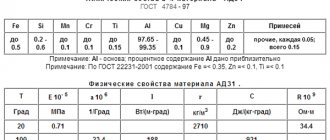
Hardening of aluminum profiles on a press
The cooling rate of aluminum profiles - hardening - immediately after exiting the press must be fast enough to retain magnesium and silicon in solid solution. This ensures the achievement of maximum mechanical properties of the profile material due to their release during subsequent hardening by aging.
The required cooling rate of a solid solution of alloying elements - magnesium and silicon in aluminum - to ensure the hardening effect depends on the cross-sectional dimensions of the aluminum profile and the methods of its cooling:
- calm air,
- fans,
- water mist,
- water spray cooling or
- in a stream of water.
The figure and table show the minimum permissible cooling rates of aluminum profiles for various alloys of the 6xxx series. For 6060 alloy aluminum profiles (AD31 aluminum alloy), still air or fan cooling is usually sufficient, while for 6061 alloy profiles, spray water cooling or water flow cooling is required.
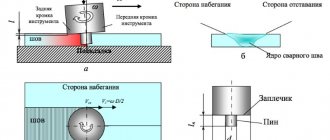
Press effect
The recrystallization temperature of some aluminum alloys with manganese, chromium, nickel, zirconium, titanium and other transition metals, subjected to certain hot and, in some cases, cold pressure treatment modes, exceeds the usually assigned heating temperature for deformation or hardening. Therefore, after quenching and aging of such alloys, they retain a non-recrystallized (polygonized) structure with a high dislocation density, which significantly increases strength compared to a recrystallized structure. This phenomenon is called structural hardening . Structural hardening is essentially a high-temperature thermo-mechanical treatment.
As a result of structural strengthening, the values of σ0.2 and σв increase to 30 - 40%. Structural hardening is most pronounced in pressed semi-finished products (rods, profiles, pipes), therefore this phenomenon in relation to them is called the press effect.
Source: www.metmk.com.ua
Aging of aluminum alloys
Aging of 6xxx series alloys is carried out to improve the mechanical properties of aluminum profiles. The extent of this increase in properties depends on the type of alloy and aging conditions. These conditions vary for:
- natural aging, which occurs “by itself” at room temperature, and
- artificial aging, which is carried out at elevated temperatures, about 160-200 ºС.
The strength of 6xxx series alloys is directly related to their ability to resist the movement of dislocations during deformation. When stress is applied to a material, dislocations form and move within it. As stress increases, the number and density of dislocations moving in the material increases until the material finally fails.
The movement of dislocations is inhibited due to the presence of Mg2I particles and therefore the strength of the aged aluminum alloy increases. The size and density of these particles are controlled by aging parameters. A small number of small particles of β”-Mg2I can do little to stop dislocations moving through a material, but when there are many of them they impede the movement of dislocations and this increases the strength of the material.
If the particles grow too large (β'-Mg2I and β-Mg2I), there are too few of them due to the limited content of Mg and Si in aluminum. In this case, dislocations easily bypass these particles and the strength of the material decreases.
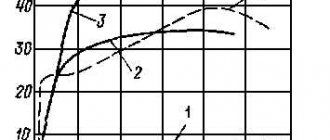
This is demonstrated by the schematic graph of typical artificial aging in the figure below.
heat treatment of aluminum alloy 6060 (AD31)
The peak strength properties are achieved with a large number of small β”-Mg2I particles. For 6xxx alloys, typical artificial aging parameters are a temperature of 170 ºС for 8 hours or 185 ºС for 6 hours.
Annealing methods for aluminum sheets
Annealing of aluminum alloys is not mandatory. But in some cases, without this heat treatment method it is impossible to achieve the desired characteristics of the material.
The reason for the use of annealing may be the special state of the alloy, which can be expressed in a decrease in the ductility of the material.
The use of annealing is recommended when observing three types of conditions:
- The non-equilibrium state characteristic of cast products is associated with the difference in temperature conditions. The cooling rate of cast products significantly exceeds the recommended one, at which the effect of equilibrium crystallization is achieved.
- Plastic deformation. This condition may be caused by technological requirements for the characteristics and shape of the finished product.
- Heterogeneous structure of the material caused by other heat treatment methods, including hardening and aging. In this case, one of the alloying components separates into the intermetallic phase, accompanied by supersaturation of the components.
The above problems can be eliminated by annealing. Normalization of the structure and condition of the aluminum alloy is accompanied by an increase in ductility. Depending on the type of nonequilibrium state, various annealing methods are selected.
Today there are three annealing modes:
- Homogenization. Designed for processing cast ingots. During the heat treatment of ingots at high temperatures, a uniform structure is achieved. This simplifies the rental process while reducing production costs. In some cases it can be used to improve the quality of deformed products. The annealing temperature is maintained within 500 degrees, followed by holding. Cooling can be done in several ways.
- Recrystallization. Used to restore deformed parts. This requires pre-treatment with a press. The annealing temperature varies in the range from 350 to 500 degrees. The holding time does not exceed 2 hours. The speed and method of cooling has no special limits.
- Heterogenization. Additional annealing after other heat treatment methods. This method is necessary for softening aluminum alloys. This processing method makes it possible to reduce the degree of strength while simultaneously increasing the level of ductility. Annealing is carried out at approximately 400 degrees Celsius. Exposure is usually 1-2 hours. This type of annealing significantly improves the performance characteristics of the metal and increases the degree of corrosion resistance.
T-states of aluminum alloys
Different options for aging parameters correspond to different designations of the state of aluminum alloys:
- T1 – cooled after pressing to room temperature and naturally aged;
- T4 – after pressing, hardened with separate heating and naturally aged;
- T5 – cooled after pressing to room temperature and artificially aged to maximum strength properties;
- T6 – after pressing, hardened with separate heating and artificially aged to maximum strength properties.
To refer to other aging treatments that are specifically designed to produce mechanical properties that differ from the maximum strength properties. For example, states T52 and T591 are used for aluminum profiles that are subject to bending, and state T7 is used for profiles that are used at elevated temperatures.
Selecting mode parameters
The non-consumable electrode welding method is used for products made of aluminum alloys with a thickness of up to 12 mm. When welding metal with a thickness of 1 to 6 mm, tungsten electrodes with a diameter of 1 to 5 mm are used. Welding current (A) is determined by the formula:
Ist=(60?65)de,
where de is the diameter of the electrode, mm
The arc is powered by an alternating current source with an oscillator, which helps destroy the oxide film. The open circuit voltage of the source must be increased. The reliability of gas protection of the arc and weld pool depends on the diameter and shape of the torch nozzle, the distance of the nozzle from the surface of the work being welded.
It is recommended to maintain the following ratios:
| Electrode diameter, mm | 2-3 | 4 | 5 | 6 |
| Nozzle diameter, mm | 10-12 | 12-16 | 14-18 | 16-22 |
The length of the W-electrode protruding from the nozzle (outlet) should be 1-1.5 mm when welding butt joints, and 4-8 mm for T-joints and corner joints. The arc length is maintained within 1.5-3 mm. Welding speed is selected from 8 to 12 m/h.
It is advisable to use connections with flanged edges when welding metal with a thickness of 0.8-2 mm.
Stretching and curing profiles
The usual practice for the manufacture of extruded aluminum profiles includes stretching them from 0.5% to 3% and then curing them with a delay of a day of artificial aging for profiles made of low-alloy 6xxx alloys (no more than 0.9% Mg2I), for example, aluminum alloys AD31, 6060 and 6063. This helps to achieve optimal mechanical properties of the profiles after aging.
However, such a delay for higher strength aluminum alloys (Mg2I content more than 0.9%), for example, 6061, can lead to reduced mechanical properties of the aluminum profile material. These alloys contain copper in an amount of at least 0.1%, which counteracts the effect of delayed artificial aging on the final mechanical properties of thermally strengthened aluminum profiles.
Welding difficulties
- The melting point of the oxide film is much higher than that of aluminum, and it melts later. This makes it difficult to form a seam
- The high thermal conductivity of aluminum requires an increase in welding current by 1.2-1.5 times compared, for example, with steel welding
- Significant residual deformations are formed, which requires special measures and devices
- The oxide film does not dissolve in liquid aluminum. This interferes with the formation of the seam and causes metallic inclusions to appear in it.
- When aluminum and its alloys are heated, there are no obvious signs of their transition to a liquid state. This requires a highly qualified welder
Lack of fusion of edges of aluminum structures
Preparation for welding. Cutting and edge preparation are carried out mechanically. They are degreased to a width of 100-150 mm with acetone, aviation gasoline, white spirit or another solvent. The oxidized film is removed mechanically or chemically. During mechanical processing, the welded edges to a width of 25-30 mm are cleaned with sandpaper, a scraper and a metal brush made of stainless wire. Cleaning is carried out immediately before welding.
Chemical etching is carried out for 0.5-1 min in a reagent consisting of 50 g of sodium hydroxide and 45 g of sodium fluoride per 1 liter of water. After etching, rinsing in running water follows, and then clarification in a 30-35% solution of nitric acid (for aluminum and AMts-type alloys) or in a 25% solution of orthophosphoric acid (for AMg and V-95 alloys). After repeated washing, drying is necessary until the moisture completely evaporates.
Aluminum welding wire is also treated before welding. First, it is degreased and then etched in a 15% sodium hydroxide solution for 5-10 minutes at a temperature of 60-70°C. After this, they are washed in cold water and dried for 10-30 minutes at a temperature of 300°C.
Materials prepared for welding retain their properties for 3-4 days. Then an oxide film forms on the surface again
LININGS FOR PROTECTION AGAINST METAL FLOW OUT FROM THE WELD BATH
Welding technique
Manual argon arc welding with a W-electrode is used to make butt, corner and T-joints. Structures with a thickness of up to 10 mm are welded with a “forward angle”, and more than 10 mm - with a “backward angle”. The angle between the filler wire and the torch should be 90°. The wire is fed in short reciprocating movements. Transverse vibrations of the W electrode are not allowed.
Products with a thickness of up to 4 mm inclusive are welded in one pass on a steel backing. With a thickness of 4 to 6 mm, welding is performed on both sides, and with a thickness of 6-12 mm, edges are prepared with a V-shaped or X-shaped groove.
The supply of argon begins 3-5 s before the arc is excited, and stops 5-7 s after the end of welding.
To reduce the likelihood of oxidation of the weld metal, the dimensions of the weld pool must be kept to a minimum.