Welding thin metal is a challenge even for some experienced welders. Beginners in welding generally have a hard time. The rules that apply here are completely different from those when welding thick products: there are many features and difficulties, which makes it more difficult to select modes and electrodes. It’s easier to do this with semi-automatic welding machines, but they are quite rare in everyday life; inverters are much more common. We will talk about welding thin metal with an inverter.
And the first difficulty when welding metal of small thickness is that you cannot heat it too much: it will burn out and holes will form. Therefore, they work according to the principle “the faster, the better” and there is no talk of any trajectories of electrode movement at all. Thin sheet metal is welded by passing the electrode in one direction - along the seam without any deviations.
When welding thin metals, the sheets overheat and bend
The second difficulty is that you need to work at low currents, and this leads to the fact that the arc has to be short. With a slight separation, it simply goes out. There may also be problems with arc ignition, so use devices with a good current-voltage characteristic (no-load voltage above 70 V) and smooth adjustment of the welding current, which starts from 10 A.
Another trouble: with strong heating, the geometry of thin sheets changes: they bend in waves. It is very difficult to get rid of this shortcoming. The only option is to try not to overheat or remove heat (read about the method with heat-dissipating pads below).
When butt welding thin sheets of metal, their edges are carefully processed and cleaned. The presence of dirt and rust will make welding even more problematic. Therefore, carefully align and clean everything. The sheets are placed very close to one another - without a gap. The parts are fixed with clamps, clamps and other devices. Then the parts are tacked every 7-10 cm with short seams - tacks. They will prevent the parts from shifting and are less likely to bend.
If you clean the edges well, you can get a good seam
Welding thin metal with an inverter: video, features
Unlike welding thick metal, a 1mm thick metal sheet cannot be subjected to high heat. If overheating occurs, the sheets become deformed and burn through. The electrodes are carried strictly along the seam in one direction, without deviating to the sides.
The second feature of welding thin sheet metal with an inverter is that it is necessary to use a short arc, because the work is carried out at low currents. The difficulty with this is that when separated from the metal, it can go out, and insufficient current strength will lead to lack of penetration.
If the edges of the product are butt welded, they must be carefully cleaned and processed, because contamination will make the welding process even more problematic.
Taking these features into account, as well as relying on detailed instructions, welding 1 mm thin metal with an inverter for beginners will not be a difficult process with a high-quality result.
Electrodes for welding thin metal with an inverter
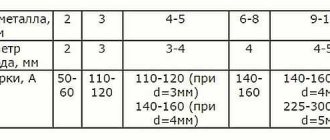
The electrical conductor is of utmost importance in the welding process. To weld 1 mm metal, it is necessary to use electrodes with a small diameter. Welding thick metal with an inverter is done using electrodes 3-4 mm thick, and to weld 1 mm metal you need to use a diameter of 0.5-2 mm with a current value of up to 60 amperes. If the sheet thickness is 1.5-2 mm, an electrode with a diameter of 2-2.5 mm is used.
Electrodes for welding thin metal with an inverter
In addition to their small diameter, electrodes for thin sheet metal have a special coating that ensures normal arc burning and forms a fluid metal, since the electrode melts very slowly. The result is a neat, shallow weld. An example of a suitable electrode is "OMA-2", the composition of which includes titanium concentrate, ferromanganese ore, flour, and additives. Thanks to this composition, the stability of the arc is ensured. In addition to OMA-2, the MT-2 type of electrodes is often used.
The brand of electrodes is selected based on the composition of the material. For low and medium carbon steel, carbon electrodes are used. The same principle works for alloy steel.
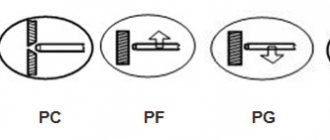
Depending on the type of connection of the sheets, the position of the electrode is set in a certain way to avoid overheating of the metal:
- For welding vertical, horizontal, and ceiling seams, the electrode is set at an angle forward of 30-60 degrees.
- For welding in hard-to-reach places, the electrode position is set vertically at an angle of 90 degrees.
- For welding corner and butt joints, the position of the holder with the electrode is set at an angle back at an angle of 110-120 degrees.
The tip of the electrode is moved strictly in one direction without deviation.
Features of the technology
To avoid burning the metal, you need to draw an electric arc along the joint as quickly as possible. The consumable must be carried evenly, without stopping in any place. The operating current for performing such operations is reduced to a minimum, below which the operation is simply impossible.
To weld thin sheets of metal, you need a welding machine with continuously adjustable output current. To get rid of possible problems with ignition of the welding arc, devices with an open circuit voltage of at least 70V are used. When welding sheet materials, you should carefully monitor the geometry of the edges. It can become deformed when exposed to high temperatures. To prevent this, you should follow a few simple rules.
First of all, it is important to carefully prepare the workpieces for the upcoming operation. The edges are cleaned and freed from rust, paint, industrial fats and other things. If required, the workpieces are aligned and secured. A good and durable connection can only be obtained if the edges of the workpieces being welded are smooth and clean. Upon completion of the preparatory work, the edges are tacked every 7-10 cm. And only after this can one begin to form a continuous seam.
If you plan to weld two thin sheets overlapping, then you can set a slightly higher current than with a butt joint. Double sheets of blanks significantly reduce the negative impact of high temperature on the surface of the blanks. The probability of burning through the surface is reduced several times, and deformation is practically not observed.
Experienced welders advise resorting to a little trick when welding thin metal with an electrode. The effect of high temperature can be minimized by placing copper sheets under the workpieces. Non-ferrous metal has excellent thermal conductivity and effectively removes excess heat from the work area. This reduces the likelihood of sheet deformation or metal burning. If there is no copper sheet, then you can use wire, which is laid at the welding site.
Welding metal with a 1mm inverter: existing methods
There are several methods by which metal welding with an inverter is carried out on sheets 1 mm thick:
- Flanging method.
This method is used when it is necessary to weld sheets of thin metal 1 mm at an angle. In this case, the edges of the sheets are bent at the required angle, fastened with transverse short seams with an interval of 5-10 cm. Then the seam is welded with a continuous movement from top to bottom.
- Intermittent method.
When using this method, the metal product has time to cool down somewhat, which avoids overheating. The intermittent method involves lifting the electric arc from the surface of the sheet for a few seconds, after which the electrode is again lowered to the same place and advanced a few millimeters. The main thing is that the metal sheet does not cool down too much.
- With heat-dissipating pads.
This method is used using heat sink wire or copper plates. Typically this method is used when butt welding thin sheet metal parts. In the first case, a wire of small diameter (2.5-3.0 mm) is laid between the sheets so that on the front side it is flush with the surface of the sheet, and on the back side it protrudes slightly beyond its edges. The welding arc passes through the location of the wire, which takes on the main thermal load. The edges of the parts being welded are heated by peripheral current. As a result, the seam is smooth, the metal does not overheat and does not deform. After welding, the wire is removed without visible traces of its presence.
When using a copper plate under the joint as a heat sink, it absorbs most of the heat, preventing the metal from overheating.
There are the following types of welds:
- Most often, a weld is made when joining sheets with an overlap, because This is a simpler method in which one sheet overlaps the other by 1-3 cm.
- A spot weld is obtained when welding parts with a continuous seam is not required. In this case, spot intermittent welding is carried out at a certain distance of the seams from each other.
- Butt seam. A more complex type in which two sheets are welded to each other end-to-end without overlapping. As a rule, it is obtained using the welding method with heat-dissipating pads.
Labeling principles
The brands of electrodes for manual arc welding indicate the main performance qualities of the consumables used. An example of marking is E46-LEZANO-21-F-UD E 43 1(3) – RC13. Decryption is carried out as follows:
- E46 – designation of the type of electrodes. As previously noted, classification is carried out according to purpose. In this case, the consumable material is intended for carbon and low-carbon steels.
- LEZANO-21 is the brand indicated by the manufacturer. This part of the marking does not carry information about the performance of the electrodes.
- F is a symbol intended to indicate diameter. The absence of any number indicates that the diameter value is displayed elsewhere.
- U - the symbol in the marking indicates the possibility of using consumables for working with carbon and low-carbon steels to produce a weld with a power limit of up to 588 MPa.
- D is a symbol used to determine the thickness of the coating used. In the case under consideration, the coating is thick.
- E is a symbol associated with the international classification system for materials used as coatings.
- 43 – part of the marking is used to indicate the tensile strength (430 MPa).
- 1 – relative elongation, which is 20%.
- (3) – part of the marking that is used to indicate the temperature required to achieve a specific viscosity of at least 34 Dm/cm2. In this case, the indicator is 20 degrees Celsius.
- RC - symbols indicating the type of coating (rutile-cellulose).
- 1 – symbol defining the permissible spatial position.
- 3 – group of consumables for welding, which is characterized by a certain current and voltage at no load.
In order to decipher the markings, you should use reference literature, which contains all the necessary tables.
Technological process
Welding thin metal with an inverter.
Step-by-step instructions for the welding process will allow you to cope with the work without much difficulty. To begin with, it is necessary to ensure safety measures when carrying out work, which include the use of protective clothing - a welding mask, gloves, clothing made of thick, coarse fabric. Do not use rubber gloves.
You can then follow the following instructions:
- First, the current is adjusted and an electrical conductor is selected to work with the inverter. The current indicator is taken based on the characteristics of metal parts. The required diameter of the electrode is selected and inserted into the holder. The ground terminal is connected to the part; the electrical conductor should not be brought too sharply to avoid sticking.
- Ignition of the electric arc starts the operation of the inverter apparatus. To activate the arc, point the electrode at a slight angle to the welding line. The electrode should be held until a small red spot appears on the surface - this means that a drop of hot metal is located underneath it, which will facilitate further welding along the entire length of the seam.
The electrode is held from the welding site at a distance corresponding to its diameter.
- By following these steps and choosing a specific welding method, there is a great chance of getting a high-quality and even seam. Scale and scale formed at the welding site are removed with a small hammer.
Purpose
The letter “U” in the marking of electrodes means that they are applicable to carbon steels, including low-alloy steels. The letter “L” means that the electrodes are intended for connecting products made of alloy steels, which have increased strength.
For structural high-alloy steels, electrodes with the letter “B” are applicable. For heat-resistant alloy steels, electrodes with the designation “T” are used. For alloys with special properties, in particular for surfacing, consumable elements designated “H” are used.