Surface grinding is a type of grinding work that is performed using various methods. There are several types of surface grinding, which is performed on surface grinding machines. These include profile grinding, work with the periphery of a wheel, cross-feed of a wheel, creep-feed grinding, etc. Grinding with the end of a wheel is the most effective method, since it involves using the entire surface to be ground. To increase productivity, it is necessary to carefully attach parts to the machine table using a vice, clamping bars or electromagnetic plates.
Content
- 1 Process
- 2 Equipment 2.1 Types of surface grinding machines 2.1.1 Horizontal spindle (peripheral) surface grinding machines
- 2.1.2 Vertical spindle (grinding) machines
- 2.1.3 Disc sanders and double disc sanders.[3]
- 6.1 Bibliography
Devices for fastening and installing grinding wheels on the machine
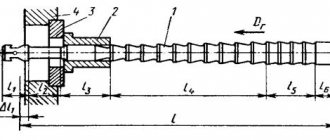
In Fig. Figure 2 shows how grinding wheels 3 with a cross-section of 30...100 mm are freely put on the spindle 1 of the machine. They are fastened with flanges 2, tightened with nuts 5. The flanges have the obligatory grooves, as well as gaskets 4 made of elastic rubber or leather. They promote uniform clamping of the circle around the perimeter.
Rice. 2. Devices for installing and fastening grinding wheels: 1 – spindle; 2 – flanges; 3 – grinding wheels; 4 – gaskets; 5 – nuts; 6, 7 – adapter flanges; 8 – annular groove; 9 - screws
Rice. 2 clearly demonstrates that grinding wheels 3 with a cross-section of more than 100 mm are mounted on adapter flanges 6 and 7 with a loose fit on the flange necks. Cardboard gaskets 4 are placed between the ends of the flanges. Bolts 9 connect both flanges. Weights for balancing are installed in the annular groove 8 of flange 7.
Process
Surface grinding is the most common grinding operation. It is a finishing process in which a rotating abrasive wheel is used to smooth the flat surface of metallic or non-metallic materials to give them a more refined appearance, removing oxide layer and contaminants from the surfaces of the machined parts. This will also allow you to obtain the desired surface for functional purposes.
A surface grinder consists of an abrasive wheel, a clamping device known as a chuck, and a reciprocating or rotary table. The chuck holds the material in place during processing. This can be done in two ways: ferromagnetic parts are held in place using a magnetic clamp, while non-ferromagnetic and non-metallic parts are held in place using vacuum or mechanical means. A machine vice (made of ferromagnetic steel or cast iron), placed on a magnetic chuck, can be used to hold non-ferromagnetic parts if only a magnetic chuck is available.
Factors to consider in surface grinding are the material of the grinding wheel and the material of the workpiece.
Typical workpiece materials include cast iron and mild steel. These two materials do not clog the grinding wheel during processing. Other materials include aluminum, stainless steel, brass and some plastics. When grinding at high temperatures, the material tends to weaken and is more prone to corrosion. This may also result in loss of magnetism in materials where applicable.
The grinding wheel is not limited to a cylindrical shape and can have many options that can be useful in conveying different geometries to the object being processed. The operator can straighten straight wheels to create custom geometries. When sanding the surface of an object, keep in mind that the shape of the circle will be transferred to the material of the object as an inverted image.
Sparks
is a term used when looking up precision values and literally means "until the sparks go out (no more)." It consists of passing the workpiece under the wheel without changing the depth of cut more than once, and as a rule, many times. This ensures that any discrepancies in the machine or workpiece are corrected.
Types of surface grinding
Each type of surface grinding has advantages and disadvantages. Let's try to consider each of them in detail.
- Flat grinding with the end of a wheel and its periphery is used when processing three-dimensional bodies in the shape of a ball, cylinder, cone and other three-dimensional figures. It is carried out by installing the part into stationary cartridges or recesses.
- Internal grinding is necessary for machining cylindrical and cone-shaped holes. This method allows for centerless grinding, in which the part is not fixed, but is based on the surface being processed.
- Profile grinding is a variant of grinding the surface of parts whose forming line has a curved or broken shape.
- Gear and thread grinding are used in the production of thread-cutting cutting tools, which include lead screws, gears, taps, etc. The lateral cavities and sides of the thread profile are processed.
- High-speed grinding is a method of abrasive processing in which the rotation speed of the grinding wheel reaches 60 meters per second or higher. At this speed, it is possible to achieve a minimum level of roughness of the processed flat surface.
Equipment
Surface grinder with electromagnetic chuck, inset shows manual magnetic chuck
A grinding machine
This machine is used to ensure precision ground surfaces, either to a critical size, or to machine the surface.
Typical surface grinder accuracy varies by type and use, however ±0.002 mm (±0.0001 in) should be achievable on most surface grinders.
The machine consists of a table that moves both in the longitudinal and transverse directions of the wheel. Longitudinal feed is usually hydraulically actuated, as is cross feed, however any combination of manual, electric or hydraulic control can be used depending on the end use of the machine (ie production, workshop, cost). The grinding wheel rotates in the spindle head and can also be adjusted in height using any of the previously described methods. Modern surface grinding machines are semi-automatic, depth of cut and sparking can be pre-set based on the number of passes, and once set, the machining process requires minimal operator intervention.
Depending on the workpiece material, the work is usually done using a magnetic chuck. This may be an electromagnetic chuck or a manually operated permanent magnet chuck; both types are shown in the first image.
The machine has the ability to use coolant and remove metal dust (metal and grinding particles).
Types of surface grinding machines
Horizontal spindle (peripheral) surface grinding machines
The periphery (flat edge) of the wheel contacts the workpiece, forming a flat surface. Peripheral grinding is used for high-precision work on simple flat surfaces; conical or beveled surfaces; slots; flat surfaces near the shoulders; recessed surfaces; and profiles.[1]
Vertical spindle (grinding) machines
The face of a wheel (cup, cylinder, disc or segment wheel) is used on a flat surface. Face grinding a wheel is often used to quickly remove material, but some machines can do the job with high precision. The workpiece is held on a reciprocating table, which can be modified depending on the task, or on a machine with a rotary table with continuous or indexed rotation. Indexing allows one station to be loaded or unloaded while grinding operations are performed at another.[2] An alternative term is snow shredding.
Disc sanders and double disc sanders.[3]
Disc grinding is similar to surface grinding, but with a larger contact area between the disc and the workpiece. Disc sanders are available with both vertical and horizontal spindles. Double-disc sanders process both sides of the workpiece at the same time. Disc grinders are capable of achieving particularly fine tolerances.[2]
Grinding wheels for surface grinding machines
Main article: Grinding wheel
Aluminum oxide, silicon carbide, diamond and cubic boron nitride (CBN) are four commonly used abrasives for grinding wheel surfaces. Of these materials, aluminum oxide is the most common. Due to cost, diamond and CBN grinding wheels are usually made with a core of less expensive material surrounded by a layer of diamond or CBN. Diamond and CBN wheels are very hard and suitable for economical grinding of materials such as ceramics and carbides that cannot be ground with aluminum oxide or silicon carbide wheels.
As with any grinding operation, the condition of the wheel is extremely important. Grinders are used to maintain the condition of the wheel, they can be mounted on a table or in the wheel head where they can be easily applied.
Main types of grinding
Grinding of parts can take place using a variety of technologies. The most widespread are the following:
- Circular grinding of metal.
- Changes in the roughness of internal surfaces.
- Gear grinding.
- Centerless technology.
- Sanding flat surfaces.
In addition, classification can be carried out according to the type of material used during processing. To automate the process and reduce labor costs, specialized machines are used. There are also models with a built-in CNC unit, which automates the process and ensures high quality of the resulting surface.
Lubrication
See also: Cutting fluid
Lubricants are sometimes used to cool the workpiece and wheel, lubricate the interface, and remove chips.
It should be applied directly to the cutting area to prevent the liquid from being carried away by the grinding wheel. Common lubricants include water-soluble chemical fluids, water-soluble oils, synthetic oils and petroleum-based oils. The type of lubricant used depends on the material of the workpiece and is indicated in the table below.[4] Types of lubricants used for grinding, depending on the workpiece material[4]
| Workpiece material | Lubrication |
| Aluminum | Heavy duty oil |
| Brass | Light oil |
| Cast iron | Emulsifying oil for heavy duty, chemical and synthetic oil for light duty |
| Mild steel | Water soluble heavy duty oil |
| Stainless steel | Emulsifying heavy duty oil, chemical and synthetic heavy duty oil |
| Plastics | Water soluble oil, heavy duty dry emulsifying oil, light chemical and synthetic oil |
Processing parts before grinding
As previously noted, sanding is the finishing step. Before it is carried out:
- Rough turning of metal. Due to this operation, the workpieces are given the required shape and dimensions, taking into account the allowance.
- Finish turning is carried out to give the required dimensions.
- Milling is another technological operation that involves mechanical removal of metal. Most often, housing parts and gears are milled.
- Heat treatment. In order to significantly increase the surface hardness and strength of the product, hardening is carried out. The fragility of the structure can be reduced by tempering and annealing. In some cases, thermochemical treatment is carried out, which involves introducing certain chemicals into the surface layer.
Processing parts before grinding
When developing processing modes, allowance for all technological operations is taken into account.
Definition and purpose of grinding
Grinding may be a final operation or may precede polishing. Polishing is a technological finishing process to reduce roughness. Gives the product an attractive appearance. It is used for decorative finishing, finishing of surfaces of various types and before metal coating. Grinding and polishing make the surface of a part or product smooth; in some cases, defects are eliminated using these operations. These may be shallow scratches, scratches, residues of slag or fine metal dust, traces of heat treatment. The performance characteristics of machines, machines, and instruments depend on the geometry of surface roughness. These include:
- reliability of connection with transitional and fixed landings;
- wear resistance;
- contact rigidity;
- thermal conductivity;
- tightness;
- electrical conductivity.
Processing using grinding equipment and materials is carried out by removing a given allowance with correcting errors in the shape and position of the surfaces that are being ground.
Devices for fastening and installing parts on surface grinding machines
In Fig. Figure 3 shows an electromagnetic table. Its design consists of a body 1, made of welded or cast steel. Cores 5 are mounted in the housing. Non-magnetic layers 2 are fixed between them.
Coils 4 are mounted on the cores from below. They are made of enameled copper wire. The coils are supplied with direct current. The lower part of the body is closed with a lid 6. Handle 3 turns the table into operation. To protect against coolant leakage and sealing, the free volume of the housing is filled with epoxy resin.
The device is mounted in the T-shaped grooves of the plate. Its working surface is ground until the plane of the fixture mirror is completely parallel to the direction of the transverse feed.
Rice. 3. Electromagnetic plate: 1 – housing; 2 – non-magnetic layers; 3 – handle; 4 - coil; 5 - cores; 6 - cover