Home / Welding technique
Back
Reading time: 2 min
0
1519
Duralumin is considered the most successful aluminum alloy. Its composition: aluminum (93.5%), copper (4.5%), magnesium (1.5%), manganese (0.5%). The alloy got its name from the name of the company that first began its production - “Dural”. The material immediately became widespread due to its qualities.
The lightness and strength of duralumin, its wear resistance and ability to withstand heavy loads have made its use very widespread. Duralumin is widely used in aircraft construction, the production of military equipment, high-speed trains, pipes, sheets, profiles for construction work, etc.
Due to such a wide use of the alloy, the welder has to work with it quite often. Although working with this alloy is somewhat easier than working with pure aluminum, without sufficient experience and skills it is difficult to achieve good results, and a beginner may not be able to cope with such a task.
- Features of duralumin
- Positive aspects of duralumin
- Negative points
- Preparation for welding
- Conclusion
How and with what to brew duralumin at home
Duralumin alloys owe their name to the German company, which began producing parts from various aluminum alloys. Due to its low specific gravity, strength, and corrosion resistance, duralumin is often used by manufacturers. Welding duralumin requires taking into account the characteristics of duralumin. The hot working method is selected depending on the conditions, the skills of the welder, and the responsibility of the connections.
Properties and weldability of duralumin
The physical properties of duralumin are similar to aluminum. The light alloy is difficult to weld; it is chemically active, oxidizes in air, and forms a strong oxide film. Welding of duralumin is often carried out in garages and small workshops. It is necessary to take into account the physical properties of the alloy: high density, the presence of an oxide film, fluidity.
When working with electrodes, the grade of duralumin is specified, because different additives are used for alloying: iron, manganese, copper, silicon. During the production of parts, duralumin is additionally strengthened, the metal loses its ductility. Dural is cooked at temperatures up to 300°C, using flux or a protective atmosphere, since the metal is prone to oxidation.
Additional Information
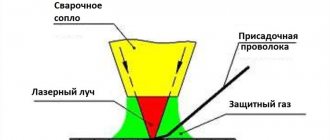
To create butt welds when working with products with a thickness of more than 3 mm, a tungsten electrode is often used. During welding, inert gas is supplied to the working area.
The use of a carbon electrode and acetylene gas welding does not allow creating a strong connection. A better result will be obtained using hydrogen-oxygen burners.
When working with a semi-automatic machine, it is important not only to correctly set the wire feed, but also the arc strength so that the parts being connected do not overheat. Correct adjustment to alternating current when performing argon welding with a tungsten electrode allows you to obtain high-quality connections.
In order to reliably connect duralumin products using welding, you must strictly adhere to the developed technologies, use serviceable equipment, have the necessary skills and follow safety regulations.
Advantages and disadvantages
The hot method of processing duralumin has a number of advantages:
- From several hot methods, you can always choose the one that is acceptable for specific conditions.
- Welding duralumin does not require high qualifications. Enough skills to operate a welding machine.
- Large selection of consumables; consumable electrodes and several grades of wire are used.
- The preparatory stage is not labor-intensive. There is no need to further process the resulting seam.
- The cost of welding work is lower than other methods of installing duralumin.
- Household devices operating from a standard network are suitable for operation.
Disadvantages of the hot method of joining duralumin:
- When exposed to temperature, the strength characteristics of duralumin decrease, this is due to the chemical activity of aluminum; it is easily oxidized.
- Mandatory use of flux.
- With high-speed electric welding, it is difficult to control the quality of the seam.
- There are problems when choosing electrodes; it is difficult to determine the brand of duralumin by appearance.
- The coating does not protect the melt pool.
- To make strong connections, you have to use argon welding.
Welding technology
To weld duralumin, different methods are used. At home, metal is welded using an electric arc apparatus using consumable electrodes. In production, semi-automatic machines and argon welding are more often used.
Consumables are selected according to the type of duralumin:
- OZA-1, rod alloyed with titanium, copper;
- OZA-2 – aluminum with iron, titanium;
- OZANA-1, OZANA-2 – with silicon, iron, OZANA-1 is used for alloys A0, A1, A2, A3; OZANA-2 – for AL4, AL9 and AL11;
- OK96.10, OK96.20 – rod with manganese, silicon, iron.
The rods are preheated to 150°C and dried. To make seams, a welding transformer or other current converter is used. It is important to take into account the high fluidity of aluminum; work is best carried out in the lower position. The rate of weld formation must be high to avoid the formation of a large melt pool. High-quality seams cannot be obtained using the electric arc method. They turn out to be porous, cracking is possible. Residual stresses arise in the metal.
Methods of welding silumin and duralumin
Welding silumin or duralumin will require from the master not only special knowledge, but also specialized equipment. What you need to know is below.
Aluminum and its alloys, due to the characteristics and properties of the material, are processed using special methods. Welding silumin or duralumin will require from the master not only special knowledge, but also specialized equipment. Modern technologies allow high-quality welding of light metals, which is why they are popular in the aviation and shipbuilding industries.
Selecting a Heat Source
There is not much choice here:
- regular soldering iron;
- open fire.
The first option is suitable if you do not need special mechanical strength of the connection. For example, you need to solder two wires for reliable electrical contact or some part that does not carry a large mechanical load. Let's say a mug with holes so it doesn't leak. The second option involves one or another type of burner and the use of refractory solder. It is much more complicated than the first, but allows you to get a strong mechanical connection, as they say, for centuries.
Features of welding aluminum alloys
Silumin contains up to 22% silicon, it is much stronger than aluminum, has increased wear resistance, but is inferior in strength to duralumin - an alloy of aluminum with copper, manganese and magnesium. However, silumin is more resistant to corrosion, so it is widely used in shipbuilding.
Aluminum has high thermal conductivity, so it is difficult to weld it with conventional electrodes for ferrous metals. The slag does not have time to be removed from the hot metal and the weld turns out to be of poor quality.
Difficulties in welding aluminum:
- before welding, aluminum alloy parts are heated to 300-400°C;
- before welding, electrodes are calcined at a temperature of 100-200°C;
- refractory oxide with a melting point of 2050°C, formed on surfaces, makes work difficult;
- high operating temperature reduces the strength of the connection;
- a high linear expansion coefficient leads to deformations.
The use of various technologies, additional chemicals, and inert gases makes it possible to almost completely get rid of the listed disadvantages and obtain high-quality compounds.
Application of a gas burner
If you decide to use refractory solders for soldering aluminum, then you cannot do without an open flame. In this case, you will have to pay attention to the following nuances:
- The flame must be of high quality - not smoke, maintain a constant temperature and torch size.
- Open flame soldering requires considerable experience in maintaining the optimal heating temperature, since the “temperature corridor” for high-quality soldering is quite narrow. Overheated - the aluminum lost mechanical strength or even leaked. If not heated enough, the refractory solder does not melt.
To fulfill the first condition, for example, a fire or a candle flame is not suitable - they smoke. Gas stove burner? It does not smoke, but it is very difficult even for a professional to maintain the heating temperature of the parts being soldered - the slightest movement vertically or horizontally and the temperature “goes away”.
In addition, you cannot take the gas burner in your hand, and therefore you will have to hold the soldered parts in your hands. If it's a massive object, you simply won't be able to hold it in the flame in constant motion to maintain the desired temperature while simultaneously trying to solder with your other hand. Well, since you will be heating from below, for normal soldering you will have to overheat the part (you need to solder from above), which means it can easily melt. Nevertheless, at the very least it is possible to solder aluminum over gas, but only at the very least.
The ideal option would be a gas burner. It is compact (in the sense of the burner itself, and not the cylinder attached to it), does not smoke, and weighs little. But unfortunately, it is not always possible to get it.
The easiest way out of the situation may be a small blowtorch. To make it easier, simply do not fill the device with gasoline “under the neck”. Before you start soldering, the lamp must be warmed up properly so that it does not smoke.
Aluminum can be soldered with a gas or gasoline torch.
We will assume that the burner is heated up, and the parts to be soldered are cleaned and pressed tightly against each other at the place of future soldering. Apply the appropriate flux to the parts (if you are using flux-free solder, then use transformer oil as the flux) and start heating. The heating temperature must be constantly monitored with a piece of solder, touching the place of future soldering.
Once the solder begins to melt, try to keep the temperature constant (this will come with practice) and rub a piece of solder onto the solder area, completely tinning it. Once the tinning is finished, you can solder with the same piece, using it as an electrode for welding. Often, when soldering couplings, electricians use refractory solder only to tin the cable sheath, and then solder the coupling with ordinary low-melting solder.
The fact is that the coupling is made of lead and simply cannot withstand the heat required to melt refractory aluminum solder. But if both parts are aluminum, of course, it is better to solder and tin with refractory solder - the junction of the parts will have high both electrical and mechanical strength.
Troubleshooting connection difficulties
To prevent this from happening, the surfaces to be welded are first cleaned by etching or mechanical cleaning with a metal brush. Cleaned parts are stored for no more than three hours.
An effective method for film removal is cathode sputtering, where the metal is bombarded with ions, cleaning the surface. The method is used in industry.
Fluxes are also used that dissolve the film and convert it into volatile compounds.
For welding alloys that do not contain magnesium, such as silumin, AN-A1 flux is used. For duralumin, AN-A4 flux is used.
In addition, before welding, the surfaces are cleaned of contamination with solvents RS-1, RS-2.
Preparation before the welding process
To obtain a high-quality connection, the surface of the parts must be properly prepared before starting work. This will help remove the oxide film, which has a high density and melting point, which does not allow the arc to form stably, resulting in reduced connection reliability.
The preparatory process consists of the following stages:
- Cleaning the surface from corrosion, oil and other contaminants.
- To remove the refractory layer, use a metal brush and fine-grained sandpaper to do this. In production, the oxide film is most often removed by cathode sputtering; in this case, it is treated with ions, which allows you to quickly and efficiently clean the surface.
- Degreasing the surface. In this case, not only the remaining oil is removed, but also the remaining particles that during the welding process interfere with the quality of the work.
- Edge processing. If the thickness of the welded sections is more than 4 mm, their corners are beveled at an angle of 35°.
Before using the electrodes, they are heated at a temperature of +150°C, which helps remove excess moisture. After the preparatory work, it is recommended to start welding; within 3 hours this can be done no later than 24 hours, because a strong oxide film is formed again.
Types of welding of aluminum alloys
- semi-automatic with wire feeding in an environment of protective inert gases - DC MIG;
- tungsten electrodes in an environment of protective inert gases AC TIG;
- coated electrodes without the use of inert gases - MMA;
- gas burner with coated electrodes without argon.
Each metal joining method has its own advantages and disadvantages and is designed for different applications.
Semi-automatic welding machines
Semi-automatic welding machines for aluminum operate in pulse mode. The high-voltage voltage pulse destroys the oxide film. Between pulses, the metal heats up, a drop flows into the weld pool and forms a high-quality seam.
Required welding equipment
To carry out welding work with duralumin parts, a standard electric arc welding machine and consumable electrodes are used, and this is also done using a gas torch. In production for such purposes they use:
- semi-automatic machines in which the wire is fed in a protective gas environment, they are designated DC MIG;
- welding equipment that works with non-consumable electrodes placed in an argon environment, they are designated AC TIG.
For welding duralumin, equipment that supports operation with direct and alternating current is used. It must be inverter, compact, so that it can be transported. It is good when the machine is equipped with an oscillator for welding, and the length of the hose for connecting the torch is up to 3 m.
Household welding method without argon
The method is more often called soldering, because the process does not use electricity, but the connection of parts made of aluminum and its alloys is quite strong. You only need to have a portable gas burner, preferably with a large cylinder volume, and a wire with solder, for example, HTC-2000.
The process of joining parts or sealing cracks is simple. Heat the part to a temperature until the rod with solder begins to melt, fill the cracks with solder, and connect the surfaces. But do not forget to first clean the parts from the oxide film.
If you are a professional in aluminum welding processes and have something to add or argue, then join the discussion in the comments block.
Source
Removing the oxide film
Usually, if you have a good flux specifically designed for soldering aluminum, the use of any special tricks is not required; it is enough to mechanically clean it and moisten the surface to be soldered with flux.
It is also possible to use acid for soldering aluminum. They use hydrochloric acid in which zinc is dissolved (soldering acid), and fluxes based on orthophosphoric acid are also used.
But if such a flux is not available or, due to poor quality, does not provide soldering, you can go another way. There are several ways to remove the oxide film for successful tinning of the workpiece.
In rosin
An aluminum wire or other part can be freed from the oxide film by immersing it in liquid rosin. To do this, you can either melt it or prepare an alcohol solution.
After immersing the part in rosin, use a sharp knife to scrape off the oxide film. The rosin layer prevents the access of air and the formation of new oxide. After this, the part can be tinned using a heated soldering iron with solder.
Abrasive powder
In the absence of flux and rosin, aluminum soldering can be done as follows. A paste is prepared consisting of abrasive powder and transformer oil.
Fine metal filings can also be used as an abrasive. The workpiece is coated with this composition, after which it is rubbed with a hot soldering iron with solder.
As a result of this, the abrasive grains or metal shavings remove the film, and the surface is immediately wetted with solder without access to air. After tinning, the product can be easily soldered.
We weld aluminum without argon
Hello friends! I will show you how to weld aluminum without argon, using a regular inverter. The entire process will be completely identical to that of electric arc welding of steel, with the exception of one small change. Using this method, you can easily repair aluminum parts or components at home, without expensive equipment for argon welding.
Chemical cleaning method
In essence, this method is nothing more than copper plating of an aluminum surface. It is performed as follows.
That part of the aluminum billet that is to be coated with a layer of copper is moistened with a solution of copper sulfate. Then take a direct current source with a voltage of 4.5 volts.
This could be a battery or accumulator. The aluminum part is connected to the negative terminal of the power source. A copper wire is connected to the positive terminal, the end of which is entangled in the bristles of a toothbrush.
Next, the brush is moistened with a solution of copper sulfate. The wire located in the bristles must be well moistened. After this, rub the area of the part previously moistened with the solution with a brush.
As a result of the galvanic reaction, the surface of the aluminum is coated with a thin layer of copper, allowing it to be soldered as if it were a copper part.
Will need
With the welding machine, I think everything is clear, but I need to explain about the electrode. It turns out that not so long ago, specialized electrodes for welding aluminum using conventional welding without an argon environment appeared on sale.
Brands may vary, so ask in stores. In any case, they can be purchased online without any problems.
They have the same structure as an electrode for steel: a core with a thick coating. Everything is the same here, only the electrode has a different color palette: the core is shiny, as it consists mainly of aluminum, the coating is white.
Such electrodes are intended not only for aluminum, but also for its alloys: silumin, duralumin. Therefore, you can cook them without difficulty.
We weld aluminum with a conventional inverter without argon
My first experience welding this metal in an argon-free environment. I will be welding thick plates. We secure the parts with clamps. We connect the negative to the bottom plate. Plus to the electrode.
Initially, I recommend setting the current to 100 A and trying it.
We cook everything on a short arc, since due to the rapid melting of the electrode it is very difficult to catch, especially if you are not used to it.
Once you get used to it, you can already hold the arc stably.
As after regular welding, we beat off the scale with a hammer.
Don't judge strictly, for the first training time, I think this is a good result.
Especially considering how labor-intensive and unusual this is after ordinary steel welding.