Abrasive and cutting tools in metalworking machines play a major role in the process of processing workpieces. The quality depends on the characteristics of the device and how firmly it is attached.
As this device, a collet chuck is chosen, which is distinguished by a variety of variations and standard sizes depending on the type of shank and type of machine.
Operating principle of collet chucks
The collet chuck secures cutters and axial workpieces on milling equipment and CNC machines where fastening with high precision and minimal axle runout is required. Regardless of size or type, all types of collet chucks function according to the following principle:
- a self-clamping twisting mechanism presses on the end of the collet chuck;
- yielding to pressure, the collet moves into the cone-shaped opening, which leads to the closure of the petals, which are the working part of the part;
- the closed blades of the collet firmly hold the workpiece or tool shank.
Thanks to this type of fastening, the element is securely held and is perfectly cited. To remove the collet, the self-clamping nut is unscrewed enough to reduce the pressure on the tool, after which the workpiece is removed from the mount. For tightening and unscrewing, use a regular spanner.
Design Features
Collet chucks vary in type and size, but they all work on the same principle. The equipment consists of a set of collets and a self-clamping nut, which creates pressure on the end of the collet. Due to the pressure force, the collet moves into the tapered opening, simultaneously decreasing in diameter and providing a compression force on the part or tool shank. To remove the part, the nut is screwed together, increasing the diameter of the collet.
There are chucks with retractable, fixed and retractable collets. According to its purpose, this element can be a feeder or a clamping element. The feeder is a sleeve with three springy petals and ends directed towards the center. The collet is screwed onto a rotating rod, which feeds the workpiece through a cam mechanism or hydraulic drive. The elasticity of the petals ensures tight compression of the tool or part.
The design of the one-piece collet is a spring bushing with petals. The number of petals depends on the diameter of the part being fixed:
- three-lobed – parts or tools with a diameter of up to 3 mm;
- 4-petal – from 3 to 80 mm;
- 6-petal – parts with a diameter of more than 80 mm.
To fasten parts and tools of the smallest diameter, chucks with detachable clamping collets are used. The movement and fixation of the cams in this design is provided by special springs.
Design features
The structure of any collet chuck includes the following elements:
- a housing with which clamps are installed on milling cutters. Made of special hard alloys that are not subject to mechanical damage or deformation;
- a clamping nut that securely fixes the workpiece with the chuck, preventing it from moving or vibrating;
- a collet made in the form of a sleeve into which the end of the cutter fits. In the process of screwing the nut, the workpiece is evenly and firmly compressed, due to which it is securely fixed.
How to replace on a hand router
Replacing the collet on manual routers is the simplest operation and consists of the following steps:
- The spindle itself is secured using a stopper in the housing or a key in the grooves of the spindle (depending on the model).
- The clamping nut is completely unscrewed and removed.
- The collet is pulled out.
- A new one is inserted.
- The nut is tightened.
There will be no problems if the part fits exactly on the clamp of that particular model. It is important that the diameter of the mounting hole of the new collet matches the shank of the cutter that will be used.
The nut should be tightened tightly enough, but without fanaticism, so as not to strip the thread.
Advantages and disadvantages
There are several advantages that distinguish the collet chuck from other types of clamping mechanisms:
- fixation of the cutting tool over the entire area. When the scurvy nut is tightened, it evenly and equally firmly fixes a large area of the shank, thereby reducing vibration when working with the workpiece. Lateral load does not affect the position of the tool axis, which ensures excellent centering. With the help of collet chucks, metal workpieces are processed with high quality; when working with small parts, the product parameters are strictly observed;
- compatibility with many types of cutters. The multifunctionality of the housing design allows you to replace only the cutting part when working with all kinds of mechanisms. To do this, simply unscrew the nut and manually install a collet of the required diameter. This feature greatly simplifies the production process;
- minimal vibrations of the fixed part during the working process. The vibration of the inner cone in relation to the outer end part is 0.005-0.010 mm.
Among the disadvantages, the need to select collets for different diameters of the shank of the installed part or tool was noted.
What it is
Features of the collet mounting of cutters are high centering accuracy. The cutter, clamped in such a clamp, is located exactly in the center and rotates without beating. This is very important, especially for high-precision machining.
The collet clamp provides reliable strength for fastening the cutter, which is also important at high speeds in woodworking and heavy loads when processing metal.
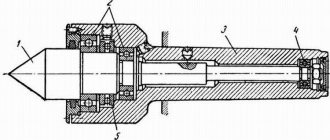
The collet clamp consists of three main parts:
- main load-bearing part with a shank , which is attached to the spindle of a machine or hand router (in different ways);
- the collet itself is a cone-shaped bushing with petals or slots;
- clamping nut.
The cutter or drill is inserted into the collet. When the clamping nut is tightened along the thread, the cone of the collet is recessed into the seat of the main part and compressed. It is for the possibility of compression that all collets have petals or simply slots on two or three sides.
The classic collet clamp in the following image:
This collet chuck has a tapered fit into the machine spindle. The clamping nut does not have a hexagon for a standard wrench. There are slots for a special key with two horns, which comes complete with such cartridges.
A short visual overview of such a clamp can be seen in the video:
Included with the described cartridge is a set of collets of different internal diameters. This makes it possible to mount cutters and drills with different shank diameters.
A replacement set of collets is important. Jaw chucks can accommodate shanks of different diameters. For example, from 0 to 10-20 mm. The collet can only hold the diameter that fits. Having a set of replaceable clamps, the master will have no restrictions in using cutting equipment with different shank diameters.
Types and features
Depending on the area of application and the design features of the mechanism, collet chucks are divided into several types:
- ER collets. With two clamping points and a through hole, the most commonly used type;
- for taps. With a square groove compensating the axis;
- through and blind. The former process parts of unlimited length, the latter are suitable for workpieces of limited size, for example, workpieces in which one end is sealed;
- with one and two clamping sections. The second type, compared to the first, fixes the part more reliably by holding it at two points on the axis.
Collet chuck clamps come in two types:
- clamping The bushing is made in the form of several springy petals corresponding to the size of the fastener. The three-lobe bushing is designed for processing workpieces with a diameter of up to 0.3 cm, four-lobe bushings - from 0.3 to 8 cm, six-lobe bushings - for parts more than 8 cm in diameter;
- servers. The steel collet is equipped with three longitudinal grooves, forming petals with converging ends. The well-springing design feature allows for easy installation and reliable holding of a workpiece of the required diameter in the chuck. During operation, the feed mechanism with the screwed collet begins to move, which contributes to an even closer approach of the petals.
The feeding type of cartridge is more reliable, but requires a special key for fixation. Clamping types are used in cases where frequent replacement of cutters during operation is necessary.
How to choose the right collets?
In order to choose the right tool and avoid certain difficulties in the future, when choosing, take into account some characteristics of the collet:
- method of attachment to the spindle - direct installation or screwing onto the thread using an adapter;
- quantity, material, shape of cams;
- flange sizes;
- the type of alloy from which the element is made, depending on the type of work to be done.
It is not recommended to purchase tools from an unknown manufacturer, since such tools are not of high quality or have a long service life.
Areas of application
A fixing tool with replaceable collets is used on various types of machines where reliable fastening of cutters, axial workpieces, drills, etc. is required:
- CNC milling machines with a machining center;
- vertical and horizontal milling equipment;
- equipment for drilling, boring, milling groups.
The use of auxiliary adapters for fixing workpieces reduces the reliability of the production process, as well as the level of safety. Universal chucks with spring petals optimize the operator’s work, since to replace cutters and taps, simply open the collet and insert the part into the chuck.
Types of collet clamps
Chucks of this type are made according to the same principle: when the tightening nut is rotated, the collet sleeve compresses and fixes the cutting tool. But there are big differences in the sizes and shapes of such nodes. Slotted bushings can be long, short, with two or multiple slots, thin or thick petals, with different clamping diameter amplitudes.
What matters is the way such a chuck is mounted on the spindle of a milling machine or hand router. It can be fixed on a thread, mounted on a Morse taper or a straight bushing with a key.
On some manual routers, the main part is not removable, but is made as a single part of the spindle. In such cases, only the clamping nut and the conical collet clamp itself are removed.
Clamping pair nut/collet for hand router
The clamp is designed for one cutter shank diameter - 6,8,10 or 12 mm. There are options in the inch system of metrics, translated into mm - 6.35 mm, etc.
You can use a cutter with a shank of a different diameter if you install a replacement collet for the desired diameter. As a rule, replacement elements are supplied with the router.
Spindles and clamps on CNC machines are made according to the same principle. The only differences are in the size and method of fitting the entire assembly onto the spindle. There are monolithic options, when the end of the spindle itself is made as a base for the clamp, and only the nut/cone clamp pair is removed. There are options when the entire cartridge is removed, seated on the spindle through a Morse taper, thread or bushing with a key.
There are differences in the types of such clamps. A distinction is made between the retracting and pushing arrangement of the clamping sleeve:
- in the first case, when the nut is tightened, the sleeve is pressed inward and compressed there;
- in the second case, the petals extend out and compress, like cams on a drill chuck.
The principle itself remains unchanged - when the nut is tightened, the clamp blades are compressed.
Collet clamps with a nut are very widespread today. They are used in hand tools, pencils, for pipe connections in metal-plastic pipelines, garden hoses, sewers, etc.