST or the catalog of electrodes and compare the values. The base metal values should be equal to or slightly less than the electrode values. And of course, as already mentioned, the composition of the metal in the electrodes must correspond to or be close to the base metal.