01.07.86
The validity period was lifted according to Protocol No. 5-94 of the Interstate Council for Standardization, Metrology and Certification (IUS 11-12-94)
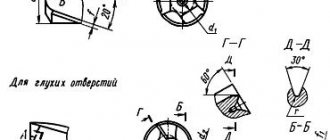
1. This standard establishes the dimensions required for installing rivets when making impact and press riveting connections.
2. The dimensions of the closing heads and holes for rivets must correspond to those indicated in the drawing and table.
*Dimensions for reference.
mm
| d | 1,0 | 1,4 | 1,6 | 2,0 | 2,6 | 3,0 | 3,5 | |
| do Prev. off according to H12 | 1D | 1,5 | 1,7 | 2,1 | 2,7 | 3,1 | 3,6 | |
| D | Nom. | 1,5 | 2,1 | 2,4 | 3,0 | 3,9 | 4,5 | 5,2 |
| Prev. off | ±0,10 | ±0,15 | ±0,20 | ±0,25 | ±0,30 | |||
| h, no less | 0,4 | 0,6 | 0,7 | 0,8 | U | 1,2 1,4 |
RIVET
Electric and gas welding, as a more economical and more advanced way of joining sheets, parts and components of mechanisms, has in most cases replaced riveting. However, riveting is still used in many cases. Riveting is divided into cold, hot and mixed. Cold riveting is used for rivets with a diameter of up to 8 mm
.
Hot riveting, in which the rivet is heated to a certain temperature, is used for rivets with a diameter greater than 8 mm
.
When hot riveting, the diameter of the rivet should be 0.3 - 1 mm
less than the diameter of the rivet hole so that it easily fits into the hole when heated. Mixed riveting is used when setting long rivets, when not the entire rivet rod is heated, but only the end part from which the second (closing) head is planted. Riveting can be done manually or mechanically. When manually riveting, the following tools and devices are used: a mechanic's hammer or sledgehammer, support for the rivet head, tension to seal and press the riveted parts to each other and to the rivet head, and a crimp to shape the closing head. For dense and tightly-dense seams, embossing is also used. The weight of the hammer is selected depending on the diameter of the rivet. It is more convenient to use a hammer with a square head. The support serves as an anvil when riveting the rivet shank. To prevent the support from bouncing off the rivet head when hit with a hammer, its weight should be 4 - 5 times the weight of the hammer. Riveting techniques are shown in Fig. 77.
The head shape of rivets comes in several types: with a semicircular head, countersunk, conical, etc. The most commonly used rivets are with a semicircular head. The cylindrical rod of the rivet has a head at one end (it is called a stud head), and at the other a small taper for easy insertion of the rivet into the hole. The second head (closing) is obtained by riveting. The length of the rivet shank must be such that there is enough rivet material both to form the closing head and to fill the gap between the rivet shank and the walls of the hole. The length of the rivet shank between the two heads (after riveting) should not exceed five shank diameters. If this condition is not met, the rivet connection is not used and is replaced by a bolted or welded one. To form a semicircular closing head, it is necessary that the length of the protruding end of the rivet rod be equal to 1.25 - 1.5 times the diameter of the rod. For a countersunk head, this length should be within 0.8 - 1.2 times the diameter of the rivet. Depending on the diameter of the rivet, the hole size is selected according to the table. 7.
Table 7
Size of drills for drilling holes for rivets (GOST 885-41)
Rivet diameter in mm
| 2,6 | 3 | 4 | 5 | 6 | 8 | 10 | 13 | 16 | |
| Drill diameter in mm | 2,8 | 3,3 | 4,2 | 5,5 | 6,5 | 8,5 | 10,5 | 13,5 | 16,5 |
Holes for the rivet are drilled or punched using hole punching presses. If the holes do not match, they are processed with a countersink or reamer: the outer edges of the holes are countersunk to fit the thickening that is on the rivet shaft under the embedded head. Rivet connections are single-row, double-row and multi-row. Two sheets (or two parts) can be joined in three ways: overlapping, end-to-end with one overlay, and end-to-end with two overlays (Fig. 78).
Depending on the purpose of the parts to be riveted, riveted joints can have strong, dense or strong-dense seams. A strong seam is used when riveting various structures where only the strength of the connection is required. A tight seam is used when riveting various containers for liquids and gases under low pressure. A strong-dense seam is used in boiler making. For single-row seams, the pitch (the distance between the centers of the rivets) is taken equal to three rivet diameters (t = 3d), and the distance from the center of the rivet to the edge of the riveted parts should be 1.5d of the rivet with drilled holes and 2.5d of the rivet with punched holes. For double-row seams, the pitch is taken equal to four rivet diameters (t = 4d), and the distance from the center of the rivet to the edge of the riveted parts should be equal to two rivet diameters. As stated above, riveting can be done manually and using machinery. Mechanical riveting is carried out using pneumatic hammers, riveting machines and presses. The method of riveting with a pneumatic hammer is shown in Fig. 79.
| Previous page | table of contents | Next page |
Reproduction is prohibited
Reissue. October 2004
© Standards Publishing House, 1985 © IPK Standards Publishing House, 2004
mm
Continuation
| d | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 10,0 | |
| do Prev. off according to H12 | 4,1 | 5,1 | 6,1 | 7,1 | 8,1 | 10,1 | |
| D | Nom. | 6,0 | 7,5 | 8,7 | 10,2 | 11,6 | 14,5 |
| Prev. off | ±0,40 | ±0,50 | ±0,80 | ±1,00 | |||
| h, not | less | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 4,0 |
3. The length of the rivets depending on the thickness of the package s should be calculated using the formula
L=
■ s,
where d is the nominal diameter of the rivet shank;
<g/0 - the largest permissible hole diameter; s is the estimated thickness of the package.
Selection of rivet lengths is carried out according to the table in the appendix.
4. Selection of rivet lengths for connections in which the closing head must be countersunk should be carried out according to the technical documentation for rivet connections.
APPLICATION
Mandatory
Performing riveting. Preparing holes for rivets.
Drilling holes in metal.
Before riveting, the rivet holes are drilled out.
Drilling eliminates the mismatch of holes in the joined sheets and removes the layer of metal damaged during calcination. Misalignment of holes is the result of inaccurate marking, drilling or punching.
During assembly, sometimes the holes are “straightened,” that is, the holes are aligned. For this purpose, pass-through conical mandrels are used. The largest diameter of the mandrel is equal to the diameter of the hole being mandated.
But when drilling holes, the metal is overstressed, so this preparation method is used only for non-critical structures.
In critical products, the pierced holes are always drilled out before riveting, so the holes are pierced with a smaller diameter (2 - 3 mm) than specified.
deviations are allowed in the drilled holes .
- Bore Diameter Tolerance:
| Design diameter in mm | 17 | 20 | 23 | 26 | 29 |
| Diameter tolerance in mm | +0,5 | +0,5 | +0,7 | +0,7 | +1,0 |
- Permissible ovality:
- for holes with a diameter of 17 ÷ 23 mm - 1 mm;
- for holes with a diameter of 26 or more - 1.5 mm.
- Blackness is allowed:
- up to 0.5 mm for all holes;
- 0.5 ÷ 1.0 mm - for 50% of holes;
- over 1.0 mm - no more than 10% of holes.
- Permissible deviation of the hole axis:
up to 3% of the package thickness with pneumatic manual riveting and not more than 2 mm with machine riveting.
If the holes after drilling have deviations greater than permissible, then the hole is drilled out for a rivet of a larger diameter. With a large displacement of the holes, drilling is carried out in several passes, starting with a tool with a diameter equal to the diameter of the pierced hole and ending with the design diameter of the hole.
In steam boilers assembled with assembly bolts, holes are drilled in two cases:
a) when holes with a diameter of 2 - 4 mm less than the drawing are drilled or pierced in the boiler sheets being connected;
b) when the holes are drilled only for the assembly bolts, and the rest must be drilled during the assembly of the boiler.
In the first case, the holes are drilled after completely compressing the boiler seams and checking the tightness of their connection with a feeler gauge. If the seams are pressed well, the sheets will not separate.
In the second case, holes are drilled only for assembly bolts 1 mm smaller than the drawing ones, then the sheets are disassembled, cleaned of burrs and reassembled. After crimping them by tightening them with assembly bolts, the holes for the rivets are drilled in place to the required diameter. Punching holes and then drilling them out is less expensive than drilling holes in whole metal. Therefore, holes are drilled in sheets with a thickness of more than 20 mm or when the diameter of the hole is less than the thickness of the steel sheet. Drilling is performed on radial drilling machines (see article Drilling holes in metal. ). Drilling is also done on radial drilling machines or manually with portable drilling machines, or electric drills and very rarely with hand ratchets.
Hole reaming tool.
The following tools are used for reaming: a three-flute spiral reamer ( countersink ) with a conical tail, a four-flute spiral reamer, a conical reamer, and a regular spiral drill.
The reamer (Fig. 1) is a hardened rod with cutting edges located along the axis or along a helical line. The reamer has a cylindrical neck and a working part in the form of a cone turning into a cylinder. On the working part there are cutting edges that remove metal and give the hole the required dimensions and a smooth surface.
Fig 1. Development.
To secure the reamer in machine tools, electric and pneumatic drilling machines, the tail part of the reamer has a conical shape, the so-called Morse cone.
Cylindrical reamers in their lower part have a intake cone for better installation in the hole, and this part removes the largest amount of metal to be removed, while the cylindrical part, removing thin chips, gives a smooth surface.
Cone reamers have a taper along their entire length. Reamers are made from high-speed or carbon steel and undergo heat treatment.
Countersinking of holes.
A tool called a countersink is used to widen the top of countersunk rivet holes (Figure 2). The process of making holes with a countersink is called countersinking. For countersinking, you can also use twist drills with a larger diameter than the hole, and only the lower conical end of the drill is used.
Rice. 2. Countersink:
1 – bushing; 2 – lock nut; 3 – limiter, 4 – countersink; 5 – mandrel; 6 – clip; 7 – thrust bearing.
Countersinks (Fig. 3) are divided into cylindrical and conical. Countersinking is also used to trim holes to form a smooth surface for a nut, washer, bolt or screw head; form stepped holes for recessed bolt heads and cones for countersunk screws and rivets.
Rice. 3. Types of countersinks:
a - cylindrical mounted countersink; b - conical countersink on a holder; c — countersink (countersink) solid; g - countersink (countersink) with insert knife; d - cylindrical countersink; e - conical countersink.
Countersinking is carried out on drilling machines, as well as manual pneumatic or electric drilling machines.
Table for selecting rivets by metal thickness
Riveting is a reliable and common installation method.
To achieve a good fastening result, the following must be taken into account:
- Connection strength
Shear and tensile loads are assessed. Depending on the strength of the connection, the required number of rivets, their size and the material from which they are made are selected.
- Materials to be fastened
In joints of two materials of different thicknesses or different strengths, the rivet is installed so that the side of the rivet is located on the side of the less durable material. For example, a plastic/steel connection. The rivet is installed with the side on the plastic side.
- Diameter (D) of rivet
For strong connections, the diameter of the rivet should be at least the same as the thickness of the materials being fastened, but not exceed it by more than 3 times.
- Length (L) of the rivet
The recommended rivet length is selected as the thickness of the materials being fastened (S) plus the diameter of the rivet (D).
Recommended length L=S+D
Rivet selection table
| Sleeve diameter (D), mm | Sleeve length (L), mm | Thickness of fastened materials (S) min-max, mm | |||
| 2,4 | 4 | 0,5 — 2,0 | |||
| 6 | 2,0 — 4,0 | ||||
| 8 | 4,0 — 6,0 | ||||
| 10 | 6,0 — 8,0 | ||||
| 12 | 8,0 — 10,0 | ||||
| 3 | 4 | 0,5 — 1,5 | |||
| 5 | 0,5 — 2,5 | ||||
| 6 | 1,5 — 3,5 | ||||
| 7 | 1,5 — 4,5 | ||||
| 8 | 3,5 — 5,5 | ||||
| 10 | 5,5 — 7,0 | ||||
| 12 | 7,0 — 9,0 | ||||
| 14 | 9,0 — 11,0 | ||||
| 16 | 11,0 — 13,0 | ||||
| 18 | 13,0 — 15,0 | ||||
| 3,2 | 4 | 0,5 — 1,5 | |||
| 5 | 0,5 — 2,5 | ||||
| 6 | 1,5 — 3,5 | ||||
| 8 | 3,5 — 5,5 | ||||
| 10 | 5,5 — 7,0 | ||||
| 12 | 7,0 — 9,0 | ||||
| 15 | 9,0 — 12,0 | ||||
| 18 | 12,0 — 15,0 | ||||
| 20 | 15,0 — 17,0 | ||||
| 4 | 5 | 0,5 — 2,5 | |||
| 6 | 1,5 — 3,0 | ||||
| 7 | 3,0 — 4,5 | ||||
| 8 | 3,0 — 5,0 | ||||
| 10 | 5,0 — 6,5 | ||||
| 12 | 6,5 — 8,5 | ||||
| 14 | 8,5 — 10,5 | ||||
| 16 | 10,5 — 12,5 | ||||
| 18 | 12,5 — 14,5 | ||||
| 20 | 14,5 — 16,5 | ||||
| 25 | 16,5 — 21,5 | ||||
| 30 | 21,5 — 26,0 | ||||
| 4,8 | 6 | 0,5 — 3,0 | |||
| 8 | 3,0 — 4,5 | ||||
| 10 | 4,5 — 6,0 | ||||
| 12 | 6,0 — 8,0 | ||||
| 14 | 8,0 — 10,0 | ||||
| 16 | 10,0 — 12,0 | ||||
| 18 | 12,0 — 14,0 | ||||
| 21 | 14,0 — 17,0 | ||||
| 24 | 17,0 — 20,0 | ||||
| 27 | 20,0 — 23,0 | ||||
| 30 | 23,0 — 25,0 | ||||
| 32 | 25,0 — 27,0 | ||||
| 35 | 27,0 — 30,0 | ||||
| 40 | 30,0 — 35,0 | ||||
| 45 | 35,0 — 40,0 | ||||
| 50 | 40,0 — 45,0 | ||||
| 5 | 6 | 0,5 — 3,0 | |||
| 8 | 3,0 — 4,5 | ||||
| 10 | 4,5 — 6,0 | ||||
| 12 | 6,0 — 8,0 | ||||
| 14 | 8,0 — 10,0 | ||||
| 16 | 10,0 — 12,0 | ||||
| 18 | 12,0 — 14,0 | ||||
| 20 | 14,0 — 16,0 | ||||
| 25 | 16,0 — 21,0 | ||||
| 30 | 21,0 — 25,0 | ||||
| 35 | 25,0 — 30,0 | ||||
| 40 | 30,0 — 35,0 | ||||
| 45 | 35,0 — 40,0 | ||||
| 50 | 40,0 — 45,0 | ||||
| 6 | 8 | 2,0 — 4,0 | |||
| 10 | 4,0 — 6,0 | ||||
| 12 | 6,0 — 8,0 | ||||
| 14 | 8,0 — 10,0 | ||||
| 16 | 10,0 — 11,0 | ||||
| 18 | 11,0 — 13,0 | ||||
| 20 | 13,0 — 15,0 | ||||
| 25 | 15,0 — 20,0 | ||||
| 30 | 20,0 — 24,0 | ||||
| 35 | 24,0 — 29,0 | ||||
| 6,4 | 12 | 2,0 — 6,0 | |||
| 15 | 6,0 — 9,0 | ||||
| 18 | 9,0 — 12,0 | ||||
| 22 | 12,0 — 16,0 | ||||
| 26 | 16,0 — 20,0 | ||||
| 30 | 20,0 — 24,0 | ||||
| 35 | 24,0 — 29,0 | ||||
| 50 | 29,0 — 42,0 | ||||
Mounting options
- Thickness of fastened materials S (min-max)
Maximum thickness of fastened materials in accordance with the recommended hole diameter. We take into account the gap between the materials before installation and add it to the thickness of the materials.
- Hole size
Drilled and punched holes must be clean and free of chips. In many cases, the rivet is securely fastened when the hole diameter is 0.1 mm larger than the rivet diameter (D).
- Distance to plate edge
Must be 2 times the diameter of the rivet, and no more than 24 times the diameter of the rivet (D).
- Distance between rivets
For strong connections, no more than 3 rivet diameters (D).
- Rivet material
Usually, the material is selected that will provide the necessary strength of the connection. If the material from which the rivet is made differs from the material of the materials being fastened, then when selecting rivets, the possibility of galvanic corrosion is taken into account.
Kinds
Due to the variety of threaded rivets, their classification is very difficult.
So, according to the material they are differentiated into:
- carbon steel;
- stainless steel;
- aluminum;
- copper.
In addition, there are polymer models (neoprene). They do not require specialized tools to install, which is why they are called self-installing.
By type of thread there are:
- nuts - with threads on the inner surface, creating a permanent connection (threaded rivet nuts);
- screw - the thread is located on the outer surface, creating collapsible connections.
In addition, according to the shape of the head, threaded rivets are classified into flat and countersunk, according to the profile of the legs - into round and hexagonal, and according to the configuration of the sides - into open, countersunk, small, closed, large.
In addition, these fasteners are produced for various diameters and thread pitches of the hung elements. For internally threaded rivets the diameters are usually M4 – M8, for screw rivets – M3 – M16.
Finally, there are threaded rivets with additional specific parameters: electrically conductive, with an enlarged head, with vibration isolation, with increased force, with marks, sealed, with inch threads, etc.
Which rivet nut to choose
Now let's figure out which rivet to choose for a particular material.
Just as in the case of blind rivets, for different types of material it is necessary to select rivet nuts from a similar material.
For a steel plate you need to use a steel rivet, for a stainless plate you need to use a stainless steel rivet, for an aluminum plate you need to use an aluminum rivet.
By choosing the right size and material of the rivet nut, you can select the required load on your fastening joints.
Accordingly, in order to select the correct size and material of the rivet nut, you need to know the load on your connection and the fastener that will be installed.
Features of installation of a rivet-nut
In order to install a rivet nut into a metal plate, a hole must be made in the workpiece itself.
Depending on the type of rivet nut, the hole may be different. For example, for a regular cylindrical rivet, a cylindrical hole is suitable.
For a hex rivet, you need to make a hex hole. However, such a hole can only be made with a special tool or on a laser machine.
Therefore, hex rivets are usually used in industries where it is possible to make a hexagonal hole in parts and workpieces.
A hole of exactly this shape is necessary so that the rivet is maximally protected from turning in the material.
A very important point is the choice of drill in order to make the correct diameter of the hole for the rivet nut.
Each rivet has a certain outer diameter, and the drill must be 0.1 mm larger than this diameter.
You can also check the manufacturer’s catalog to be sure, because this indicator can sometimes differ slightly.
What types of rivet nuts are there?
The simplest rivet nut is a regular cylindrical rivet with a flat flange. Its peculiarity is that it has relatively little resistance to turning.
In other words, when installed in a material, since it does not have corrugation, such a rivet-nut can easily be rotated inside the hole itself.
In order for the rivet to hold more firmly after installation in the material, it is corrugated.
After installing such a rivet nut, thanks to the corrugation, it resists turning in the material much better.
If you need a rivet nut that will provide maximum resistance to turning in the hole, then choose a hexagonal fastener.
There is also a special neoprene rivet nut, which is a collapsible element.
Conventional steel rivets, unlike neoprene ones, cannot be removed after installation - they are permanent fasteners.
Threaded rivets and their types
Threaded rivets are often called nut rivets, internally threaded rivets, nut rivets or bolt rivets. Rivets of this type are a sleeve with an internal thread made approximately half the length and a small flange (side) necessary for reliable fastening of the rivet in the metal. Such rivets are made from various materials such as galvanized steel, stainless steel, aluminum alloys and EPDM rubber. In addition to the material, threaded rivets differ in the diameter of the thread, as well as the shape of the body and the type of flange.
Purpose
The purpose of nut rivets is to create a thread in metal whose thickness can be from 0.3 mm to 6.0 mm, for subsequent connection of parts using screws or bolts.
Installation of threaded (nut) rivets
To install threaded rivets correctly, a special tool called a thread riveter is used.
The threaded rod of the riveter is screwed into the nut rivet and the rivet is placed in a pre-prepared hole in the base material. (The diameter of the hole depends on the size of the rivet and is determined from the catalog src=»https://krepmix.ru/upload/medialibrary/554/55455cc59e562b1862996d9fc4d5b627.png» class=»aligncenter» width=»672″ height=»457″[/img ] Next, the threaded rod is pulled into the body of the riveter and the part of the rivet that does not have an internal thread is deformed, securely fixing the rivet in the hole. (The length of the rivet is selected according to the manufacturer’s catalog, depending on the thickness of the material in which it needs to be installed)
After installation, the threaded rod of the riveter is unscrewed from the rivet, and the installation process is completed.
Main advantages of threaded rivets
- Using nut rivets, you can create threads in thin sheets of metal with a thickness of 0.3 mm, while access to the installation site of the rivet is needed only from one side, which allows them to be used to create threads in various hollow profiles and pipes.
- Installation of such rivets occurs completely mechanically without the use of welding.
- If it is necessary to paint parts in which threads need to be created, nut rivets can be installed after painting, which eliminates unnecessary operations in production to clean the threads or protect them before painting.
- Maintainability: if the thread in a rivet is damaged, then such a rivet can be replaced by drilling with a drill of the same diameter as the hole for this rivet.
Rivet thread diameters
Nut rivets are manufactured with metric threads M3, M4, M5, M6, M8, M10 and M12 with standard pitch.
Body shapes of threaded rivets
Cylindrical
The most common type of threaded rivets are smooth without notches and with notches, a special corrugation located along the body of the rivet and preventing it from turning. Installed in a round hole of a certain diameter.
Hexagonal and half-hexagonal
Rivets with this body shape are used in places where it is necessary to prevent the possibility of turning the rivet during operation.
To install the rivet correctly, the hole in the metal must have a hexagonal shape. Blind (closed)
Closed threaded rivets protect the threads and the inside of the product from the ingress of liquids and dirt; cylindrical, hexagonal and half-hexagonal rivets are blind.
Petalaceae
Used for installation in soft or brittle materials such as plastic. Due to their shape, they form a much larger area of contact with the base than standard threaded rivets.
Types of flange of threaded rivets
Standard bead (cylindrical bead)
A bead of this shape increases the area of the pressing surface and after installing a threaded rivet on the metal surface, a visible part of the bead remains in the form of a washer with a thickness of 0.8 to 2 mm and an outer diameter of 8 to 23 mm, depending on the diameter rivet threads.
Reduced flange (reduced countersunk flange)
It is used when it is necessary to obtain the most even surface possible after installing a threaded rivet; due to its small thickness, it is suitable for countersunk installation on metals with a thickness of 0.3 mm or more without the use of a countersink.
Countersunk side
Threaded rivets with a hidden side allow you to get a perfectly flat surface after installation, the height of the side is from 1.5 to 2 mm. For correct installation of countersunk rivets, countersinking of the holes is required.
Threaded rivets (price list)