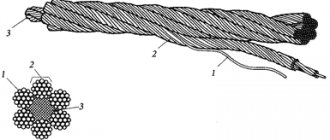
Steel rope
Based on the combination of directions of laying of wires in strands and strands in ropes, one-way and cross-laying ropes are distinguished. In one-way lay ropes, the winding directions of the wires in the outer layer of the strands and the strands in the rope are the same. In cross lay ropes these directions are opposite. One-way laid ropes have a smoother surface, their cross-sectional area is better filled, they are more flexible and durable due to the increased contact surface of the wires with the surface of the block or drum. Their service life is 25-50% longer than the service life of cross lay ropes. In cross lay ropes, the outer wires of adjacent strands come into contact at separate points, which increases contact stresses, increases wear and reduces the durability of the rope.
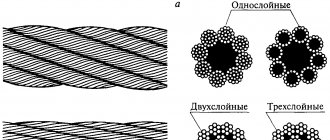
Single lay and cross lay ropes
Due to the tendency to untwist under the influence of a tensile load, single-layer ropes are unsuitable for use in cases where the load is freely suspended on one branch. In these cases, cross lay ropes are used, and one-way lay ropes are used when the load moves in the guides or when using movable blocks that prevent the rope from unwinding. Due to greater structural strength, that is, better retention of shape under the influence of external radial load from the upper layers, cross lay ropes are used not only for single-layer, but also for multi-layer winding on a drum.
The lay direction is of great importance when winding the rope onto a drum. For each revolution of the drum, the rope shifts by the size of its diameter and the bending deformation of the rope is supplemented by torsional deformation. Depending on the adopted direction of rotation of the drum, as well as depending on the direction of lay of the rope strands, torsional deformation can reduce or increase its twist. To increase the density of the rope and extend its service life, you should select the winding direction so that the rope is additionally twisted during operation. The direction of lay of the rope, depending on the direction of laying its turns on the drum, must be chosen, as shown in Figure 1. When securing both ends of the rope to the drum, the direction of lay of the rope can be taken in any direction.
Selecting a rope according to lay direction
Rice. 1
Operating practice recommends the following rope designs for their use in cranes as lifting and traction elements: ropes with an organic core LK-R 6x19 (GOST 2688–80), LK-RO 6x36 (GOST 7668–80); ropes with a metal core TLK-RO 6x36 + 7x7 (GOST 7669–80) and LK-Z 6x25 + 7x7 (GOST 7667–80).
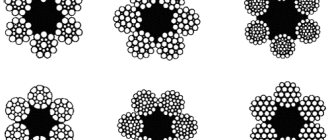
In order to improve the quality of steel ropes, factories began producing radially crimped strands of ropes for lifting machines (Fig. 2). When making ropes, a strand twisted from wires of round cross-section is passed through a die, as a result of which the wires of the strand, being plastically deformed, lose their round shape and the linear contact between them becomes contact along the surface, the supporting surface of the strand and the degree of filling of its cross section increase.
Steel rope made from radially crimped strands
Rice. 2
Compared to traditional construction, these ropes are characterized by high density and uniformity, increased wear resistance of wires, increased tensile strength by 12-15% and increased durability by 30-50%.
Advantages of steel ropes
The advantages of steel ropes, which ensure their predominant use in lifting machines, are smooth and silent operation at any speed, flexibility in all directions and reliability in operation (since the degree of wear of the rope can be determined by the number of broken wires), and relatively low weight. The significant elasticity of steel ropes significantly reduces dynamic loads during starting and braking due to the damping of shocks perceived by the metal structure of the lifting machine and the lifting mechanism.
Disadvantages of steel ropes
The disadvantage of steel ropes is their relatively short service life, increasing the length of the ropes during operation. The need to use large-diameter drums leads to an increase in the gear ratio and the total weight of the machine.
In a cross lay rope (not indicated), the direction of lay of the wires in the strand is opposite to the direction of the strands in the rope. These ropes are less susceptible to unwinding, but have greater rigidity. The contact of the wires of this rope occurs at individual points - point contact - TC.
Although a one-way lay rope has great advantages, it cannot be used in cases where the load being lifted is suspended on one branch of the rope. On tower cranes, where the load-handling member is suspended on two or more rope branches, it is more convenient to use one-way lay ropes.
There is a rope design where a combined laying method is used, when part of the wires has a linear contact, and the other has a point contact. Such ropes are designated TLC (point-linear tangency).
According to the laying method, ropes can be non-unwinding - I and unwinding - R. Non-unwinding ropes are obtained due to the fact that when laying wires into strands, and then strands into a rope, the internal stresses that arise in the wire during laying are relieved.
Rice. 1. Design of steel ropes: a - cross-section of a single lay rope, b - the same, double lay, c - single lay rope, d - cross lay, d - measurement of the diameter of the rope; 1 - wires, 2 - strand, 3 - core (organic); L and B - points on one strand of rope at a lay pitch distance
Due to this, the rope becomes resistant to unwinding, does not require end dressings when cutting, and has less rigidity. Such ropes are easy to use, as they rotate much less under load and have a longer service life due to their good flexibility.
In steel rope standards, the rope design is specified in the title. Thus, in GOST 2688-69, according to which most ropes for tower cranes are selected, it is written: “Double lay rope of type L K-R, design 6 X 19 (1 + 6 + 6/6) + 1 o. With". It is deciphered as follows: a rope with linear contact (LT) of wires between layers and wires of different (P) diameters in the outer layer of each strand; 6 strands of 19 wires per strand, with one (1) wire placed in the center of each strand, around which there are 6 more wires in the second layer, and 6 wires of one diameter and 6 of another (6/6) in the outer layer. In the center of the rope there is one organic core (1 o.s.). In Fig. 127, b shows a section of such a rope.
The designation TK means the point contact of the wires between the layers; L K-O - with a linear touch of the wires between the layers and the same diameter of the wires along the layers of the strand; L K-3 - with linear contact of the wire between layers and with filling wires; L K-RO - with linear contact of wires between layers and having in strands layers with wires of the same diameter and layers with wires of different diameters.
Notes!
1) The safety factor values for cargo and jib pulley ropes are set for a certain value of the ratio of the diameter of the drum (or block) that the rope bends to the diameter of the rope.
For light operation of the cargo and jib winches of a tower crane, e = 16, for medium - e = 18, for heavy - 20. If the specified ratio is not maintained, the rope will bend more steeply and premature wear will occur.
2) For all mechanisms of a tower crane working on the installation of prefabricated buildings, an easy operating mode is adopted. If the crane works with small piece loads, then a medium operating mode is adopted for the cargo winch, and a light operating mode for the remaining mechanisms. The operating mode of the crane is generally determined by the mechanism for lifting the load. Using this mode, the metal structure of the crane is calculated.
—
Steel ropes in gantry and other cranes are used to suspend load-handling devices and lift loads. They differ in the number of strands, the diameter of the wires and the number of wires in each strand. Based on the type of lay, a distinction is made between cross-lay and one-way ropes. The former are used more often, since they do not unwind when the load is suspended freely.
Strands in ropes are used of two types: a) from wires of the same diameter; b) from wires of various diameters.
Ropes made from strands with wires of various diameters (compound ropes) are the most wear-resistant.
Receiving ropes and hanging them. Ropes are received from the warehouse if they have a permitting visa from the person responsible for operating the rope. To replace a rope that has failed prematurely, along with the request, a report on the need for such replacement (indicating the rope defect) is submitted. If the warehouse does not have the required rope and it is necessary to hang a rope with a different characteristic, all relevant calculations must be carried out for the latter. The safety factor of the rope intended for hanging must be no lower than that indicated in the crane's passport.
When receiving the rope, use a caliper to check its diameter along two opposite strands. The rope should be hung carefully and always from a drum mounted on a trestle, so as not to damage it. Hanging can only be entrusted to experienced workers. In this case, the presence of the person responsible for the operation of the crane is mandatory.
Care and supervision of ropes. When accepting a shift, it is necessary: a) inspect the rope and make sure there are no loops or knots, bulging strands or twists, signs of surface wear or torn strands and wires; b) check the correct installation of the rope in the grooves of the drum and the grooves of the blocks; c) check the reliability of fastening the rope to the drum, the condition of the braiding of the free end of the rope to the thimble and the reliability of fastening the rope to the thimble with clamps (clamps); d) tapping the rope with a hammer, make sure that there are no wire breaks at the clamps (Fig. 87), which should be installed so that the clamp is placed on the short end of the rope loop; e) check the cleanliness of the rope and its lubrication.
When lifting a load, you need to ensure that the branches of the rope are in a vertical (plumb) position; It is prohibited to lift a load with an oblique tension on the rope. The rope must be laid sequentially in the grooves of the drum in one row. When lowering the load or hook, the branches of the rope should not be weakened (to avoid the rope coming off the blocks, which causes its damage). Do not suddenly change the speed of raising or lowering a suspended load.
Rice. 2. Steel rope twisted from wire of the same diameter.
Rice. 3. Steel rope twisted from wire of different diameters (compound).
Rice. 4. Measuring the diameter of the steel rope.
Rice. 5. Rope clamps and their installation.
If the rope falls off the block, gets pinched or twisted (forms a knot), the load must be lowered and work stopped until the malfunction is eliminated. If rapid wear of the rope is detected (broken strand, etc.), work should be stopped immediately.
Crane ropes operating under normal temperature conditions must be lubricated at least once every 10 days. Do not work with unlubricated ropes. Each newly hung rope must be subjected to dynamic testing by repeated lifting and lowering of a load with a mass that is 10% more than the maximum permissible. The test results are recorded in the logbook for recording, inspection and repair of cranes.
Periodic inspections of ropes should be carried out by a mechanic, crane operator and other responsible persons when inspecting cranes, but at least once every 7-10 days. In case of wire breaks or other signs of wear that are insufficient to reject the ropes, the latter must be inspected once every 2-3 days. The results of periodic inspections are recorded in the logbook for recording, inspection and repair of cranes.
During periodic inspections, they check the condition of the rope, the fastening of its ends, identify defects that have arisen in the structure of the strands, determine the change in the diameter of the rope and count the number of broken wires per laying step of the rope.
The rope is subject to mandatory inspection, regardless of the design and purpose of the crane on which it is hung, in the event of an accident with the lifting winch, traverse and lifting devices, as well as in case of damage to the rope or detection of rapid wear. In such cases, the results of the inspections, in addition to being recorded in the journal, must be documented in a document.
Rejection of crane ropes should be carried out in accordance with the “Rejection Standards for Worn Steel Ropes”.
Rice. 6. Determination of rope lay pitch.
Rejection standards for worn steel ropes. During the operation of the cable, it wears out and individual wires begin to break. At a certain degree of wear, cables and cable equipment must be discarded.
Cable wear is determined by its appearance, the presence of breaks in individual wires and the amount of corrosion.
If the number of broken wires is less than indicated in the table, then the rope is not discarded, but the broken (protruding) ends of the wires are broken off to the base to avoid sticking hands.
Steel ropes (cables) in operation are rejected according to the number of wire breaks over the length of one laying step.
The pitch of the rope lay is determined as follows. A mark (point p) is applied to the surface of any strand, from which as many strands are counted along the central axis of the rope as there are in the section of the rope (for example, 6 in a six-strand rope), and on the next strand after counting (in this case, on the seventh ) apply a second mark (point t). The distance between the stalemate points is taken as the pitch of the rope lay. For multi-strand cables, for example, a 18X19=342 rope with one organic core (6 strands in the inner layer and 12 in the outer layer), the strands are counted based on their number in the outer layer.
Ropes made from wires of different diameters, for example, 6X19=114 designs with one organic core, are rejected according to the data given in the first column of Table 10. In this case, the number of breaks is accepted conditionally as a rejection rate. For calculation, a break in a thin wire is taken as 1, and a break in a thick wire as 1.7. For example, if on the length of one lay step of a rope with an initial safety factor of up to 6 there are six breaks of thin wires and five breaks of thick wires, then the conditional number of breaks is 6X1+5X1.7 = 14.5, i.e. more than 12, and, therefore, the rope must be rejected.
The number of wires in the outer layers of the strands is taken from the corresponding GOST, where the title indicates the number of wires in each layer of the strand, or is calculated directly on the rope.
Wear or corrosion of wire diameters is determined using a micrometer or other instrument that provides sufficient accuracy. To do this, bend the end of the wire at the break point in the area of greatest wear and then measure the remaining thickness of the wire. In the case of acceptable surface wear of the wires (without their breakage), the rope can be considered suitable for use, subject to careful monitoring of its condition during periodic inspections and recording the results in the inspection log.
If the load is suspended on two ropes, then each rope is rejected separately, and one more worn rope can be replaced. If a torn strand is found in a rope, working with this rope is prohibited. In order to reduce wear and corrosion of the cables, they must be periodically lubricated. Cables and cable equipment must be inspected every 10 days. The use of cables that have been rejected or are subject to rejection is strictly prohibited.
Reception and storage procedure for ropes. Each rope arriving at the warehouse must have an act certificate from the plant that manufactured it. If there is no such act, a sample of the rope must be subjected to laboratory testing, based on the results of which a bulletin is drawn up.
When accepting the rope, it is necessary to check the condition of the packaging; if it is damaged, check the rope. If the rope is damaged, a report must be drawn up indicating all defects found. The question of using such a rope is resolved depending on the nature of the damage.
It is prohibited to throw drums with ropes from railway platforms, cars and other vehicles, as this may break the drum, and the possibility of the rope coming off the drum core and getting tangled is not excluded. It is difficult to tidy up such a rope without damaging it.
When storing ropes in a warehouse for a long time, it is necessary to periodically open the packaging at least once every six months, inspect the ropes and renew the lubricant, after first washing off the old one with kerosene.
The procedure for investigating accidents and accidents.
In case of accidents with lifting machines that are subject to registration with the supervisory authorities, and accidents that occur during their operation (except for accidents and cases of injury associated with the installation, dismantling or repair of a lifting machine), the enterprise administration is obliged to immediately notify the head of the Gosgortekhnadzor district department, inspector and higher organization: a) in the event of destruction or fracture (bending) of the metal structure of the lifting machine, which necessitated the need for major repairs of the metal structures or replacement of individual sections, as well as in the event of a fall of the lifting machine, which caused the specified damage; b) in a single accident with a fatal or serious outcome, as well as a group one (with three or more people injured) regardless of the severity.
Notification of an accident is also sent to trade union organizations in accordance with the current Regulations on the investigation and recording of accidents related to production. Upon receipt of notification of an accident or incident listed in these instructions, the Gosgortekhnadzor district office conducts an investigation in the prescribed manner.
The administration is obliged to ensure the safety of the situation of the accident (accident) until the arrival of the inspector, if this does not pose a danger to the life and health of people and does not violate the operating procedures of the enterprise.
—
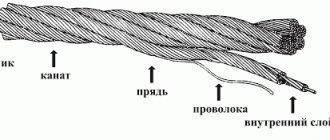
Steel ropes are made by laying individual steel wires into strands and then strands around a central core.
Drilling rigs usually use steel ropes made of galvanized rope wire of the TK type with point contact of individual wires between layers of strands, twisted from six strands. The strands are twisted around one central hemp core, which is saturated with a thick lubricant that lubricates the rope wires during operation. At the same time, the hemp core gives flexibility to the rope and transfers loads more evenly to the strands. Strands can have 19 or 37 wires. The greater the number of wires in the strands and the smaller their diameter, the higher the flexibility of the rope. In water drilling rigs, ropes with a diameter of 13, 15.5, 17.5, 19.5, 21.5, 24 and 26 mm are used.
Rice. 7. Steel ropes: a - with one-sided left lay; b - with a cross left lay; c - with one-sided right lay; g - with a cross right piggyback; 1 - wires; 2 - strands; 3 – organic core.
Based on the type of lay, a distinction is made between one-way and cross-lay ropes. In one-way laid ropes, the wires in the strands and the strands themselves in the rope are laid in one direction. In cross lay ropes, the direction of the wires in the strands is opposite to the direction of the strands. In this case, the direction of laying of the ropes can be right when the laying line of the strands is directed to the right, and left when it is directed to the left.
One-way lay ropes unwind under load, and after removing it they twist. Therefore, they are used as instrumental ones. The direction of the rope lay should be to the left, then the drill bit will turn to the right after the bit hits the bottom. preventing spontaneous unscrewing of the tool.
Cross lay ropes hardly unwind under load; they are used as tackle and bailer ropes.
For normal operation and increased service life, wire steel ropes must be lubricated at least 2...4 times a week with fuel oil or machine oil so that the lubricant flows through the entire thickness of the rope and well saturates the hemp core.
When working, you should avoid sudden loads on the rope, as well as bending it, as this can lead to breakage of individual wires and strands. The suitability of a rope for further use is determined by the degree of its wear and the breakage of individual wires in the strands.
Operation of steel ropes
To increase the durability and reliability of ropes, the possibility of them falling off blocks and drums, moving beyond the established dimensions and chafing due to contact with structural elements or with other ropes must be excluded.
The ropes of lifting machines transporting molten metal must be protected from direct exposure to heat and metal splashes by installing reflective covers. Premature wear of ropes and their damage can occur as a result of incorrect choice of rope design, type and direction of lay (see types of lay), incorrect winding on the drum, incorrect choice of the ratio of the diameters of the rope and the drum or block, the profile and size of the block thread and drum grooves, overloads, excessive dynamic effects on the rope, abrasive wear and corrosion.
When choosing a rope, you must keep in mind that if it is made of thick wires, it has increased rigidity, but has good resistance to abrasive wear. With a decrease in the diameter of the wires, the flexibility of the rope increases, but at the same time the wear of the wires increases, its structural strength decreases (especially with multi-layer winding), and the service life is reduced.
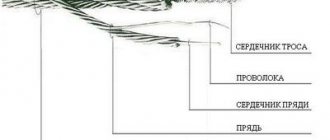
Parameter No. 4 - Type of rope core
This parameter is not mandatory, but it is also recommended to observe it, since the core gives the rope a certain torsional rigidity and increases the breaking load of the rope as a whole.
- FC
- fiber core (some manufacturers do not distinguish between organic and synthetic cores); - NFC
- organic fiber core; - SFC
- synthetic fiber core; - FC(R)
- fiber reinforced core (the base of the core is metal with fibers woven into it, usually synthetic); - ( I )WRC
(another name for
WSC
) is a steel wire core of a separate lay; - EIPWRC
- based on a metal core, but at the same time it is in a plastic shell, which protects against excessive friction and corrosion.
Wire rope wear
To reduce wear on the rope and protect it from damage, during storage and operation the ropes are coated with a protective lubricant. Typically, rope lubricants 39u and Torsiol 35 are used as lubricants, and for ropes of especially critical mechanisms - Torsiol 55. These types of lubricants have good adhesion, are not removed during operation, penetrate to the center of the rope and strands, have the ability to cover the surface of the rope with a thin film and harden quickly, do not evaporate or harden over time, do not contain alkalis, acids and other elements that cause corrosion.
The rate of rope wear is determined by the number of broken wires in the outer layers of the strands over the length of one lay step and is established according to the rules of Gosgortekhnadzor. If the standards are exceeded, the rope must be rejected and replaced. The number of broken wires is determined either by visual inspection or by using an electromagnetic flaw detector, the operating principle of which is based on local magnetization of the rope through the creation of a longitudinal magnetic field by a special device. When the cross-section of the rope changes (for example, due to broken wires), a dissipation flow is formed, which excites an electromotive force in the measuring coil, which is recorded by the device. The measuring coil is designed in such a way that it perceives only the radial component of the magnetic field intensity. Most devices use several measuring reels or half-reels, which makes it possible to determine the depth of the defect inside the rope. The electromagnetic testing method also makes it possible to detect hidden defects: breaks and breaks of individual wires, corrosion, and so on.
Parameter No. 1 - Direction of lay.
This is one of the most important parameters. If the laying direction is not observed, there is a high probability of rope failure (for example, “Cage”, which we wrote about in our previous article https://strop-arsenal.ru/blog/prichiny-vybrakovki-gruzovyh-i-strelovyh-stalnyh-kanatov- gruzopodemnyh-kranov)
- sZ = cross right lay;
- zS = cross left lay;
- zZ = one-sided right lay;
- sS = single-sided left lay.
The small letter shows the direction of the lay in the inner layer of the strand, and the large letter shows the direction of the lay in the outer layer. The lay direction is determined from top to bottom.
Parameter No. 6 - Minimum breaking force of the rope as a whole
In certificates from various imported steel rope manufacturers or in passports for load-lifting cranes, this characteristic is usually indicated in two ways:
- MBL
(Minimum Breaking Load) - minimum breaking force of the rope as a whole - or MBF
(Minimum Breaking Force) - minimum breaking force.
These concepts are absolutely identical.
This characteristic is indicated in kiloNewtons and depends on the marking group of rope wires. When selecting an imported rope, it must be no less than what is indicated in the passport for your crane.
Also, if the rope is subject to severe wear, or is intended to work in an aggressive environment, we advise you to consider a rope with a PVC sheath.
Examples of markings for imported ropes:
Steel rope FlexPack 34(W) x K7 WCS
Steel rope DRUMET 6x36WS+IWRC
Steel rope 6xWS36+IWRC, 1960 N/mm2, B-sZ
Steel rope 35×7, 1960 N/mm2, U-zZ
In this article, we have indicated the main six parameters that you should pay attention to when selecting imported steel rope. A correctly selected imported rope will serve you for many years.