Inverter welding involves the use of IIST - an inverter source of welding current. This is a welding unit, one of the power supply options for a welding arc, which is formed by a discharge in gas. It provides a permanent connection due to established interatomic bonds between the parts being welded under conditions of heating and/or plastic deformation. How to choose the right electrodes for welding with an inverter?
Welding Equipment Options
Different welding options can be performed by one type of machine; the universal IIST works in different modes, with different materials. The main goal is a constant stable burning process of the welding arc; easy ignition is also necessary.
Welding arc power sources:
- Transformers. Specially designed for welding work, by converting the mains voltage to low voltage, it converts the current from low to high. Indicators reach thousands of amperes. The parameters are changed by sectioning the turns of the device winding, primary or secondary.
- Electric generators running on diesel, gasoline or electricity. Otherwise called welding units, essentially mobile power plants capable of generating electric current for welding and electric arc cutting.
- Rectifiers. AC to DC energy converters, unidirectional, output type.
- Inverters. Devices for converting direct current into alternating current, changing the voltage according to the type of discrete signal. They are used as separate devices or in uninterruptible power supply systems.
Rectifiers and inverters are variants of the same electrical machine. This is due to the rule of reversibility of electric machines, which consists in converting electricity into mechanical energy and converting it back.
What problems does the electrode solve?
In general, electrodes solve several problems at once:
- The substances that make up the coating are characterized by a low ionization potential. As a result, the electric arc, after ignition, is easily saturated with free ions, which support and stabilize the combustion process.
- Coating the electrodes not only creates a gas cloud during combustion, but also contributes to the formation of a layer of slag on top of the weld. It performs a protective function and at the same time reduces the cooling rate of the molten metal. This creates favorable conditions for removing unwanted impurities or non-metallic inclusions from the seam.
- An important condition for obtaining high-quality seams is the absence of oxygen in them. Therefore, the electrode coating contains special substances – deoxidizers. During the welding process, they enter into a chemical reaction with oxygen and “bind” it.
- Another important function is alloying the weld metal with a number of elements in order to improve its properties. For this purpose, the electrode contains chromium, silicon, manganese, titanium, etc.
Purpose of electrodes
The name “electrode” itself comes from two Greek words: elektra and hodos. They are translated as "electricity" and "road".
Device and method of operation of the device
Structurally, the inverter is assembled as a unit of several devices:
- Transformer providing voltage reduction.
- A block of circuits based on metal-oxide-semiconductor type transistors - MOS, in English - MOSFET - metal-oxide-semiconductor field effect transistor, or IGBT - in English, IGBT - Insulated-gate bipolar transistor.
- Choke for stabilizing current ripples.
The device operates as follows:
The mains voltage is supplied to the rectifier, the direct current is converted into alternating current, which has a high frequency. It is transmitted to the welding transformer, from which the voltage goes to the welding arc.
A special feature of the inverter apparatus is its compactness and improved quality of arc operation. Thanks to this, efficiency increases, spatter during operation decreases, and welding parameters can be adjusted. This has led to their popularity and widespread use not only by professionals, but also by amateur craftsmen.
How to choose electrodes for welding with an inverter
To ensure a high level of skill in the process of welding metals and to obtain an even, reliable seam, it is worth concentrating not only on the characteristics of the inverter, but also on the parameters of the welded rods.
Electrodes for inverter welding are rods that conduct electric current directly to the location where the welding process takes place. Efficiency is ensured by a number of parameters that should characterize the electrode. The main ones:
- Uniform melting of the rod itself and its coating.
- Maintaining the physical, mechanical and chemical characteristics of the rod material during storage and operation.
- Low toxicity, minimal release of harmful substances during the welding process.
During welding, he is required to provide a stable, constant combustion arc to obtain a smooth, beautiful seam, the absence of massive splashing of hot metal splashes, and easy separation of the slag formed on the surface of the seam.
Electrodes are divided into categories according to their intended use.
The rods are suitable for welding:
- Products and surfaces made of carbon or low-alloy metals.
- Parts made of heat-resistant materials with high strength and hardness.
- Stainless steel components.
- Products made of aluminum and copper alloys or corresponding pure materials.
- Parts and components made of cast iron.
- In conditions of small repair work, if necessary, surfacing on existing products.
- Surfaces made of unknown metals.
Type of electrode coating
The choice of one type of coating or another depends on the materials being welded, as well as the loads that the structure will experience. There are 4 types of coatings.
Basic (labeling B)
Consumables with a basic coating are used to produce high-quality seams characterized by significant impact strength, strength, and ductility. The seam is resistant to the formation of crystallization cracks and natural aging. These products are used in the manufacture of critical structures that have to be used in harsh climates.
Advantages:
- good mechanical characteristics and high chemical purity of the seam;
- minimum hydrogen in the welded metal.
There are also disadvantages:
- Sometimes pores form in the weld. This can happen when the coating is wet. Pores are also formed if there is scale, rust or oil traces along the edges of the parts being connected;
- storage difficulties;
- slag separation is very labor-intensive;
- short and unstable arc.
Rutile (labeling P)
The area of use of products with rutile coating is electric welding of parts made of low-carbon steels. Technological advantages include:
- stable arc burning when using direct and alternating current;
- minimum spattering of material during inverter welding;
- good slag separation;
- aesthetics of the seam;
- Possibility of use for joining rusty and (or) contaminated workpieces.
The main disadvantage of rutile coating is its limited area of use. In particular, such electrodes cannot be used to connect elements that are planned to be operated at high temperatures. There is another drawback: low chemical purity and high fluidity of the metal.
Sour (labeling A)
The main advantage of coatings marked A is the zero risk of pore formation in the weld area, even if there is a layer of scale and (or) rust on the elements being connected. The features of this option also include ease of ignition and uniform arc burning. This option is used with minimal requirements for the finished structure. Acid coated rods can be used with AC or DC current.
Advantages:
- low cost of work;
- minimal labor intensity for slag removal;
- possibility of use with direct and alternating current;
- ease of storage;
- high level of deoxidation.
The disadvantages include:
- fumes harmful to health;
- high level of metal fluidity;
- welding spatter;
- high probability of hot cracks forming.
Pulp
Products coated with cellulose are marked with the letter C. They are distinguished by stable arc burning at constant current. Such consumables are used when welding main pipes made of low-carbon steel.
Advantages:
- high-quality penetration;
- minimum slag.
This category is not recommended for working with alloys with a high carbon content. Another drawback is hot metal splashes during operation. When used with AC current, additional equipment is required.
- thin (marked M). Ratio from 1.2;
- medium (C) - from 1.45;
- thick (D) - up to 1.8;
- especially thick (G) from 1.8.
The thickness of the coating for quality products ranges from 0.5-2.5 mm. By weight, this is 20-40% of the same parameter of the internal rod.
Main characteristics of welding rods
When selecting electrodes for welding, pay attention to the following characteristics:
- Diameter. The value of this indicator is related to what parts or products need to be connected by welding methods, what their size and thickness are. This is also determined by the characteristics of the welding machine. The most common diameter is 3 mm.
- Electrode brand. Determined by the properties of the materials used in the manufacture of the rods.
- Coating. Protects the rod from corrosion processes. Another task is to create a protective cloud of gases around the welding site to prevent oxidation and slag formation.
- Storage conditions. Coatings are capable of absorbing moisture, which negatively affects the quality of the seam and ignition of the arc.
- Manufacturer's brand.
Varieties of rods, as well as the requirements for them, are described in GOST regulatory documents.
Advantages of popular brands of electrodes
Many modern types of electrodes for welding using an inverter have the following advantages.
- Easy to weld. Difficulties when welding with such electrodes can arise if you incorrectly select them according to the composition of the core material.
- High quality seam. This parameter is the most important during welding work, and the electrodes of the indicated brands make it possible to ensure it. Using such electrodes for the inverter, you can obtain high-quality internal and external connections, welds of convex and concave shapes.
- Easy slag separation. The slag obtained when welding using such electrodes is easily separated, which makes it possible to immediately see what quality of weld they provide.
- Corroded parts can be welded. Of course, products covered with a layer of rust are cooked very rarely, but these electrodes make it possible to obtain a high-quality and reliable seam even in this case.
- The welding process is safe for the welder in terms of sanitary and hygienic standards.
Electrodes of the ANO brand from the famous manufacturer ESAB
Types of electrodes by design and material
Important criteria by which welding rods are distinguished are design and material.
The material from which the electrodes are made
The quality characteristics of the seams depend to a large extent on the properties of the materials used in the manufacture of the rods. In accordance with State standards, two large groups of materials are used for the production of rods:
- Metals
- Non-metallic materials.
According to another classification, they are divided into two groups
- Non-consumable - made from coal material, tungsten, graphite
| Types of rods | Stamps | Application |
| Coal. Non-metallic, copper plated surface possible | SK-welding round ⌀: 4, 6, 8, 10, 15, 18 mm Length: 250 ±10 mm | Used in air-arc cutting conditions to eliminate seam defects |
| VAR - air-arc ⌀: 6,8,10,12 mm Length: 300 ±10 mm | ||
| VDK – air-arc round ⌀: 12x5, 18x5 mm Length: 350 ±10 mm | ||
| Tungsten Metal. Classified by additives in % | EVL – lanthanum tungsten (2%) | Mostly applicable for argon arc welding. Highly wear resistant |
| EVI-yttriated (2%) | ||
| EVT-thoriated (up to 1.5%) | ||
| EHF – has no additives | ||
| Graphite or graphitized. Non-metallic | Not specially produced. It is obtained by turning graphitized rods for ore-smelting furnaces using an electric arc. | Used for arc welding and cutting |
For tungsten metal rods, color coding is used:
WP (green). Alternating current. They work on magnesium, aluminum, various alloys WT-20 (red) - direct current, used for welding several types of steels: carbon, low-alloy, stainless.
WC-20 (gray). Direct and alternating current. A universal option for welding all types of steel products.
WL-15 (gold). Direct and alternating current. They work on stainless and alloy steels.
WL-20 (blue). Direct and alternating current. Weld stainless and laminated types of steel products.
WY-20 (dark blue). D.C. They work not only with stainless steel, low-alloy steel, carbon steel, but also with other metal materials: copper and titanium.
WZ-8 (white). Alternating current. Weld aluminum and magnesium products. Additives are delivered separately. The work is carried out in a gas environment to protect the elements being welded.
Non-consumable rods are distinguished by a number of positive qualities - they do not subject the metal to deformation; — provide an even, strong, durable seam; — the welding and cutting process takes place at high speed.
There are disadvantages: the gas that creates the protective bath is easily blown out when working in the air, especially in windy weather. In addition, preliminary work on the metal and cleaning of the surfaces to be welded are necessary.
- Melting – metal rods. Melting of the electrode leads to the formation of a seam.
Among them, there are two types: uncoated and coated. The first option was previously used very widely. Now it has been replaced by options with different types of coatings. The uncoated version can be used when a specialized continuous gas shielded welding technology is in operation.
The organic and inorganic substances that make up the coating create certain effects. A protective gas cloud appears around the weld pool. Part of the coating becomes liquid and covers the molten metal, separating it from air oxygen. Protective mechanisms are created for the resulting weld from environmental influences.
Powder coating solves two main problems:
— adjusts the stability and constancy of the combustion processes of the electrode material; - a change in the physico-chemical characteristics of the metal material being welded due to the ingress of elements of the rod, interaction at the level of atoms of substances.
Electrode coatings
The efficiency of welding work depends to a large extent on the coatings of the rods.
There are four types of coatings:
- Basics. Designation B.
UONI - Universal coating of a scientific research institute, works when welding on direct current. Creates strong, flexible, elastic seams that are resistant to various influences, including impact loads. They work in all spatial positions, with the exception of vertical top-down and metal products that are very thick.
- Rutile. Designation R.
Capable of working in all welding modes: constant. and change. current in any spatial directions, except vertical from top to bottom. Lights up easily even with low inverter open circuit voltage. Negative point: slag on the seams can create problems; sometimes it can only be removed with a hammer.
- Sour. Designation A.
Can be welded in all welding modes: constant. and change. current in any spatial position except vertical. It is recommended not to use for steels that contain a lot of carbon and sulfur. As disadvantages, relatively large spattering was noted, and sometimes cracks were observed in the seams. In addition, the toxicity of the acidic version requires special preparation of the workplace - equipping it with exhaust equipment.
- Pulp. Designation C.
Welding with direct and alternating current can take place in all spatial positions. Convenient to use in installation conditions. A special requirement is to prevent overheating. Large splashing and, accordingly, increased material losses.
- Mixed look. AC designation.
Possibility of welding work on various structures, pipelines, in any position of the seam, with the exception of the ceiling. Low consumption per unit of deposited metal.
Spraying is based on a number of components:
A – oxide of iron, lead or other metals.
B – two calcium-based components: carbonate and fluoride.
C – cellulose as a basic characteristic.
R – rutile as the main element.
Other parameters for assessing rods
When choosing electrodes, pay attention to the dimensions of the rod. The diameter determines the thickness and size of metal products that can be welded with it.
There is a standard size table that shows the correspondence between the thickness of sheets or steel products and the diameter of the electrodes:
| Thickness of steel sheet or part in mm | 1,5 | 2 | 3 | 4-5 | 2-12 | Over 13 |
| Welding rod diameter in mm | 1,6 | 2-2,5 | 2,5-3 | 3,2-4 | 4-5 | 5 |
Another important indicator relates to the electrical current in amperes, which is necessary in order to successfully weld metal of a certain thickness.
| Thickness of steel sheet or part in mm | 2 | 2,5 | 3 | 4 | 5 |
| Current strength in a | 55-65 | 55-80 | 70-120 | 130-160 | 180-210 |
When work takes place in a vertical or ceiling position, the current strength can be reduced by 15-20%. in this case, the diameter of the rod is sufficient up to 4 mm.
Manual arc welding technology
Materials to be welded
With the help of RDS, as a rule, steels are welded: carbon steel of ordinary quality (according to GOST 380-88); high-quality carbon structural ones with normal (grades 10, 15 and 20) and increased (grades 15G and 20G) manganese content (GOST 1050-74 and GOST 4543-71, respectively); low-alloy (GOST 19282-73; GOST 19281-73); alloyed structural (GOST 4543-71); heat-resistant (GOST 20072-88); highly alloyed, as well as heat-resistant and heat-resistant Fe-Ni alloys) according to GOST 5632-72. In addition, using RDS it is possible to weld cast iron and non-ferrous metals (Al, Cu and their alloys).
Electrodes for RDS and examples of their industrial applications
For RDS with a consumable electrode, electrodes are used, which are rods of welding wire (0.225–0.450 m long) with an electrode coating. The coating is applied for the purpose of: maintaining a stable arc; protection of the welding arc zone from exposure to O2 and N2 air; the formation of a layer of slag on the surface of the weld pool and the weld metal, protecting the pool from air access and slowing down the cooling of the slag; deoxidation of the weld metal and its alloying.
For the manufacture of electrode rods, wire made of steel and non-ferrous metals is used. When welding cast iron, bronze and some other metals, cast electrode rods are also used.
According to GOST 2246-70, cold-drawn welding wire is marked as follows: low-carbon - Sv-08, Sv-08A, Sv-08AA, Sv-08GA and SV-10G2; alloyed - Sv-08GS, Sv-12GS, Sv-08G2S, Sv-10GN, Sv-08GSMT, etc. (30 grades in total); high-alloy Sv-12Kh11NMF, Sv-10Kh11NVMF, Sv-12X13, Sv-20Kh13, Sv-06Kh14, Sv-08Kh14GNT, etc. (41 grades in total).
General requirements for electrodes
According to GOST 9466-75, according to their intended purpose, electrodes are divided for welding: U - carbon and low-alloy structural steels with σw≤600 MPa; L - alloyed structural steels with σв≤600 MPa, T - alloyed heat-resistant steels, B - high-alloy steels with special properties.
Electrodes for welding steel are divided into types - according to GOST 9467-75 and GOST 10052-75 and into brands - according to standards or specifications (each type of electrode may correspond to one or more brands).
Based on the thickness of the coating, depending on the ratio D/de (D is the diameter of the coating, de is the diameter of the electrode, determined by the diameter of the rod), electrodes are divided into:
M - with thin (D/de≤1.20), C - with medium (l.20e≤1.45), D - with thick (l.45e≤l.80) and G - with especially thick (D/de> 1.80) coated.
Depending on the coating, electrodes are divided into types: A (acid coating), B (basic coating), C (cellulose), P (rutile) and P (other types of coatings). When covering a mixed type, the corresponding double designation is used. If the coating contains iron powder in an amount of >20%, the letter Z is added to the designation of the type of coating.
According to the permissible spatial positions, welding electrodes are divided into groups: 1 - for all positions; 2 - for all positions, except vertical welding “from top to bottom”; 3 - for lower, horizontal on a vertical plane and vertical “from bottom to top”; 4 - for the bottom and bottom “in a boat”.
According to the type and polarity of the Iw used, as well as the rated voltage Ux.x of the power source used for the AC welding arc with a frequency of 50 Hz, the electrodes are divided in accordance with Table. 1.1.
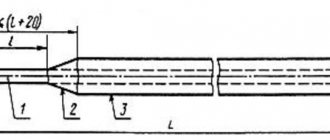
The structure of the symbol for electrodes according to GOST 9466-75 is shown in Fig. 1.1. The full designation of the electrode must be indicated on the labels or markings of boxes, packs and boxes with electrodes.
Types of coated electrodes for welded structural and heat-resistant steels
Requirements for metal coated electrodes for RDS of carbon, low-alloy and alloyed structural steels, as well as alloyed heat-resistant steels are established by GOST 9467-75.
Electrodes for welding structural steels are divided into the following types according to the mechanical properties of the weld metal, deposited metal and welded joints at normal temperature:
— E38, E42, E46 and E50 — for welding carbon and low-alloy structural steels with σв≤500 MPa;
- E42A, E46A and E50A - for welding carbon and low-alloy structural steels with σв≤500 MPa, when increased requirements for ductility and impact toughness are imposed on the weld metal;
— E55 and E60 — for the same steels with σв = 500÷600 MPa;
- E70, E85, E100, E125, E150 - for welding alloyed structural steels of increased and high strength with σв≥600 MPa.
The chemical composition of the metal deposited with the above types of electrodes must comply with the requirements of standards or specifications for electrodes of specific brands. The mechanical properties of the weld metal, deposited metal and welding joint must comply with the standards given in Table. 1.2.
Notes: 1. For electrodes of types E38, E42. E46. E50. E42A, E46A, E50A, E55 and E60 the given values of mechanical properties are set in the after welding state, without heat treatment. After maintenance, the mechanical properties for the electrodes of the listed types must meet the requirements of the standards. 2. For electrodes of types E70, E85, E100, E125 and E150, the given values of mechanical properties are established for the weld metal and deposited metal after maintenance according to the modes regulated by standards or specifications for electrodes of specific brands. The mechanical properties of the weld metal and deposited metal in the as-welded state for electrodes of the listed types must comply with the requirements of the standards or specifications for electrodes of specific brands. 3. Indicators of the mechanical properties of welded joints made with electrodes of types E70, E85, E100, E125 and 3150 with de≤3 mm. must comply with the requirements of standards or specifications for electrodes of specific brands.
According to GOST 9466-75, in the symbolic designation of electrodes, a group of indices indicating the characteristics of the deposited metal and weld metal, in the denominator (see Fig. 1.1) is written as follows: the first two indicate the minimum value of σв, and the third conditionally characterizes the minimum values of both relative elongation δ5 and critical brittleness temperature Tx (Table 1.3). In this case, the characteristics of mechanical properties are determined in accordance with the requirements of GOST 9466-75.
Electrodes for welding alloyed heat-resistant steels
According to GOST 9467-75, these electrodes, depending on the chemical composition, are divided into the following types: E-09M, E-09MH, E-09X1M, E-05X2M. E-09Kh2M1, E-09Kh1MF, E-10Kh1M1NFB, E-10KhZM1BF, E-10Kh5MF.
The chemical composition of the metal, the deposited electrode for welding alloy heat-resistant steel, as well as the mechanical properties of the deposited metal or weld metal must comply with the standards given in Table. 1.4.
Notes: 1. The given values of mechanical properties are established for weld metal and deposited metal after maintenance according to the modes regulated by standards or specifications for electrodes. 2. Indicators of the mechanical properties of welded joints made with electrodes with d e < 3 mm must comply with the requirements of standards or specifications for specific brands of electrodes.
In the symbol designation of the electrode for welding alloy heat-resistant steels, the group of indices indicating the characteristics of the deposited metal and weld metal according to GOST 9466-75 must include two indices. The first characterizes the value of Tx (as the third figure in Table 1.3), and the second characterizes the maximum operating temperature at which the long-term strength of the deposited metal and weld metal is regulated (Table 1.5).
* The maximum operating temperature at which the long-term strength of the deposited metal and weld metal is regulated.
Electrodes for welding high-alloy steels with special properties
According to GOST 10052-75, there are 49 types of electrodes for RDS of corrosion-resistant, heat-resistant and heat-resistant high-alloy steels of martensitic, martensitic-ferritic, ferritic, austenitic-ferritic and austenitic classes (E-12X13, E-06X13, E-10X17T, E-12X11NMF, E -12Х11НВМФ, etc.).
The classification of electrodes by type is based on the chemical composition and mechanical properties (Table 1.6). For some types of electrodes, the content of the ferrite phase in the structure is also standardized (Table 1.7), its resistance to intergranular corrosion and the maximum temperature at which the long-term strength of the weld metal is regulated.
*1 The weld metal and weld metal are not prone to intergranular corrosion; testing according to the method (GOST 6032 - 84). *2 Maximum operating temperature (°C) at which the long-term strength of the deposited metal and weld metal is regulated. *3 Maximum operating temperature of welded joints (°C), up to which the use of electrodes is allowed when welding heat-resistant steels. *4 Content of the ferrite phase in the deposited metal for electrodes that provide the austenitic-ferritic structure of the deposited metal.
The given standards for the chemical composition of the deposited metal and the content of the ferrite phase in it, as well as the mechanical properties of the weld metal and deposited metal must be checked when testing electrodes in accordance with the requirements of GOST 94R6-75.
Tests of the deposited metal for intergranular corrosion are carried out in accordance with GOST 6032-84 or according to a special method specified in the standard or specifications for electrodes of a specific brand.
The symbol of the electrodes must comply with GOST 9466-75.
In the denominator of the symbol, the group of indices indicating the characteristics of the deposited metal and weld metal should consist of four digits for electrodes that ensure the austenite-ferritic structure of the deposited metal, and three for the remaining electrodes. The indices characterize the resistance of the deposited metal and the weld metal to MCC, heat resistance, heat (resistance and the amount of ferrite phase in the weld metal (Table 1.8). All data necessary for compiling a group of indices must be taken from the standards or specifications for specific brands of electrodes.
Electrodes for welding cast iron and non-ferrous metals
Specifications for coated electrodes for welding cast iron and non-ferrous metals (aluminum, copper and their alloys) are not regulated by state standards, and all of these electrodes are manufactured according to standard standards or specifications for specific brands of electrodes.
For welding cast iron, electrodes of the OMCh-1, VCh-3, MNCh-1, MNCh-2, TsCh-ZA, TsCh-4, etc. grades are most often used. For welding aluminum and its alloys, electrodes of the OEA-1, OEA grades are widely used -2 and A2, and for welding copper and its alloys - electrodes of the Komsomolets-100, MN-5 and OEB-1 brands.
Features of welding technology
Types of Welds and Edge Preparation
The main types and structural elements of the seam of welded joints are regulated by GOST 5264-80, GOST 11534-75 and GOST 16037-80.
Welding technique
The arc is ignited by briefly touching the end of the electrode to the workpiece. Due to the flow of Ik.e and the presence of contact resistance, the end of the electrode quickly heats up to a high temperature, and after the electrode is separated from the product, an arc discharge is established; the gap should not exceed 4-5 mm, otherwise the arc will be interrupted. A necessary condition for the initiation of the arc at the moment of separation of the electrode is to ensure a rapid rise in voltage from the power source to 20-25 V.
The arc is “guided” in such a way that the welded edges are fused to form the required amount of deposited metal and that the seam is well formed. This is possible provided that ld is constant and the electrode moves along a given path (ld is the distance between the end of the electrode and the weld pool). LD=(0.5÷1.2)de is considered normal depending on the brand of electrode and welding conditions. The constancy of ld depends on the qualifications of the welder, who must bring the electrode to the product evenly as the welding site melts.
The main, most commonly used methods of moving the end of the electrode during welding are given in table. 1.9. With a very short arc, the weld is poorly formed, and with an excessively large arc, the penetration depth decreases, spatter increases, and the quality of the weld metal deteriorates. In some cases (for example, when welding with a base-coated electrode), this can lead to the formation of pores in the weld metal.
Depending on the length of the joint being welded and the thickness of the metal δme, there are several methods for making a seam (Fig. 1.2).
Short seams (up to 250 mm long) are usually made “for passage”. Seams of medium length (250-1000 mm) - either from the middle to the edges, or in a reverse-step manner. In the latter case, the joint is divided into short sections (100-300 mm). Welding at each section is carried out in the direction opposite to its general direction; the end of the next section coincides with the beginning of the previous one.
Long seams are made in a reverse-step manner from the middle to the edges, which reduces welding stress and deformation.
When welding metal of large thickness, the seams are performed in several passes in layers or beads (Fig. 1.3), which also helps to reduce welding stresses and deformations. With the first method, each layer of the seam is performed in one pass, with the second - in several passes. When welding in layers, internal stresses and, consequently, deformations are relieved to a greater extent than when welding with beads. The first method is used mainly when welding fillet welds, the second - when butt welding, since wide high-quality seams in the upper and middle parts of the groove are difficult to perform.
To reduce welding stresses and deformations, they also use the method of filling the groove using the cascade method or “slide” (Fig. 1.4). In this case, the seams are divided into short sections, and each subsequent seam during welding is placed on the metal of the previous layer that has not yet cooled down. Slide welding is a type of cascade method. If the length is large, it is carried simultaneously from the middle to the edges by two welders.
RDS modes
With RDS, the characteristics of the welding mode are: de, Iw, Ud, vw, type of current, polarity, etc. The value of Iw is selected depending on the type of welding joints, the grade and thickness of the metal, the position of the weld in space, etc. (according to the recommendations of the technical documentation on each specific brand of electrode).
Approximate welding modes can be determined from the dependencies given in table. 1.10.
The type and polarity of Ist depend mainly on the thickness of the metal and the brand of the electrode. When the metal thickness is small, medium-carbon and high-alloy steels are welded primarily using direct current of reverse polarity, which reduces the likelihood of burn-through and overheating of the metal. Low-carbon and low-alloy steels of medium and large thickness are often welded using alternating current to reduce energy consumption and the cost of welding equipment.
The arc voltage during RDS varies within relatively narrow limits and is selected based on the recommendations of the technical documentation for a given brand of electrode. The welding speed is usually selected taking into account the need to obtain a layer of deposited metal having a certain cross-sectional area.
When welding multilayer butt welds with edge preparation, the number of passes depends on the total cross-sectional area of the deposited metal and the weld deposited in one pass.
Welding technology for carbon and low-alloy steels
When welding low-carbon steels, in most cases, the use of special technological measures aimed at preventing the formation of hardening structures in the heat-affected zone is not required. Depending on the strength characteristics of the steel being welded, electrodes with rutile and ilmenite coatings of types E42 and E46 (for example, ANO-6, ANO-4, etc.) are widely used. For especially critical steel structures, electrodes with a basic coating of types E42A and E46A are used (for example, UONI-13/45, SM-11, E-138/45N, etc., Table 1.11). When welding fillet welds on thick metal and the first layer of a multilayer weld, it is recommended to preheat the parts being welded to 120-150°C to increase the resistance of the weld metal against crystallization cracks.
Medium-carbon steels (St.5, St.30, etc.) and some low-alloy steels with a content of carbon and alloying impurities close to the upper limit are welded with preheating to 150–300°C, which slows down the cooling of products and in many cases avoids the formation low-plasticity and brittle hardening structures. For the same purpose, the welding speed is reduced, and it is also performed with two or more extended welding arcs. For welding, electrodes of types E42A, E46A and E50A with a basic coating are used (UONI-13/45, UONI-13/55, E-138/45N, ANO-T, etc.). At mm, the σв of the weld metal is ensured not lower than the σв of the base metal. The technology for welding high-carbon steels necessarily involves preheating to 350–400 °C, sometimes accompanying heating and subsequent heat treatment.
The edges of the joints are carefully processed, maintaining a uniform gap. Products are assembled using devices that allow free shrinkage during the welding process.
Tack welding and welding are performed with direct current of reverse polarity, reduced by 10-20% compared to Ist for low-carbon steels. The craters are carefully melted, ensuring a smooth transition of the seam to the base metal.
When welding metal with a thickness >6 mm, multilayer seams are applied; the process is carried out with an interval between the application of layers. Be sure to apply an annealing roller. Structures made of hardening steels are subjected to heat treatment after welding.
Welding technology of heat-resistant molybdenum and chrome-molybdenum steels
The assembly of structures is carried out without backing rings, using devices that eliminate tacks or reduce the number of tacks to a minimum. It is desirable to cut edges with a curved bevel.
Before welding, with a metal thickness of δme≥10 mm, preliminary heating is required, and during the welding process, concomitant heating is required. The latter is excluded in cases where welding is carried out by two welders. Welding is performed with direct current of reverse polarity.
When δme≥5 mm, multilayer welding is used. When welding vertical joints with δme>30 mm, as well as horizontal joints, the seam is reinforced with several rollers. The annealing roller is applied last. After welding, heat treatment (high tempering) is carried out.
Some brands of electrodes for welding alloyed heat-resistant steels are given in Table. 1.12.
* Welding with direct current of reverse polarity.
Welding technology for high-alloy steels
Welding is performed with special electrodes (Table 1.13) using direct current of reverse polarity; Ist is 10-20% less than for low-carbon steel. Welding is performed with a short arc without transverse vibrations of the end of the electrode. Shortened electrodes of small diameter are used. The root of the seam is welded with an electrode with de=2÷3 mm.
Welding is carried out at high speeds, with multilayer seams with a large time interval between the application of individual layers.
Austenitic steels are intensively cooled during welding; seams of austenitic steels facing an aggressive environment are welded last. The arc is lit at the seam, and the craters are carefully melted.
Chromium steels are welded with heating to 200-400°C, after welding they are cooled to 150-200°C and high tempering is carried out (heating in a furnace to 720-750°C with holding for 5 minutes at δme = 1 mm, but not less 1 hour, followed by cooling in air; with a content of 17-20% Cr, the exposure is increased to 10 minutes for each millimeter of the δme layer).
Scale-resistant steels are tempered after welding at 650°C. Ferritic steels (X25, X30) are heated to 800-850°C and cooled in water. Heat treatment of austenitic steels is performed only to level the structure of the weld and the base metal and to prevent intergranular corrosion (stabilizing annealing - heating for 2-3 hours at 850-900°C or quenching in water after heating to 1050-1100°C). High-manganese austenitic steel (G13L) is welded in a hardened state (the latter is determined using a magnet - hardened steel is non-magnetic). Austenitic steels are subject to severe warping, so they are welded using various clamps or in a reverse-step method, etc.
Which electrodes are best for an inverter?
When choosing rods for an inverter welding machine, you should focus primarily on the material that will have to be welded. The electrode core must be similar in type to this type of metal. Stainless steels require rods of the same type, and if the steel has heat-resistant properties, you need the same steel rod with heat-resistant characteristics. To form an even, strong seam, high-alloy steels must be welded with rods with the same composition of alloying elements.
Suitable brands of rods for home and construction sites:
MR-3
Universal, well-known electrodes. Can be successfully used on slightly corroded metal. Electrodes E46, P and BR coating. Successfully used for welding structures made of carbon and low-alloy steels. It is possible to weld products with large thicknesses. Electrodes with a diameter from 3 to 5 mm are produced.
Peculiarities:
- high values of electric arc resistance;
- slight splashing;
- easy removal of the slag layer;
- easy ignition both primary and re-ignition.
There is a requirement to clean the welding surface and remove scale.
SSSI 13/55
Allows you to create high-quality seams. Experienced welders and highly qualified craftsmen can work with them. Electrode type E50A, preferably basic coating. Fluoride or carbonate spraying is acceptable; in this case, the gas content of the seam and the number of non-metallic inclusions that impair quality are reduced.
Specifications:
- diameter from 2 to 4 mm;
- deposition coefficient 9.5 g per A*h;
- 1 kg of deposited metal material requires about 1.5 kg of rods;
- yield strength 420 mPa;
- tensile strength 530 mPa;
- relative elongation rate 22%;
- Impact strength depends on temperature conditions, from 50 to 130 J/cm2.
ANO4
The rods are highly flammable and do not need to be ignited. Electrodes E46, rutile coating. The main type of use is welding steel products of carbon and low-alloy grades. They work with all types of current in any spatial directions, with the exception of the direction from top to bottom.
Available in diameters from 2 to 6 mm.
Technical specifications
- rutile coating
- deposition coefficient 8.6 g per A*h;
- productive part for surfacing 1.4 kg/h with a diameter of 4 mm.
- resistance 480 mPa;
- yield strength 380 mPa;
- relative elongation 25%.
UTP 65D
The rods are good at working with various steels and alloys, the seams will be of high quality. Applicable for direct and alternating current of different polarities. Rutile coating. Produced in Austria. Often used in automotive companies and car repair shops for body work.
Pros:
- arc stability;
- low spattering and, therefore, minimizing material loss;
- ability to work with various thicknesses of metal products, with thin- and thick-walled parts and sheets.
- smooth seams with no internal gaps. Can be processed immediately after the metal has hardened.
- possibility of cold hardening of metal material along the seam.
- easy removal of slag layers.
- good tolerance to humid environments, as well as overheating.
Features of operation: before the welding process, the rods must be dried for two hours at a temperature of 160-170 degrees. C. The area of the surfaces to be welded is cleaned. Working with large thicknesses of material requires preliminary preparation of the edge with a bevel angle of approximately 60 degrees.
Electrode selection criteria
First of all, it should be borne in mind that electrodes can be of consumable and non-consumable type. The first ones are made of a metal rod, onto the surface of which a special coating is applied, which helps protect the welding zone and increases the stability of the arc. They are used to perform manual arc welding. Products of the second category - non-consumable - are used to perform welding work in a shielding gas (argon), their varieties and features of use will be discussed in a separate article.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
When choosing electrodes for welding using an inverter, you should take into account that the material of the parts being joined will also affect the quality characteristics of the seam being formed. Accordingly, in order to weld different materials, different types of welding electrodes are used. So, for example:
- to connect products made from low-carbon and low-alloy steel grades, carbon electrodes are chosen;
- to connect products made of alloy steel, electrodes of the corresponding brands are used: OZS-4, MR-3 (GOST 9466-75), MR-3, ANO-21, UONI 13/45 (GOST 9467-75);
- if it is necessary to carry out welding work with surfacing or other types of steel, then choose electrodes with a core made of high-alloy metal - TsL-11 (GOST 9466-75);
- in order to cook cast iron, it is also necessary to select electrodes of the appropriate brand - OZCH-2 (GOST 9466-75).
General view of MP-3 electrodes
To date, the following rating of electrodes used for welding using an inverter has been formed.
- ANO. Welding electrodes of this brand are highly flammable and do not require additional calcination. Both novice welders and professionals can work with them equally successfully.
- MP-3 is a universal type; they can even be used to connect uncleaned surfaces.
- MR-3S. Electrodes of this brand should be chosen if increased demands are placed on the characteristics of the seam.
- UONI 13/55 is used for installation of critical structures that require high quality welds. It will be difficult for a novice welder to work with them: their use requires certain experience and high qualifications.
Electrodes UONI 13/55
Requirements for electrodes
When choosing rods for work, you should carefully consider and evaluate them. The coating must be free of chips and damage, otherwise it will not be possible to achieve uniform heating and a uniform seam. At the tip of the electrode, the thickness of the lubricant should be the same as on the entire rod - thanks to this, the electric arc will pass through the center.
It is worth checking the humidity of the coating; sometimes the increased humidity of the coating does not allow the rod to light easily. Hence, the requirements for storing electrodes in a dry place, preferably hermetically sealed. Craftsmen recommend putting bags of salt in the packaging to remove excess moisture. If it happens that the electrodes become damp, they can be dried in the kitchen oven at low temperature. This parameter is indicated on the product packaging. You can also leave it in a ventilated, dry room.
During welding work, to obtain a high-quality, durable, stable seam, the following points must be taken into account:
- The correct amperage for a particular product.
- Suitable diameter of the welding electrode for the product and type of work.
- Taking into account the size and thickness of the materials being welded.
Having selected the parameters, the welder creates a stable, well-burning arc, which will ensure the implementation of welding work at a high level. Literature and sources used:
- M. D. Banov, Yu. V. Kazakov, M. G. Kozulin and others; edited by Yu. V. Kazakova. Welding and cutting materials: Textbook. — 2nd edition, stereotypical. - Publishing House, 2002.
- Kozhevnikov D.V., Kirsanov S.V. Metal cutting tools. Textbook (UMO stamp). Tomsk: Tomsk University Publishing House. 2003.
- Wikipedia article
How the electrode works
The electrode is a metal core coated with a special compound called “coating”. During operation, the core melts and, together with the metal of the product, forms a seam. At the same time, the coating burns to form gas, which is necessary to protect the welding zone from the harmful effects of air (we are talking primarily about the negative impact of oxygen and nitrogen on the molten metal).
Manual arc welding