APPENDIX 1 Reference
EXAMPLES OF SYMBOLS FOR STANDARD WELDED JOINTS
| Seam characteristics | Seam cross-sectional shape | Symbol for the seam shown in the drawing | |
| from the front side | from the reverse side | ||
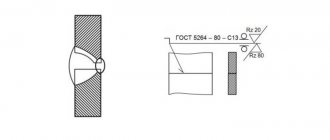
| A butt joint seam with a curved bevel of one edge, double-sided, performed by manual arc welding during installation of the product. Reinforcement has been removed on both sides. Roughness parameter of the weld surface: on the front side - Rz 20 µm; on the reverse side - Rz 80 µm | |||
| Fillet joint seam without bevel edges, double-sided, performed by automatic submerged arc welding along a closed line | |||
| Fillet joint weld with beveled edges, performed by electroslag welding with a wire electrode. Seam leg 22 mm | |||
| An overlapping spot weld made by arc welding in inert gases with a consumable electrode. The estimated diameter of the point is 9 mm. Step 100 mm. The location of the points is chessboard. The gain must be removed. The roughness parameter of the treated surface is Rz 40 µm. | |||
| A butt joint seam without beveled edges, one-sided, on the remaining backing, performed by welding with heated gas with a filler rod | |||
| Single lap joint welds made using submerged arc welding. The diameter of the electric rivet is 11 mm. The gain must be removed. The roughness parameter of the processed surface is Rz 80 µm. | — | ||
| T-joint seam without beveled edges, double-sided, intermittent with a staggered arrangement, performed by manual arc welding in inert gases with a non-consumable electrode with filler metal along a closed line. Seam leg 6 mm. The length of the welded area is 50 mm. Step 100 mm. | |||
| Single welded lap joints made by resistance spot welding. Estimated diameter of the cast core of the point is 5 mm | |||
| The lap joint seam is intermittent, performed by resistance seam welding. The width of the cast seam zone is 6 mm. The length of the welded area is 50 mm. Step 100 mm. | |||
| An overlap joint without beveled edges, one-sided, performed by semi-automatic arc welding in inert gases with a consumable electrode. Seam along an open line. Seam leg 5 mm. | |||
(Changed edition, Amendment No. 1).