In private houses there are always several utility or technical rooms, where the requirements for the interior are low. But you still need to heat them, and in order not to spend money on buying modern radiators, you can install a steel register welded from pipes there. And, although everyone has seen such simple heating devices with their own eyes, not everyone knows their structure. This material is to help those homeowners who want to independently manufacture, install and connect heating registers to their system.
Construction of heating registers
Despite the fact that such heaters are considered outdated and do not have a very attractive appearance, they continue to be widely used in a variety of areas, for example:
- for heating production premises of industrial enterprises;
- as an autonomous heater in garages;
- as a water heating element built into a brick oven.
Note. A stove register made of smooth heating pipes is calculated and manufactured depending on the power and design of the stove.
By design, heating devices are divided into 2 types: sectional and in the form of a coil. In the first case, the role of 1 section is played by each horizontal pipe, the flow of coolant through them is ensured by vertical jumpers. They are made of smaller diameter pipes in order to create artificial resistance to flow and increase heat transfer from each section. The pipes from which the sectional heating register is made are plugged at the ends, and the coolant is supplied according to the “top to bottom” scheme.
The design of the heater in the form of a coil is clear from its name. Here the diameters do not narrow; water flows freely through the entire device, changing direction several times. The heat transfer of this register is lower than that of a sectional one, but the hydraulic resistance is less and it is somewhat simpler to manufacture.
Advice. It is preferable to make sectional heaters for utility rooms or garages, where uniform heating and comfortable air temperature are important. It is better to install coils as standby heaters at the very end of a two-pipe system. They work great there because of their low resistance.
Heating registers from smooth pipes of round and rectangular cross-section are welded. However, the generally accepted design is ordinary round pipes made of low-carbon steel such as St3, St10 and even St0. If the battery is intended to work with a steam system, then St20 steel is used. It is not recommended to make sections with a rectangular cross-section; they are less washed by the convective air flow, which means they will give off less heat. For garage heating, autonomous registers are made, filled with antifreeze or transformer oil, and an electric heating element is built into the lower section at the end.
Installation methods: welding or threading?
The biggest problem when carrying out installation work on assembling and installing heating registers is welding work. Heating appliances are assembled from individual parts outside the room, and then the heating system is installed from the prepared blanks using gas welding. Welded seams can be replaced with threaded connections, which are inferior in strength and durability, but if the work technology is followed and modern materials are used, they can ensure long-term operation of heating equipment.
A heating register in a garage or warehouse is an independent device that allows you to heat a technical room using electricity
Advantages and disadvantages
Before you start making heating registers, you need to evaluate all the pros and cons of these heaters, so that your expectations are not disappointed later. So, first about the advantages:
- low cost and ease of manufacture;
- low hydraulic resistance: thanks to this, the heater can be used in the “tail” of any system;
- reliability and durability: a register, qualitatively welded from ordinary pipes, will quietly serve for at least 20 years;
- resistance to pressure drops and water hammer;
- The smooth surface facilitates easy removal of dust when cleaning premises.
Unfortunately, a home-made heating register also has a lot of disadvantages. The main one is low heat transfer with a significant mass of the device. That is, in order to provide a comfortable temperature in a medium-sized room, the register must be of decent size. Let's give a simple example taken from technical literature. If the temperature difference between the coolant and the room is 65 ºС (DT), a register welded from 4 DN32 pipes 1 m long will deliver only 453 W, and from 4 DN100 pipes – 855 W. It turns out that, based on heat transfer per 1 m of length, any panel or sectional radiator is at least twice as powerful.
Note. The presented data were determined experimentally at a high coolant flow rate of 300 kg/h.
Other negative aspects of smooth-tube registers are not so critical, although significant:
- holds a large volume of water: the disadvantage does not play a big role if there are 1-2 such heating devices for the entire system;
- During operation, it is very difficult to increase or decrease the power of registers made of smooth pipes. You can’t do without dismantling the welding machine;
- are susceptible to corrosion and require periodic maintenance with painting;
- They have an unpresentable appearance: the defect can be corrected; if necessary, the heater is hidden behind a decorative screen.
Having analyzed the advantages and disadvantages of smooth-tube devices, we can conclude that their scope of application in private housing construction is very limited. As already mentioned, registers can be used for heating various rooms with low requirements for comfort and interior design.
Application area
Currently, water heating registers are mostly used in industries (workshops, workshops, warehouses, hangars and other buildings with large areas). The large volume of coolant and large dimensions allow the registers to efficiently heat such rooms.
The use of heating registers in industrial buildings ensures the most optimal efficiency of the heating system. Compared to cast iron or steel batteries, registers are characterized by better hydraulics and heat dissipation. The relatively low cost of their manufacture reduces the cost of installing the entire factory heating system. In addition, they are not expensive to operate.
Registers are also recommended for use in premises with high sanitary safety requirements (medical institutions, kindergartens, etc.). The devices are easily washed from dirt and dust.
Despite this, the concept of efficiency does not apply to this type of heating device. As noted above, heating a large volume of coolant requires a lot of energy.
Heating registers made of steel electric-welded pipes can be used in both single-pipe and two-pipe heating systems with forced or gravity circulation of the coolant (based on water or steam).
Manufacturing recommendations
When selecting materials, you need to decide what pipe diameters to take and what their total length should be. All these parameters are arbitrary; you can make a heater from any pipes, and take its length convenient for placement in the room. But in order to supply the required amount of heat, it is necessary to ensure a sufficient heat exchange area. To do this, it is recommended to perform an approximate calculation of the register based on the surface area.
Making such a calculation is quite simple. It is necessary to calculate the outer surface area of all sections in m2 and multiply the resulting value by 330 W. Proposing this method, we proceed from the statement that 1 m2 of register surface will give off 330 W of heat at a coolant temperature of 60 ºС and room air temperature of 18 ºС.
Advice. You don’t have to do manual calculations, but use a simple EXEL program and then correctly weld the register according to the exact parameters. You can download the program in one click from the link: https://al-vo.ru/wp-content/uploads/2014/02/teplootdacha-registra-otopleniya.xls.
For a person who has welding skills, it will not be difficult to independently weld the register according to the available drawings. It is necessary to prepare and cut pipes into sections and lintels, and cut plugs from a steel sheet. The assembly sequence is arbitrary; after welding, the heater should be checked for leaks. When manufacturing and installing registers, consider the following recommendations:
- you should not take pipes with too thin or thick walls: the former will cool faster and last less, and the latter will take a long time to warm up and are difficult to adjust;
- do not forget to build a Mayevsky valve into the end of the upper section for bleeding air;
- when welding coils, the rotating section can be made from two ready-made elbows if it is not possible to use a pipe bender;
- Place a tap at the coolant inlet and a valve at the outlet;
- remember that the registers are installed with an invisible bias towards the connection of the supply pipe. Then Mayevsky's crane will be at the highest point.
Video
In private houses there are always several utility or technical rooms, where the requirements for the interior are low. But you still need to heat them, and in order not to spend money on buying modern radiators, you can install a steel register welded from pipes there. And, although everyone has seen such simple heating devices with their own eyes, not everyone knows their structure. This material is to help those homeowners who want to independently manufacture, install and connect heating registers to their system.
Leaders of sells
For an even clearer understanding of what a distribution comb is and how to choose the best device for yourself, you need to look at the recent sales leaders. From this information, you can find out what requirements must be met and what new functions have been added by manufacturers.
You will be presented with 2 types of distribution comb and distribution manifold, common throughout the world, which have the most modern functions:
- Rehau Rautitan distribution comb for 2 pipes. Combines low price and excellent quality. The manufacturer is the famous company Rehau. The average price in Russia is 700 rubles. Serves to regulate the coolant on several circuits. You can connect to the device both ordinary cold water passing through pipes and a heated floor system, as well as other heating devices. Installation of the comb is facilitated thanks to the sliding sleeves with which it is attached to the pipes. Made of brass, this material is characterized by long service life and high strength.
- Rehau Rautitan HLV distribution manifold for 11 groups. The manifolds have the same functions as the combs, the only difference is in the number of connections - the manifold has many more, connections are made in groups, for cold and hot water separately. Rehau has proven the high quality of its devices. This is evidenced by the numerous purchases by Russians of collectors and combs from their company. The Rehau Rautitan HLV distribution manifold branches out the circuits of radiator distribution systems. All devices have passed mandatory quality checks and necessary tests, including pressure testing in emergency situations. Just like the comb, the manifold of this company is made of brass, which indicates high quality and durability. The average price in Russia for the Rehau Rautitan HLV distribution manifold is 11,000 rubles. The kit includes: eurocone, ball valves, connecting nipples and built-in air valve.
The market of modern technologies is filled with new products every day; distribution combs and manifolds are supplemented with convenient functions for ease of use. They all have their positive, and in rare cases, negative qualities. To choose the right distribution comb or manifold for your home or apartment, you should learn as much as possible about these devices, then it will be difficult to make a mistake in your choice.
How to weld heating registers with your own hands - Metals, equipment, instructions
Any device or device made by yourself is an economical approach to solving your plans. This fully applies to the heating system.
You won’t be able to make a radiator yourself, but a person who has the skills to work with a welding machine can assemble a register from smooth or profile pipes.
For manufacturing, you only need pipe sections, two bends and several electrodes.
ontakte
Odnoklassniki
These devices are rarely used in everyday life. They are usually installed in production and warehouse premises. This is a cheap alternative to expensive radiators.
A distinctive feature of the devices is the large volume of coolant inside, which heats up quickly and cools down slowly. Hence the high heat transfer .
They are installed in exactly the same way as conventional radiators, according to the same schemes, standards and rules.
Ratio of metal thickness to electrode diameter
| Metal thickness, mm | 1—2 | 3—5 | 4—10 | 12—24 | 30—60 |
| Electrode diameter, mm | 2—3 | 3—4 | 4—5 | 5—6 | 6 or more |
The current strength is selected depending on the diameter of the selected electrode. The dependence is as follows: I=Kd, where K is the coefficient of correlation with the diameter of the electrode.
| Electrode diameter, mm | >2 | 3 | 4 | 5 | 6 |
| Coefficient - "K" | 25—30 | 30—35 | 35—40 | 40—45 | 50—60 |
Is it possible for everyone to make heating registers with their own hands? Process description
Any device or device made by yourself is an economical approach to solving your plans.
This fully applies to the heating system. You won’t be able to make a radiator yourself, but a person who has the skills to work with a welding machine can assemble a register from smooth or profile pipes.
For manufacturing, you only need pipe sections, two bends and several electrodes.
ontakte
Odnoklassniki
These devices are rarely used in everyday life. They are usually installed in production and warehouse premises. This is a cheap alternative to expensive radiators.
A distinctive feature of the devices is the large volume of coolant inside, which heats up quickly and cools down slowly. Hence the high heat transfer .
They are installed in exactly the same way as conventional radiators, according to the same schemes, standards and rules.
Design features
Essentially, a register is one or more pipes connected to each other in parallel . Here it is important to create conditions so that the coolant flows sequentially from one pipe to another, releasing heat into the room. Therefore, two types of registers are made.
Sectional
Several parallel pipes, the ends of which are closed with plugs . Jumpers are installed between them, through which the coolant flows from one section to another. It moves from top to bottom, that is, it enters the upper pipe and comes out of the lower one.
Important! The jumpers are installed in a checkerboard pattern. If between the first and second sections the jumper is installed on the left, then between the second and third - on the right.
The diameter of the jumpers is much smaller than the diameter of the sections. For example, if the diameter of the main register element is 80 mm , then the jumpers are 32-40 mm.
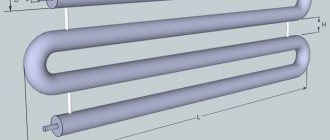
Serpentine, their drawing
This is the same design, only the sections are connected to each other by double 90° bends of the same diameter as the main pipes, and a continuous pipe structure of one large diameter along the entire length is obtained. The heat transfer of this type of register is much higher than that of the previous version.
Photo 1. Drawing of a coil-type register, which is a continuous pipe structure of the same diameter along the entire length.
The advantages of the design include the low hydraulic pressure of the coolant inside the device, which allows a sufficiently large volume of hot water to pass through it.
Reference! The coil can be installed either horizontally or vertically .
Advantages of registers
Registers must be compared with radiators , to which they compete.
Advantages:
- withstands changes in coolant pressure and temperature well;
- can be made by hand;
- low cost of the device;
- the ability to assemble a device of different sizes , both in length and height;
- heat is distributed evenly ;
- ease of maintenance and repair.
Flaws:
- The registers do not have a presentable appearance . You can camouflage them by installing a decorative screen.
- The heating efficiency of registers is lower than that of standard radiators.
Welding technology
Purely technologically, the connection of steel elements is made either by electric or gas welding, where the technology is almost the same.
When welding registers, please note that in coil structures the joints are vertical seams, and in sectional ones they are both vertical and horizontal .
It is easier to cook the latter because they are located in the plane of the table.
to the technology of welding horizontal seams (section + jumper) :
- Tack can be carried out at one or two points , aligning the jumper vertically. Two points are located symmetrically relative to the axis of installation of the jumper.
- A joint connected by one tack point is cooked immediately, but the process must begin on the opposite side of the tack.
- A joint connected by two tack points is welded from the first point.
- Vertical joints in registers - connection of main pipes with plugs and 90° bends. The following requirements apply to seams of this type:
- If the pipe thickness is up to 3 mm , then the joint is scalded in one pass electrode .
- If the thickness exceeds 4 mm , then welding is carried out in two passes : with a root seam, and on top with a facing roller.
- When connecting pipes with a diameter of more than 60 mm, welding is carried out in sections along the entire perimeter of the joint.
There are general rules of welding, which indicate purely technological techniques. For example, the end of the seam must be welded to the beginning, forming a “lock” . If welding is performed in two seams, then the second is carried out in the opposite direction of the first.
There are several welding parameters that you need to pay attention to when carrying out welding work. This is the diameter of the electrode , which is selected depending on the thickness of the steel workpieces being welded, this is the current strength supplied to the electrode from the welding machine, the polarity and voltage of the welding arc.
Connecting heating radiators through the distribution manifold
The heating distribution manifold is part of the system, optimizing its operation and reducing energy costs. Depending on the model, such a collector is a distribution element of the system, allowing you to effectively direct coolant flows in the right direction.
The collector can be compared to a certain switch, only its main task is to distribute and accurately supply coolant in the required quantities, under a certain pressure and at a certain temperature to a specific heating device.
In other words, this is a distribution comb for heating, without which the coolant flows would be directed along one supply vein of the pipeline, and as a result it would be quite difficult to distribute it among the individual circuits of the heating systems.
Comb - is a distribution system, which can be:
1) Simple (without control system elements);
2) Complex (with manual controls, semi-automation and even electronics);
General classifications of heating distribution combs by material: steel, brass or copper, polymer.
The simplest design option for a heating comb is a pipe with two connections at the edges and having a set of branches in a certain number. Visually it looks like several tees connected together. The simplest collector is an integral part of the collector module of heating systems, consisting of two such collectors (supply and return)
A more complex heating distribution comb can be equipped with the following auxiliary devices:
1) Temperature sensor, pressure gauge, water/coolant supply and flow control system.
2) Thermostat or balancing valve, manual or electronically controlled valve, mixer to maintain the temperature of the coolant at the desired level.
When choosing a distribution manifold, you need to consider the following:
a) Bandwidth
b) System pressure for which it is designed
c) Estimated electrical consumption
d) Number of connection points and circuits, as well as their possible increase
In a word, this is a complex design work that should only be entrusted to an experienced plumber.
- Installing a pump in a heating system
- Installation of heating radiators
- Installing the distribution comb on water
Partner services:
- Installation of an electrical panel in a country house
Selecting a welding machine
There are three types of welding machines. Which one to choose depends on the welding method and the material being processed. Device types:
- Step-down welding transformers. This is a reliable device that is used for welding carbon steel. The quality of the seam is average.
- Welding rectifiers. Suitable for carbon and aluminum materials, as well as stainless steel. The seam quality is high.
- Welding inverters. A universal device that is suitable for any material.
You cannot use damaged equipment when welding heating pipes using electric welding. Therefore, before starting work, the equipment is carefully checked.
How to select or calculate the dimensions of a furnace boiler
After you have chosen the type of heat exchanger, you need to decide on its dimensions. On the one hand, its dimensions must correspond to the size of the place where it will be installed.
In addition, you need to know the required power of the furnace heat exchanger. How to determine it?
It depends on the thermal power of the water heating system required to heat the house, which in turn depends on the thermal insulation properties of its external structures and the maximum negative outdoor temperature in winter. Simplified, you can focus on the average: 10-12 kW per 100 m2 of house area.
How to calculate the required area of a furnace boiler to provide such thermal power? On average, it is generally accepted that to provide a thermal power of 5-10 kW, about 1 m2 of boiler heat exchange surface is needed. The value of this indicator depends on the temperature of the hot gases in contact with the heat exchanger and the temperatures of water (coolant) at its outlet and inlet, which in turn largely depends on the combustion mode and type of fuel.
The total power of the heat exchanger can be calculated using the formula:
Q=SQsp,
where: Qsp – its specific power, kcal/hour; S – its useful area (contact with the heating medium), m2.
Specific power can be calculated using the formula:
Qsp = k(Tt)S,
where: k=12 kcal/hour per 1°C – gas-water heat transfer coefficient through a steel surface; T = (Tmax+Tmin)/2 – average temperature of the heating medium (flame, gases), °C; t = (tmax+tmin)/2 – average coolant temperature (input+output/2), °C.
If the stove operates periodically (about 2 hours) on wood, then the average temperatures of the medium and coolant will be a maximum of 500 and 70 ° C, respectively, and from 1 m2 of heat exchanger in this case it will be possible to obtain a maximum of 6 kW of thermal power.
If the furnace operates on coal and continuously, then the average maximum average values of the medium and coolant can be: 800 and 70 °C, respectively. In this case, about 10 kW can be removed from 1 m2 of furnace boiler area.
If the total required thermal power of the boiler and the combustion mode (and therefore its specific power) are known, then it is quite possible to determine what useful surface area it should have:
S =Q/Qsp, m2.
Depending on what material the heat exchanger will be made of, you can calculate how many pipes or sheet metal will be required to provide such a contact area with the heating medium. In this case, only the surface that will be in direct contact with hot gases or flames is taken into account.
For example, if the furnace boiler will be made solid (only from sheet metal), then only its inner surface should be taken into account. If it is made of pipes, then almost their entire surface will participate in heat exchange (their length x diameter x 3.14). When combining different materials, it will be necessary to calculate the area of contact with the heating medium of each element separately, and then sum it up.
If it is necessary to increase the thermal power of the boiler with the same overall dimensions, additional elements (for example, pipes) can be added to its design. If its power is too great, then its length can be reduced. In other words: in each specific case, it is necessary to calculate and adjust the register dimensions, linking them to the size and design of the stove itself, as well as the power of the house’s water heating system, which will have to be provided with thermal energy.
DIY making
After you have selected the type of furnace boiler, the material and calculated the dimensions, you can begin making it yourself
In this case, it is necessary to pay attention to the quality of welding work. It must be at a high level, since this unit will be operated in a fairly aggressive environment, and in order to repair it, most likely, you will have to disassemble the stove or part of it
Therefore, if you are not confident in your welding abilities, then it is better to entrust this work to an experienced specialist, having previously prepared all the necessary structural elements.
After completing the welding work, it is necessary to fill the register with water, check for leaks and perform pressure testing at a pressure that is at least 2 times higher than the working pressure in the heating system.