Metal stamping is the shaping of a material under the influence of an external force in order to obtain the desired part. Processing a workpiece in this way requires a lot of force. For this purpose, there is equipment that is produced with a force of 16 to 500 tons. The equipment installed in the press is called a stamp. In it there is direct contact of the working tool with the metal. In 1 stroke of the machine, a part with a high degree of accuracy is obtained.
Metal stamping process
History of the process
Stamping of metal products first began in the 16th century. This was due to the development of weapons production, which required the production of a large number of identical parts. In the 19th century, the rapid development of stamping production began. Household items are produced. There is a need to manufacture high-quality serial products.
With the advent of the automotive and shipbuilding industries, metal forming has taken a key position in the development of these industries. Dimensional parts began to be produced using stamping.
Kinds
engages in the manufacture of the following types of dies for cold metal stamping:
- bending;
- cutting;
- exhaust;
- pressing;
- punching;
- carbide;
- consistent.
Cold stamping is an advanced high-tech metal processing aimed at producing metal products of various designs and sizes. Such equipment has precise geometry and a smooth surface that does not require additional processing. The products also minimize the formation of cracks and other defects: burrs, marks, scratches.
Submit your application?
Areas of use
Industrial production is not complete without cold and hot stamping. Using these methods, you can create both small and large parts in a short period of time. Hot stamping is used where three-dimensional parts are needed.
When stamping flanges, 2 methods are used:
- Hydraulic presses are used in the forging process. Here, under the influence of pressure, the metal flows into the cavity, which is made in the striker. This space corresponds to the shape of the resulting part.
- When using sheet metal as a workpiece, crank presses are used. A stamp is inserted into them and sheet metal is fed. The flange is drawn out under pressure.
Tool shop work
The workshop is divided into production areas with various equipment to perform the following operations:
- turning works,
- drilling,
- milling,
- grinding,
- electrical discharge machining,
- coordinate boring,
- marking, etc.
In addition to the areas described, a repair and service department operates within the workshop; their list of tasks includes setting up and sharpening tools.
The final fine-tuning of molds and dies takes place at the assembly site, after which they are transferred for testing and measurements, where the finished products are checked against the technical specifications. If it is discovered that the result does not correspond, then the product is modified or remade. The use of modern programmable machines guarantees high accuracy of work and absence of defects.
Punching technology
The technology for manufacturing parts by stamping, both hot and cold, requires the presence of tooling. For both types, stamps are made, which have certain differences. They are used for metal that has varying degrees of thickness.
Large sized workpieces are preheated and then the forging process takes place. When cold, the sheet thickness rarely exceeds 1 mm. Various operations are carried out with such material, for example, stamping badges.
Stamping technology
Cold stamping
During the cold stamping process of sheet metal, no heating is applied. The force of the press is enough to carry out separation or shaping operations. As a result, the resulting part is not subject to the shrinkage process. To save material, stamping is carried out according to the rules for cutting sheets, which are regulated by GOST.
Cold stamping includes the following operations:
- Punching. During the cutting process, the finished part falls into a container, leaving waste outside. When punching, on the contrary, the waste falls into the container, and the part is formed from the outside. The design of the stamps is the same. During the work process, a separation operation is carried out, which involves a punch and a die matrix.
- Flexible. Refers to a simple operation. The part is placed between the stops on the matrix and pressed from above with a punch.
- Hood. Often obtained in several transitions. Separate stamps are made for this purpose. In the process of working, a glass, cone or hemisphere is obtained from a round blank. This is achieved due to the redistribution of metal in the original workpiece.
- Beading. The punch catches the hole in the part with a clamp and expands it, beading the walls.
An important point is the correct choice of the gap between the punch and the matrix. This value depends on the thickness and type of material. The thicker the metal, the larger the gap. For aluminum and other soft materials this size is reduced. Otherwise, burrs will form.
Hot stamping
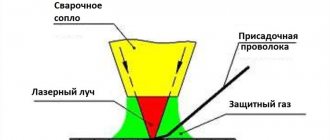
In the process of manufacturing metal parts by hot pressing, the workpieces enter a heating chamber. Hot metal stamping begins after they reach a temperature of 1200°C. Heated products are placed in a stamp, where there are special grooves for preliminary and final stamping.
If you need to upset a heated forging, then it is placed in the space between two flat strikers. The equipment starts up and the workpiece is settled to the required size.
Heated metal (Photo: pixabay.com)
Alternative stamping methods
Metal stamping can also occur under the influence of other forces:
- Explosion. The process is carried out in water. The material is placed on a matrix in which a recess of the desired shape is made. There is an explosion from above. As a result, the workpiece fills the stream and takes on the desired shape.
- Electrohydraulic. Voltage is applied in the aquatic environment. The water is heating up. Under the influence of high temperature, a shock wave occurs, which forms the workpiece.
- Pulling metal through rolls. This method allows you to give the workpiece the desired shape.
Stamped badges are made in a die, where enamel is placed in the recess of the punch.
Types of stamps and their purpose
Stamps are divided according to several criteria:
- technological;
- constructive;
- method of supplying workpieces.
According to technological characteristics, the equipment belongs to one of two main groups intended for performing operations with sheet metal:
- dividing;
- shape-changing.
The first group includes dies for cutting out metal, cutting, cutting, trimming, punching, and stripping. To change the geometric parameters of workpieces, equipment for drawing, forming, bending, and die stamping is used.
In addition, the classification of tools according to technological characteristics implies their division according to the degree of compatibility of operations into single- and multi-operational (combined). The latter are also divided into devices of sequential and combined action.
Based on the type of design, stamps are divided into models:
- without guide elements;
- block (with columns);
- packaged (with stove).
Depending on the implemented method of feeding the workpiece, equipment for cold stamping is divided into manual and automatic.
Using the method of removing finished products, the tool is produced:
- with reverse strip pressing of the part;
- by pushing out;
- a failure through a “window” in the matrix;
- pushing to the top;
- blowing with compressed air;
- manual removal.
Making metal stamps
To make stampings from a workpiece, metal dies are constructed. At the first stage, drawings with specifications and details are developed.
Stamps consist of the following parts:
- The working parts are a punch and a matrix. Manufactured from tool steel U8a, U10a, X12M. After heat treatment, they are hardened to 60 Rockwell units.
- Punch holder. Material - Art. 3
- Gaskets. Manufactured from structural steel with a hardening grade of 45 Rockwell.
- Puller. Made from Art. 3
- Top and bottom plates. Their thickness depends on the force expended on stamping.
- Columns and bushings. The material is Steel 20. The surface is carburized to a depth of 1–1.5 mm. This layer is then hardened.
- Shank. Inserted into the press slide.
Parts for making a stamp
How are dies made for cold stamping?
Cold sheet metal stamping technology
A stamp is a specific type of equipment that is actively used in the sheet stamping process. It directly affects the material, deforming it. After processing, the metal acquires the same shape as that characteristic of the working part of the stamp. This tool is installed on special hammers and presses that drive it.
The stamp consists of two parts - a matrix and a punch. The last element is fixed on a special slider, due to which the tool moves. Metal deformation occurs at the moment the punch is pressed against the matrix.
Stages of production of cold stamping dies
High demands are placed on the process of creating stamp sketches and their actual production. The correct formation of the products themselves and their quality depend on the quality of the resulting equipment. Typically, stamp production occurs in the following sequence:
Cold die forging
- A sketch of the stamp is drawn up taking into account all the requirements presented.
- Using a special computer program, a stamp diagram is created.
- The rationality of the resulting equipment is determined, and if necessary, the sketch is adjusted.
- The places where holes of the required size and shape will be formed in the future are determined.
- After approval of the drawings, the production of the stamp begins immediately.
Workpieces made of metal will be correctly processed by cold stamping if all the equipment is selected effectively. Stamps are one of the main elements influencing the quality of the work performed. In their production, modern CNC equipment is used, which allows for the necessary quality control.
Equipment and tools
To form metal products, dies are made that are inserted in presses, which are of 2 types:
- Crank-rod. The main element in them is a slider moving along guides. An electric motor is located on top, which gives impetus to the movement of the crank mechanism. There is a plate at the bottom on which the stamp is placed. The equipment is high-speed. The disadvantages include the high impact force when the punch comes into contact with the metal. As a result, the tool becomes chipped.
- Hydraulic presses. They have great power. The advantages include the smooth movement of the slider. Thanks to this, there is no mechanical shock during operation, which leads to long service life of the tool. The amount of travel of the slider provides a large open height of the press space. This makes it possible to perform deep drawing or bending operations on workpieces with high sides.
Metal forming allows you to produce a large number of parts in a short time. In this case, they will all have the same shape. The accuracy of their manufacture is regulated by GOST.
What is a stamp
A stamp is one of the types of technological equipment used to give a sheet metal workpiece shape and volume using specialized equipment.
There are two ways to process metal by stamping:
- hot, implying preheating of the workpiece;
- cold, performed without heat treatment of the material.
The hot method is used for metals and alloys that have low ductility with a workpiece thickness of 5 mm or more. The process implies the presence of significant dimensional tolerances, since when cooling the material warps and changes shape.
Cold stamping allows you to create products with minimal deviations from the specified parameters.
During cold stamping, the material loses its plasticity, but at the same time is further strengthened. To prevent an increase in brittleness at the end of the technological cycle, products are subjected to recrystallization annealing.
Die production
The production of the stamp itself also includes several large stages, ensuring the most accurate compliance with all requirements for the finished product. They look like this:
- carrying out calculations and drawing up a sketch;
- entering all parameters into a computer modeling program, creating a diagram of the future stamp;
- determining points of maximum loads, checking the rationality of the finished product. If necessary, adjust the shape of the stamp (without making changes to the shape of the working parts);
- marking locations for future technological holes, calculating their most optimal sizes;
- coordination of the finished project with the customer. If approved, production.
The last procedure is carried out on computer numerical control (CNC) machines, which eliminates the human factor, reduces production time and at the same time maximizes the accuracy of the future product. Types of operations such as turning, milling, drilling and reaming are used.
The finished dies undergo heat treatment, including hardening and tempering, and as a result acquire a hardness corresponding to the design value. The materials used for the manufacture of working elements are most often carbon and alloy steels (for example, 30KhGSA), although in some cases special alloys (including non-ferrous metals) can be used.
We will advise you on any questions!
Have a question?
Our services
Stamping is the process of giving parts the desired shape and obtaining the size specified by documents by mechanically acting on them using pressure. The main direction of stamping is the production of parts from blanks, which are used as rolled sheets. Under the action of a compressive force, the workpiece undergoes deformation and acquires the desired configuration.
This situation creates secondary tensile stresses in the core of the part, which can experience a characteristic arrowhead crack. Stamping or forging stamping is a mechanical conformation process, usually performed in the cold, that involves a series of operations in which a flat plate is formed into a new geometric shape, either flat or hollow. This process is possible only due to the plasticity of metals. Letter stamping can be as simple as one operation or a combination.
In addition to the material, another factor to consider in this process is the quality of the writing. Elements that help in assessing quality Chemical composition: must be controlled during the metal production process. Segregation of chemical elements, for example, that may be present in the ingot causing the writing causes the material to behave incorrectly when stamped. Mechanical properties: Hardness and tensile strength are very important under pressure. Determined by mechanical testing together with chemical composition data, they are usually provided in material specifications that appear in manufacturers' catalogs and are standardized to standards.
There are stampings made by the hot method with heating of the workpiece and the cold method without preheating it. Stamping of sheet metal parts is carried out without preheating them.
Pressure deformation with heating of a workpiece is used in the manufacture of parts from metal that does not have sufficient ductility, and is mainly used in the production of small batches of volumetric products from metal sheets with a thickness of within 5 millimeters.
Dimensional characteristics: These help to make the best use of the material when it needs to be cut to make a product. The ideal is to get as much scraps and leftovers as possible. Ideal use also involves studying the distribution of parts in the plate. 1 Basic Operations Flexible cutting of deep stamping or casting. Not all materials can be embossed. 26.
Shearing is a material shearing operation in which a cutting tool or punch presses against a die using the pressure exerted by a press. In principle, the thickness of the sheet being cut should be equal to or less than the diameter of the punch. The parts obtained by cutting can, if necessary, undergo a further deep stamping operation. Shearing allows the production of parts in a wide variety of formats. They are determined by the punch and die formats. Figure 16: Cutting examples Cutting die. The cutting head mainly consists of: punch guide punch and fig. 15: cutting head 27.
The technological process of hot metal stamping largely coincides with the sequence of operations for cold processing of workpieces. The difference lies in the preheating of the initial blanks in furnaces to a temperature that ensures the plasticity of the metal. This takes into account the degree of curvature of the part during cooling, as well as its tightening during deformation processing, which affects its size. To eliminate deviations from the required dimensions for parts obtained by hot stamping, large tolerances are made.
It is very important to establish a gap between the puncture and the matrix. This gap depends on the thickness of the sheet and the type of material, which can be hard or soft. Very large gaps cause burrs that can injure operators. Small gaps cause cracks, i.e. cracks, which can cause problems during further operations. The smaller the thickness of the plates and the diameter of the punch, the smaller the gap and vice versa. In a cut, no matter how perfect it is, there is always a “broken” surface. Therefore, it is necessary to remove burrs, which improves the processing of the cut walls.
In the production of stamped sheet metal parts, the cold stamping method is mainly used.
Cold stamping of sheet metal
The technology of cold deformation of rolled sheets using stamps means changing the shape and dimensions of the product while maintaining their original thickness.
Paper, rubber and other non-metallic materials can be cut using a live corner cut. In this case, the material rests on a solid base of wood or other soft material. Figure 16: Deburring and cutting using direct fit. Compilation. The bending sheet is subjected to bending deformation on presses, which provide the energy and movement necessary to perform the operation. The shape is obtained by using a special piercing and die until it reaches the desired shape.
For fold lengths considered short, sheets are used that have a shape that needs to be folded. 28. More ductile materials such as aluminum, copper, brass and wire steel require smaller radii than harder materials such as medium and high carbon steels, bonded steels, etc. assemblies can be performed in one or more operations with one or more parts at a time, incrementally, or in separate operations. Until it reaches the final format, the product can be composed using just one die in one or more stages, or with multiple dies.
As a material for producing cold stamped products, strips, sheets or thin tape are used mainly from low-carbon and alloyed plastic steels, as well as copper, brass (containing more than 60% copper), aluminum, magnesium, titanium and other plastic alloys. The use of alloys with good ductility for stamping is due to the fact that they are easily subject to deformation changes.
Ring rotation 29. It is carried out in the cold and, depending on the characteristics of the product, in one or more conformation phases. This process produces pots and pans, car body parts such as pantries, hoods, doors and parts such as sockets and parabolic reflectors. Figure 19: Working with a deep pattern or fusion process The stresses applied in the process are different in each area of the part, causing their thickness to vary. In principle, there are four areas with significant deformations: the flat part of the bottom of the piece, the final thickness of which is almost the same as the workpiece, with virtually no deformation; The radius of the bottom of the part where there is significant deformation in thickness; Die radius, where there is an increase in thickness due to differences between tensile, compression and tangential components; The side walls are where the thickness gradually decreases to the bottom of the piece. 2 Defects A large number of defects and faults are found in the sheet metal pressure.
To carry out cold stamping of sheet metal, various operations are used, which depend on the task of achieving a certain shape of the workpiece. They are divided into separation and shape-changing effects.
Most defects fall into three main classes: errors in shape and size Defects in the final product or its surface. 30. Nowadays the hammer and anvil have been replaced by machines and dies. Forging: Forging, a mechanical conformation process in which a material is deformed by stuffing or pressing, is used for manufacturing.
Forming a history of the shaping process became the first method of obtaining useful forms. The work of artisans by hammering swords. Story. It was noted that the blades. Forging Initial Concepts Forging is a forming process by which the desired shape of a part is achieved by hammering or gradually applying pressure. Blacksmith forging.
1. During separation deformations, the workpiece material is partially separated along a given contour. Separation is carried out by displacing part of the metal in relation to the main workpiece. Such operations are cutting, punching and others.
Let's consider how some separation operations are carried out.
cutting
When cutting, a certain part is separated from a part by cutting it along a curly or straight line. This separation operation is performed using a press made in the form of scissors of various designs.
Conformation processes can be divided into: - direct compression processes - indirect compression processes. Die stamping is the process of making parts by cutting or deforming letters using cold pressing. The conformation letter is defined as a transition.
Lecture 10: Casting processes in metal molds by gravity 01: Introduction - technological characteristics - Stages. - Economic and technological factors - Corporate bonds 02. Drawings The drawing process is the mechanical deformation of the metal due to the passage of the material through a conical format matrix, reduces the cross-section of the material without losing or adding metal.
This operation is intended mainly to prepare the workpiece for other processing methods.
Punching
An operation called punching is used to create holes of various shapes in a workpiece. During punching, part of the metal is completely removed from the workpiece, and its weight decreases.
Cold process, Finished product, laminated raw materials, volumetric form. Extrusion Mechanism It is classified as a compression process. This form is always forever. Machinery or mechanized, precision, no matter what casting process we have studied so far, everything must have two things in common: the fact that the material.
In this tutorial we will begin the process of planning the cold extrusion of a stepped shaft. The number of stages used and matrix sizes will be determined using criteria. Lamination is a mechanical conformation process in which a metal ingot is forced to pass between two rotating cylinders.
The figure shows a diagram of the punching process.
Felling
Using the process of cutting out a metal part, the finished product looks like it has a closed contour.
The figure shows a diagram for manufacturing a part using cutting.
The process of manufacturing aluminum cables with special attention to the wire pattern. Learning to do what you need to learn to do. Introduction Transforming metal powder into parts by applying pressure and heat. Process stages: - obtaining metal powders - mixing.
Metal conformation stamping is a mechanical forming process that involves a set of operations later. Realistic Assessment An honest presentation of the benefits and limitations of both processes that will allow the reader to firmly determine the best path forward.
2. Form-forming deformations include changes in the shape and size of the product when moving its individual areas, but does not lead to its general destruction. These include drawing, bending, relief forming, twisting, crimping and other operations.
Lecture 08 Heat treatment of ferrous and thermochemical alloys Prof. When checking the mechanical seal. Drill. A drill bit is typically a cylindrical cutting tool made of high-speed steel, carbon steel, or carbon steel with a carbide tip, welded or machined, designed to perform.
Friction causes heat and wear between moving parts. General Considerations for Slabs Used in Steel Structures This section presents the most common types of slab systems used in civil engineering. We'll take a look first.
Let's consider some types of operations that do not lead to physical destruction of the form.
Hood
Using drawing, hollow volumetric products are obtained from flat sheet blanks. For example, in this way parts are made in the shape of a hemisphere, cylinder, cone, cube and other types. The figure shows various options for the hood.
In particular, in general language, a piece of elastic rubber for erasing: pencil, pencil; Absolutely, car tires: having a tire on the ground, tired, freeing the tire. In general, glue, glue; for chewing gum. Particularly in philately, the rubber attached to the postmark to make it adhesive is of great importance to the collection, both for its composition and for its presence and integrity. Composition is important in many cases in distinguishing between different stamp impressions; integrity for commercial evaluation.
Plant resins are macromolecular compounds of the carbohydrate group and dissolve in water, forming colloidal solutions that are more or less dense depending on the concentration and nature of the resin, being insoluble in alcohol and other organic solvents. It comes in yellow or simply yellowish and translucent granules in valuable types. The most productive areas are Senegal and the Sudanese Nile Valley. To obtain it from plants, remove strips of bark from the trunk, being careful not to damage the underlying wood.
Flexible
Using the operation of the product, a given shape of its bend is provided. Depending on the type of flexible, this operation makes it possible to obtain curved products of various configurations. Some of them are shown in the figure.
Relief formation
This type of operation involves modification of local parts of the product, its external configuration remains unchanged. The figure shows diagrams of some formation operations:
It is also possible to use combined operations, including separation and shaping of one part.
The technological process of cold stamping consists of stages related to the nature of the deformation operation and depend on the type of stamping equipment used.
The development of the technical process is carried out in the following sequence:
- The structure of the main operations is affected, including their nature, quantity and sequence of execution.
- The initial, intermediate and finished dimensions of the part are calculated, as well as the necessary deformation forces to achieve the desired result.
- Documentation of the technological process is carried out.
Additional operations can be introduced into the technical process, with the help of which the workpiece is brought to a form convenient for processing. These include cleaning, straightening sheets, applying oil and other operations.
Metal stamping press
All cold stamping operations can be carried out with special equipment, the main one of which is a stamping press. Its device can be based on mechanics or using hydraulics.
Mechanical types include:
- eccentric presses;
- presses using a crank mechanism.
A crank-type stamping press is used to carry out punching, punching and drawing operations.
Design and principle of operation of a crank-type press
Any press designed for stamping products, including the main components, which include: the mechanism that drives it and the device that carries out direct stamping.
The operating mechanism is a crank shaft, which is driven by an electric drive. To do this, the electric motor, when the flywheel rotates, transmits rotation to the crank mechanism using a gear transmission.
Carrying out reciprocating actions, the crank slider activates the stamping device, which, with a pressure force, produces plastic deformation.
The main parts of such a press are made of high-strength steels and are additionally strengthened in order to provide the necessary rigidity.
Hydraulic press device
A hydraulic metal stamping press is used to create three-dimensional shapes by pressing metal.
The principle of operation of such a mechanism is based on the pressure of a liquid placed in two reservoirs, which are equipped with pistons. The tanks are connected by pipeline. As a result of the pressure in the liquid that occurs at the moment it is pumped into the cylinder from another reservoir, it is transmitted to the slider and sets it in motion. When moving, the slider has difficulty pressing the workpiece.
Making dies for cold metal stamping
The working device of any pressing machine is the stamp itself. It includes two working parts called a die and a punch. During operation, only the upper part of the die is movable - the punch mounted on the slide. The matrix is located below and remains motionless.
The sheet is deformed by pressing the punch against the matrix with the workpiece located on it. The development of drawings and the production of dies for the press are subject to increased requirements, because the correct formation of the product depends on their accuracy. Such work is carried out step by step in the following sequence:
- a sketch of the stamp is drawn up;
- using a computer diagram of the stamp, compiled using a special program, the rational cutting of the material is checked;
The production and shaping of parts by cold stamping with various dies is a simpler and, accordingly, less expensive way of processing materials. It has some disadvantages, but there are also certain advantages over and using molds. Before the production of cold stamping dies, a production cycle plan is drawn up and a number of mandatory provisions and factors are taken into account at all its stages. From the moment of design to complete technological processing, our tool production specialists monitor the quality of the parts produced and the timing of their production.
According to their purpose, the following types of cold stamping dies can be distinguished:
- sequential;
- carbide;
- cutting, punching and combined (combined)
- molding and drawing;
- flexible;
- for hardening;
- for curling and curling;
- for collection and pressing.
In the production of various metal products by cold stamping, the stamp is the most important tool that determines the quality of the final product. Therefore, the cold forming die manufacturing process adheres to strict production cycle requirements. Manufacturers of metal products, for whom stamps are the main production tool, place very high demands on them, which we can fulfill. The main ones:
- high quality of the resulting products;
- high performance;
- high reliability;
- long service life (up to 700,000 blows).
We guarantee our customers high quality characteristics of parts manufactured using stamps.
Production advantages of cold stamping
The stamp goes through the full production cycle much faster, from drawing up a drawing to receiving a finished batch of products. At the same time, production by cold stamping is much cheaper than using other methods of producing parts. And they are all interchangeable - re-stamping a part that has already been created once before is very simple and requires almost no costs. In addition, for future welding, soldering or machining, it is possible to create blanks in advance using cold stamping dies. There are two types of operations performed in the manufacture of cold forging dies:
- disconnecting - separating unnecessary fragments from the workpiece using cold stamping;
- form-changing - changing the shape of the workpiece by plastic deformation. This process eliminates destruction and heating of the material.
Often these operations are combined to reduce production time and increase efficiency.
Have a question?
Our services