The operation of welding equipment is impossible without consumables, which are electrodes. The products are rods made of electrically conductive material, which is necessary to supply current to the part being welded. There are a large number of these products on the modern market, the selection of which requires the right approach. Many beginners use welding machines, but do not know how to choose the right electrodes and what criteria their choice depends on. Let's look at this issue in more detail.
What is a welding electrode
Electrodes are consumable materials when performing welding work. There are many types of them, and they all differ in a number of the following criteria:
- material of manufacture;
- type of surface coating;
- thickness;
- length;
- scope of application.
One of the most important roles in the design of a welding electrode is played by the surface coating. It is the type of surface coating of the product that must be taken into account when choosing it, since the quality of the work depends on this, but we will look at this in more detail.
What are consumables?
Consumables or consumables for office equipment are a group of items necessary for the functioning of various office equipment.
Among the wide range of all manufactured consumables, the following are in great demand:
- different types of cartridges - black and color;
- thermal paper, plain, high-density paper;
- matte and glossy photo paper for home photo printing;
- thermal film;
- bottled and portioned ink of various volumes;
- black and multi-colored coloring powders - toners;
- toner cartridges - which are a reusable removable unit filled with the desired color with a built-in special photodrum;
- kits to ensure uninterrupted ink supply for printer ink mechanisms - CISS;
- spare primary charge and magnetic shafts;
- dosing and cleaning blades;
- cleaning kits and products;
- photo drums;
- ready-made repair kits for quickly repairing breakdowns of office equipment.
Office supplies can be:
- original. They are produced by the same manufacturing company that produces office equipment;
- compatible, that is, not original, produced by other manufacturers, but working with this model of office equipment.
Original consumables
Consumables of original origin are characterized by trouble-free operation and higher cost. Their advantage is that they are produced by the same manufacturer as the office equipment brand in accordance with quality certificates, the reliability of the manufacturer, they are covered by a quality guarantee and warranty service.
Physical properties of electrodes
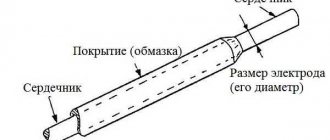
The electrodes have a simple design consisting of a rod, an outer coating and a contact end without sputtering. The weld is created by a rod that melts under the influence of an electric arc at high temperature. Melting, the metal fills the weld pool, thereby ensuring the connection of two metal parts.
The thickness of the rod plays an important role, and the depth at which the seam lies depends on it. To put it simply, the diameter of the electrode is selected depending on the thickness of the parts being welded.
Another physical parameter is the length of the rod. The duration and continuity of the seam depends on it. At critical sites, it is very important that there are as few breaks as possible, since this reduces not only the quality of welding, but also its service life.
This is interesting! The material from which the rod is made must match the parts being welded. Only with this approach can a highly efficient connection of two parts be achieved using the welding method.
Classification
The classification of electrodes is extensive, understandable and varied; welding electrodes differ according to numerous criteria - the materials from which they are made, the composition of the coating, the diameter, and so on.
This is what the general picture of the types and types of consumables looks like.
Metal
Electrodes for arc welding.
Melting:
- Covered
- Without cover
Non-melting:
- Tungsten
Non-metallic
Non-melting:
- Coal
- Graphite
As you can see, all consumables are immediately divided into two groups - a huge group of metal electrodes and a modest small group of non-metallic electrodes.
Let's start with the largest and most diverse group - these are metal consumable electrodes with coating or coating:
Coating material and what it affects
The coating of the electrode, which is scientifically called coating, is designed to maintain the process of continuous burning of the electric arc. The main materials for spraying are:
- Rutile layer “R” - the constituent substance is titanium dioxide. When choosing an electrode for welding, this tells the user little, so it is important to know that rutile concentrate practically does not cause spatter, and it can be used even if there is rust on the surface. In addition to obtaining an even seam, the rutile layer leads to easy separation of scale, thereby improving the quality of welding procedures. The electrode is also characterized by the speed and ease of ignition of the arc, and the smoke released is less dangerous to human health than other types of spraying. The disadvantages of this layer are the high risk of cracks, the liquid “bath” and the difficulty of controlling it, but even with this disadvantage, this type of consumables is the most popular and in demand, and is best suited for beginners.
- Acid layer “A” - the forming coating consists of manganese, silicon and iron. The use of such an electrode increases the risk of cracks in the hot metal at the weld joint being formed. The advantage is that even when welding rusty parts, the possibility of pore formation is eliminated. Manganese, which is part of the composition, is a dangerous compound that negatively affects human health.
- Cellulose layer “C” - the main part consists of organic substances, which leads to an excess amount of hydrogen. Cellulose-coated electrodes are characterized by the formation of a dense and even bead. The use of such products is in demand when forming vertical seams. The disadvantage of this layer is the low ductility of the metal, as well as a high degree of spattering.
- The main layer “B”, consisting of carbonates and fluoride compounds (marble, magnesite and dolomite). These substances cause the cooled seam to become more plastic and viscous. An important advantage of this type of spraying is its resistance to crack formation. It is important to take into account that welded parts with signs of corrosion deposits can lead to the appearance of pores. These electrodes are best suited for DC welding. It is recommended to use them for connecting critical steel structures with a metal thickness of 4 mm or more, since the seams are rough and convex. It is absolutely important to ensure that consumables are stored in a dry place, since spraying is characterized by high hygroscopicity. Products with a basic coating have no less disadvantages - the difficulty of igniting the arc and the impossibility of its reappearance.
- With metal powder - such products are used to increase labor productivity. Due to the presence of metal particles in the spray composition, the penetrating ability of the arc increases, thereby improving the quality of welding and making it easier to re-ignite the arc.
- Ilmenite layer - have average properties with consumables having a rutile and acidic coating.
Coating is a kind of protective barrier that prevents the negative effects of oxygen, thereby improving not only the quality of the seam, but also increasing its resource. When choosing a welding electrode, it is very important to consider the material of its coating. To figure out how to determine the type of coating, read the next paragraph.
Summary
Now let's try to formulate the main conclusions, which should become a guide to your future actions. Electrode classification is our main decision-making assistant.
Designations of electrodes for welding.
There are few decisive parameters when choosing electrodes:
- The first one is the type of metal you are going to work with. Here you need to use GOSTs and our review - read and choose the right consumables for their intended purpose.
- The second is the degree of responsibility of the design. If it is high, you don’t need to waste money on materials from a great manufacturer. The first one that comes to mind is, of course, the ESAB brand. And the first choice in this case should be cores with a basic coating.
- The third parameter is the degree of contamination of the surfaces being welded. If there is a lot of corrosion or moisture, choose rutile options.
- The fourth parameter is the thickness of the workpieces, on which the diameter of the electrode and the characteristics of the welding current will depend.
Correctly selected electrodes for inverter welding are already half the success.
For high-quality seams, it is not at all necessary to have a sophisticated inverter with a maximum range of functions. The right electrodes for arc welding and more are your best friends at work. We wish you dry electrodes with certificates of conformity, correct current, experienced mentors and good orders.
Marking of electrodes and determination of the type of coating
Due to the wide variety of types of electrodes, of which there are more than 200 in total, universal marking was introduced. It is an alphanumeric designation by which the technical parameters of products can be determined. There are two types of markings - Russian and foreign, so we will consider both variants of designations, and learn how to independently determine the type of coating and other important parameters. For the convenience of considering the markings, let’s take the following example, as shown in the photo.
The following information is obtained from the alphanumeric designation:
- E - indicates belonging to the electrodes.
- 46 - numbers that indicate the value of the tensile strength of the rupture. It is measured in kg/mm2 and affects the strength of the seam. The higher the value, the correspondingly stronger the connection will be.
- ANO-21 - brand.
- 2 - diameter.
- UD - the letter “U” designates the type of metals for which the electrodes are intended for welding. In this particular case, the letter “U” denotes the type - carbon steel. The letter “L” is for alloyed steel, “B” is for high-alloy steel, “T” is for heat-resistant steel, and “H” is for steel with special properties. The letter “D” is the thickness of the coating or coating; in a particular case, it indicates a large value with a coefficient of 1.45-1.8.
- E430/3/ - mechanical load index.
- P - type of coating. In a specific case, the rutile layer is indicated.
- 11 - numbers that indicate the position of the electrode during welding and its polarity. Values in the form of one indicate that this is a universal rod type that can be used in any position and with different polarities. In total, there are four types of positions: 1 - any, 2 - everything except the vertical position from top to bottom, 3 - horizontal welding from below and vertical from bottom to top, 4 - bottom seam in the horizontal direction.
To indicate the thickness of the coating, the corresponding letters with a coefficient limit are used:
- G - the thickest coating over 1.8;
- D - thick (from 1.45 to 1.8);
- C - average (1.2 - 1.45);
- M - thin up to 1.2.
The following numbers are used to indicate the polarity of products:
- 0 - for direct current with reverse polarity;
- 1-9 - any type of current;
- 1, 4, 7 - any type of polarity;
- 2, 5, 8 - straight polarity;
- 3, 6, 9 - reverse polarity.
To secure the material, we will consider another option for marking Russian-made electrodes. Below is a photo with markings.
This is interesting! One fact worth noting is that the packaging indicates the GOST number according to which the products are manufactured. Based on this number, it will not be difficult to find a more in-depth explanation of the technical parameters on the Internet.
- E50A is a product with a high tensile strength. The letter “A” indicates the improved properties of the resulting seam.
- UONI-13/55 - brand.
- UD - products are intended for welding carbon and low-alloy structural steels.
- E514 - index.
- B - type of coating. The letter "B" represents the base layer.
- 20 - the first digit indicates the type of spatial position for welding. If the number “1” indicates any type of spatial position, then “2” indicates the ability to work in any position, with the exception of vertical seams from top to bottom. “0” - indicates the ability to cook with electrodes with reverse polarity.
Knowing what is encrypted in the markings, it will not be difficult to choose welding consumables. Very often, novice welders turn to sellers for help in the hope that they will select the right consumables. In the end, everything turns out the other way around, and therefore now you can check the competence and knowledge of the sellers, as well as choose the most suitable electrode to make a high-quality connection.
Next, we will look at foreign markings of rods. It looks like this, as shown in the photo.
Attention should be paid to the letters RC, as well as the numbers 11. These letters indicate the type of coating:
- R - rutile;
- C—cellulose;
- B - main;
- A - sour.
With numbers, it is important to remember one feature - the type of spatial position and polarity differs from Russian markings. The first number indicates the polarity, and the second - the position of the electrode.
Professional welders rarely use markings, since it is enough to look at them to determine the type of coating. If you bought not a package of electrodes on the market, but a certain quantity, then you can also determine the type of coating yourself. To do this you need to perform a visual inspection:
- The rutile electrode has a rough and heterogeneous surface.
- The base coating is characterized by uniformity of the layer and smoothness to the touch.
To check, you can also use an additional method, which involves deforming the rod. If you bend it, the rutile layer will hold on, but on the main one it will begin to crumble depending on the degree of deformation. In the video material you can learn about what types of electrodes are best for cooking at home.
Types of coating
Currently, four types of coating are used.
- The main one is marked “B”.
- Sour – “A”.
- Pulp - “C”.
- Rutile – “R”.
There are mixed types, for example, AR - acid-rutile, RB - rutile-basic, RZh - rutile mixed with iron powder and RC - rutile-cellulose.
Most often, for manual welding with an inverter, welding electrodes with a basic or rutile coating are used. The first category includes electrodes of the UONI brand. They are usually used in cases where it is necessary to obtain a high-quality weld. That is, the seam must meet high strength, impact strength and high ductility. At the same time, seams from the UONI welded electrode guarantee that crystalline cracks will not form inside the welded material, plus electrodes of this type are not subject to aging. Therefore, experts recommend their use for welding critical structures that will be operated in harsh conditions.
SSSI also has its downsides. Moisture on the electrodes, rust on the end of the wire, oil or grease stains on the coating, rust on the metal products being joined - all this guarantees the appearance of cavities inside the weld seam, which reduce its quality. In addition, you can only work with these electrodes using direct current with reverse polarity.
Rutile-coated welding consumables are used primarily for joining low-carbon steel parts. Their prominent representative is the MR brand. Here are the positive characteristics of this category.
- They can operate on both direct and alternating current.
- Metal spattering is minimal.
- Using electrodes of this type, high-quality welding seams can be obtained in any position of the workpiece.
- Slag comes off easily after welding.
- Using MR, you can cook rusty products, and even heavily contaminated ones.
- Easy ignition even with a low current-voltage characteristic of the inverter.
When a beginner is faced with the question of how to choose the right electrode for welding, the best option for him is the MP brand.
Attention! Experts do not recommend using MP for welding vertical seams from top to bottom.
Rutile coatings include ANO grades. They are used for joining carbon steel products, for example, for welding pipelines. All other characteristics are exactly the same as those of the MP.
Why do experienced welders not like to use rutile-coated electrodes? First of all, they call them sparklers. Secondly, this is soft and fast welding, and for good heating of the metal, slow welding is needed. Therefore, professionals have a negative attitude towards them, but for beginners this is just right.
What does the coating affect?
To obtain a high-quality seam, it is very important to choose the right electrode. The main role is played by the coating material, the types of which were discussed above. In order for a novice welder to understand the importance of choosing a coating, let’s consider its main functions and tasks:
- Arc stabilization. To increase the stability of the arc, substances with a low level of ionization are applied to the outer part of the products. This is necessary to saturate the arc with ions that stabilize the combustion process.
- Protection from atmospheric gases - when a welding arc is formed, the components of the surface coating during combustion create a protective cloud and form a slag layer, protecting the bath from exposure to oxygen. Slag reduces the cooling rate of the metal, which is necessary for the effective removal of gases and unnecessary impurities.
- Metal alloying - helps to improve the weld.
- Deoxidation - to remove oxygen from the seam, special compounds are used. These compounds are called deoxidizers, which react with oxygen to bind the metal.
- Bonding - to secure the surface layer to the metal rod, silicate glue is used, which helps stabilize the arc.
As you can see, a seemingly simple consumable for welding equipment called an electrode has a complex chemical composition, the quality of which determines the efficiency of welding work. In order for the metal connection to be of the highest quality and reliability, you need not only to learn how to operate welding machines, but also to choose electrodes for the work from proven and reliable suppliers.
Wet electrode - what is the danger of using it?
Manufacturers recommend storing consumables in a dry room with minimal humidity. Welders should definitely adhere to such recommendations, since not only the integrity of consumables depends on this, but also the quality of the work performed. Working with wet electrodes will cause cracks, slag deposits and reduced arc stability, resulting in a poor quality connection. In addition, depending on the degree of humidity, an increase in the melting rate of the rod will be observed.
This is interesting! If the electrodes have been exposed to moisture, it is recommended to first perform a calcination procedure before using them.
Spare parts, abrasive and cutting tools
Each electric tool used in construction or repair requires its own equipment, which is a processing structural element, usually of a replaceable type. This includes drills, cutting wheels, grinding wheels, as well as lubricants and much more.
Consumables for construction tools are a significant cost element and the cause of endless disputes between the customer and the contractor. This situation is associated with a high degree of standardization of such components. With the same functionality, both the price and quality of products can have a serious difference. The choice is not always obvious, but if there is a large volume of work, it is worth giving preference to products from well-established manufacturers.
Construction equipment consumables can be classified according to the following criteria:
- Metalworking. These include drills, borings, metal cutters, cutting and sharpening wheels, grinding materials, hacksaw blades, and lubricants.
- Woodworking. Cutting discs for circular saws, jigsaw blades, wood drills.
- For processing stone, tiles and concrete. Diamond-coated discs, chisels and impact drills with pobedite tips.
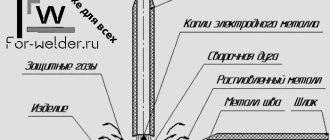
Working principle of the electrode
Working with an electrode begins with the upper part of the rod, without coating, being installed in the holder, which at the same time serves as an electrical contact. The second lead from the welding machine is attached to the metal part being welded, thereby forming an open electrical circuit. As soon as the welder touches the end of the metal rod, the circuit closes and an arc appears.
Further actions are carried out in the form of holding the electrode at a short distance from the metal, and moving it along the area to apply the weld. During the formation of the arc, the steel core melts, which forms a weld pool, connecting the metal parts. The surface of the metal being welded does not melt.
This is interesting! Before using the consumable, it is important to make sure that it has not been exposed to moisture and that its coating does not show signs of crumbling. Otherwise, it is not recommended to cook with such materials.
And for dessert, non-metallic electrodes
We mentioned them at the beginning of the review in the general classification as a small, modest group that you may have already forgotten about. We remember, here they are.
Table of welding electrodes.
Non-melting:
- Coal.
- Graphite.
So, they are all non-melting. They are made from only two materials - coal and graphite. It must be said that these electrodes are quite rare guests in home welding processes. These are quite specific tips with a narrow spectrum of action in certain procedures. They are most often used in shipbuilding, steel and metallurgical plants.
Their peculiarity is that, unlike metal tips, they do not melt at very high temperatures. Therefore, graphite and carbon consumables are used for air-arc cutting of metal. Some types of high-quality non-consumable electrodes are used for piercing workpieces made of different types of steel.
In short, non-metallic electrodes are produced and exist in considerable quantities for industrial use. Their range of applications is very special and rather narrow. Home gauges are practically not used in welding work.
What current to cook with electrodes or what diameter are consumables produced?
The strength of the joint formed is affected not only by the diameter of the consumable, but also by the value of the welding current. It is necessary to select the current strength according to the thickness of the rods used. If you choose the wrong current, then when working with inverter or arc welding, unpleasant consequences will arise in the form of welding or sticking of the seam.
Current selection table for electrodes
The larger the diameter of the rod used, the correspondingly higher the current should be. If previously the current value was calculated manually, today there are regulatory documents. Welding devices are equipped with regulators through which you can set the required current value, so next we will consider how to select its required value.
- For household welding machines designed to work with electrodes from 1 to 2 mm, a current range of 30 to 45 Amps is used. The current selection should be adjusted by smoothly changing the position of the regulator.
- For 2 mm rods, which are used for welding 2-3 mm metals, the current is set in the range from 30 to 80 Amperes. Moreover, you need to move the regulator upward only if you are working with thick metal. The exact value should be set independently, focusing on the quality of the welding process.
- For 3 mm rods, currents are set in the range from 65 to 130 Amperes.
- For devices with a diameter of 4 mm - such materials are designed to work not only with thick metal workpieces, but also with thinner ones. When using such products, the current should be set for them in the range from 110 to 200 Amperes.
- For 5 mm rods, the current strength is selected from 160 to 250 Amperes. To work with such consumables, it is important to use powerful equipment.
- For electrodes from 6 to 8 mm, a current of 300 Amperes is set. The upper value can reach 400 Amps, but not only the size of the rod plays an important role here, but also the thickness of the steel.
Beginner welders are not recommended to immediately start working with large-diameter electrodes. For home use, consumables from 1 to 3 mm are sufficient. Below is a table that will definitely help you choose the right current depending on the diameter of the product used and the thickness of the metal being welded.
The influence of polarity on the efficiency of electrodes
It is no coincidence that manufacturers indicate the type of polarity on the packaging with electrodes. First, let's figure out what direct and reverse polarity of welding consumables means.
- Direct - this is the connection method when “minus” is supplied to the welding holder, and “plus” is supplied to the contact clamp.
- Reverse - “minus” is applied to the clamp, and “plus” is applied to the electrical holder.
The method of polarity affects the surface temperature of the metal. With direct polarity, the melting value will be higher than with reverse connection. The difference is 1000 degrees.
You should use a circuit with direct polarity when working with thin metal, and with reverse polarity if you are working with massive parts. With reverse polarity, intense heat release occurs.
Which polarity should I choose?
If there are no special requirements or conditions, it is better to choose straight polarity when working with an inverter. But there is one nuance with it: with direct polarity, significant heating of the workpieces being welded occurs. In the opposite case, this does not happen.
Types of electrodes for welding.
Therefore, we choose reverse polarity in the following situations:
- If you need to cook workpieces with thin edges, this will reduce the risk of burning through the parts.
- If we are welding high-alloy steel, which, in principle, does not like any overheating, and the welding seam loses a number of valuable qualities in this case.
And vice versa, if the edges of the workpieces are of impressive thickness, and the parts themselves are massive, then welding direct current of direct polarity with its heating during the process is the most optimal choice.
Thus, we clearly have three clear and interconnected parameters that determine the quality of seams when working with an inverter:
- welding electrode diameter;
- thickness of the edges of the workpieces being welded;
- welding current strength.
Let's clarify the details by current strength, which directly depends on the diameter of the welding rods:
- With a consumable diameter of 2.0 mm, the welding current should be within the limits of 55 - 65A.
- If the electrode diameter is 2.5 mm, the current increases to the range of 65 - 80A.
- Consumable Æ 3.0 mm – welding current 70 – 130A.
- Diameter 4.0 mm - current 130 - 160A.
- Diameter 5.0 mm - welding current 180 - 210A.
- Diameter 6.0 mm - current strength 210 - 240A.
Just as a retinue makes a king, the right choice of welding electrodes with the correct diameter and optimal welding current will give you all the beauty and strength of your seams.
Consumable and non-consumable electrodes - what is the difference
Welding electrodes are classified into two main types - consumable and non-consumable. Common standard consumables used by welders are classified as consumables because their core melts when exposed to high temperatures to form a weld. The forming material of such products is steel or copper.
Non-consumable electrodes have a specific purpose, which is to supply current to the welding site. The need for such an action arises in the case of joining metal parts by melting their own metal. For the manufacture of such consumables, amorphous carbon, tungsten or graphite are used. Carbon electrodes are used to create neat seams, as well as for cutting thick metal.
Electrode components
An electrode is a wire coated on top with a special compound called coating. During the welding process, the wire (core) melts under the influence of high power electric current, filling the space between the welded metal products. The coating also melts, which releases gas during combustion. The latter envelops the welding zone, preventing oxygen from penetrating inside.
The second purpose of the coating is to protect the welded layer itself. During the melting process, part of the coating material becomes liquid and covers the weld seam. This thin film protects it from the negative effects of oxygen. Why is this protection necessary?
- During the process of melting metal, oxygen will absorb some of the energy, so the electric current may not be enough for the welding itself.
- When contacting oxygen with low humidity, oxide appears on metals, reducing its quality characteristics.
What is the difference between products for direct and alternating current?
Welding current is divided into two types - direct and alternating. The corresponding electrodes are selected based on the current. It is not possible to distinguish the products externally, so when purchasing, you should clarify what type of welding the devices are intended for. There are some differences between them that beginners need to know about:
- AC rods are universal because they can be used for DC welding.
- The second type of product should only be used for direct current operation. Such devices are of high quality and provide a more durable connection. It is recommended to use them when performing critical welding work.
The main difference between these devices is the frequency of the welding current. If the first type of rods is used to work with an alternating current frequency of 50 Hz, then the second operates only on direct current.
Consumables for inverter welding
Let's put everything in its place. Using an inverter, you can perform two types of welding: manual arc and in a shielding gas environment, most often argon. Electrodes for arc welding are coated metal consumables, which we have examined in great detail.
Therefore, choosing electrodes for manual arc welding is nothing more than choosing the best coated consumable metal consumable. But in argon welding technologies, completely different rods are used, which we mentioned only at the very beginning in the classification.
Remember, this is divided into two classes - non-consumable and consumable electrodes. We have sorted out the melting ones. And there are others - non-consumable or tungsten electrodes for the inverter, which you can read about in our review “Tungsten Electrodes: Savings and Military Discipline”.
Common models or which electrode is better to choose
Today there are a huge number of different electrodes produced by different manufacturers. Beginners are often confused by such a wide variety, so below are the characteristics of popular brands of rods:
- MP-3C are universal consumable models designed to work with constant and variable frequency current. The advantage of the products is the easy ignition of the arc not only during the first, but also subsequent ignition. Rutile is used as a coating, which effectively protects the joint from oxidation and slag penetration.
- ANO-37 - products are designed to work with low-carbon steels. They are distinguished by their unpretentiousness in working with metals that have rust. They are also easy to light, which is great for beginners.
- OZS-4 is another type of electrodes that are easy to use. Their main feature is that they can cook metal not only with contaminants and rust present, but also with moisture.
- UONII-13/55 is another popular type of consumables. They serve not only for welding thin metal, but also for connecting critical structures operated at subzero temperatures. Before work, it is recommended to remove dirt and rust from the metal.
Electrodes are supplied in cardboard or plastic packages, which contain detailed instructions for their use. It must be studied before use, because the quality of welding operations depends on it.
Instructions for choosing electrodes
Having learned the design of the welding electrode and its technical features, it remains to understand the question of how to choose the right products. When choosing, you should rely on many different criteria to ultimately select the right rod for your welding job. These criteria include:
- The type or composition of the core - it must be the same as the metal that is planned to be welded. The type of core (marked) for which the consumable is intended for welding is indicated on the packaging. There are electrodes for carbon, alloy, high-alloy, stainless and other types of metals. However, for domestic use, when working with carbon steels, you should choose appropriate products. They are designated by the letter U in the marking.
- Availability of appropriate type of coating. The types of core coatings, as well as the differences between them, are described above. For home use, you should choose electrodes with a rutile layer.
- Diameter is the most important parameter, directly dependent on the thickness of the metal that needs to be welded. When choosing products of a suitable diameter, it is necessary to take into account the possibility of its use with existing welding equipment.
- The type of current is direct or alternating, which depends on the equipment used.
- Polarity - electrodes can be universal or designed only to work with direct or reverse polarity. When choosing a suitable product, you should decide on the thickness of the metal being welded.
- Manufacturer - in this case it will be difficult for a beginner to navigate, but in order not to fall for a fake, it is recommended to buy electrodes in specialized stores.
- Expiration date - consumables have a service life, which is important to consider when choosing. If the shelf life is over or is coming to an end, then it is better not to buy such electrodes. The completed service life will lead to crumbling of the coating, which will result in a poor-quality welding joint.
The material provides basic information about welding electrodes, which will be especially useful for beginners. After reading the material, you will learn not only how to choose the right welding consumables, but also learn their types, purpose, and technical properties. Having learned to determine the type of electrodes, you can independently select products for the job, while ensuring maximum efficiency and high quality welding joints.
Coated metal consumable electrodes
Extensive groups of electrodes, fundamentally identical in structure. All these types of electrodes consist of a rod and an outer layer - a coating or coating. The material from which the rod or core is made depends on only one thing: the metal being welded. In other words, the rod must be made of the same material as the surfaces being welded, otherwise the meaning of this type of welding is lost.
Dependence of electrode diameter on metal thickness.
But the composition of the coating or coating is somewhat different and varies greatly. First, let's figure out why this coating is needed in principle.
Functions of the external coating of metal consumables:
- hold the arc;
- envelop the weld pool with enveloping slag;
- alloy the metal;
- form a protective gas when the coating itself burns.
This type of consumables makes up an extensive list of possible coating options and other parameters, so they have their own classification, which we will now go through.
Types of consumables coated by purpose:
- for carbon alloys and alloys with a low proportion of impurity components;
- for materials with ligatures;
- for alloys of increased strength and alloys with special target parameters;
- for surfacing with special parameters.
Types of consumables according to coating composition:
- basic coating for DC operation;
- rutile coating is suitable for any type of current, has low spattering and easy ignition;
- acid coating improves productivity due to the release of heat during oxidative processes;
- cellulose - also for direct current operation.