The products of the Swedish company ESAB are in demand for various types of repair and installation work. OK-46 welding electrodes are specially designed for welding structures made of low-alloy and carbon steel, the yield strength of which does not exceed 380 MPa. They also performed excellently when joining different grades of ship steel. The scope of use of OK 46 electrodes is not limited to industrial production. They are popular in small repair shops and for performing welding work around the house.
Characteristics of OK 46 electrodes
ESAB OK 46.00 electrodes are distinguished by good welding performance. They have a dense coating and maintain a stable arc during operation, which helps protect the weld pool from interaction with atmospheric chemical elements. The electrodes ignite equally well under normal conditions, at low current, and when re-igniting the arc when part of the rod has already been used.
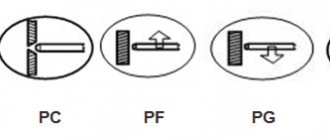
OK 46 electrodes are “democratic” in terms of placement of the weld in space: horizontal, vertical or ceiling in the hands of a specialist turn out equally well. They are capable of welding even on painted surfaces or in very narrow spaces. They are excellent for applying installation tacks, forming cosmetic or root seams. The product has proven itself to be excellent in cases where periodic arc breaks are inevitable.
The most important features of OK 46 electrodes:
- used in welding galvanized metal with other types of galvanic coatings;
- perfectly connects thin-walled workpieces;
- easy to set on fire both at the beginning of work and again;
- due to low heat input, they are an excellent tool for filling wide gaps;
- can be used to form a vertical seam in the top-to-bottom direction;
- low sensitivity to edge contamination, which reduces the requirements for preliminary surface preparation.
The manufacturer recommends fusing the metal in small sections. If it is necessary to apply a long suture, break it into several sections.
Table of the number of electrodes in a pack by diameter
In addition to weight, when calculating the volume of welding work, the number of elements in the box plays an important role. Experienced craftsmen know all the subtleties of choosing by eye, without studying the inscriptions on the packaging. Beginner welders and inexperienced people need more information. The table shows standard data on the number of electrodes in a pack.
We recommend reading: How to use OK 46 electrodes
| Diameter, mm | Length, cm | Weight, g | Capacity per box, pcs. | Gross weight, kg |
| 3 | 35 | 26,4 | 95 | 3 |
| 4 | 45 | 59,9 | 82 | 5 |
| 5 | 45 | 95 | 52 | 5 |
The packaging of MMA welding elements indicates the main technical parameters of the product. Among them:
- manufacturer;
- product brand;
- batch number;
- length and diameter of rods;
- industry of destination;
- date of manufacture.
The box also contains other relevant information (welding modes, calcination temperature, manufacturing features, safety measures, general recommendations).
Features and Properties
ESAB OK-46 welding electrodes are produced in a wide range of sizes. Their diameter is 1.6; 2; 2.5; 3; 4 and 5 mm. They vary in length depending on the thickness of the rod: 300 mm with Ø 1.6 and 2 mm; 350 or 450 mm - for all other products. For the manufacture of the core, wire grade SV-08A or SV-08 is used. Rutile coating is applied to them.
At a standard load, approximately 1.4 kg of electrodes are used per hour during welding work. This is exactly the amount of consumables required to produce a metal deposit with a total mass of 1 kg. The electrodes are calcined before use for one hour in an oven at a temperature of 70-90 degrees Celsius.
The description from the manufacturer in the technical documentation indicates that the product is intended for performing manual arc welding work. The welded joint can withstand a pressure load of 46 kg per square millimeter. It is the properties of the welded joint that determine the scope of use of the finished structure and the possibility of its operation in specific conditions. These parameters completely depend on the properties of the electrode and the course of the welding process itself. Therefore, electrodes are always selected to meet specific technical requirements for the finished structure and depending on the type of welding work performed.
Mechanical characteristics of the weld:
- maximum strength limit – 510 MPa;
- tensile strength – 510 N per square millimeter;
- fluidity – maximum 400 MPa;
- the relative yield of deposited metal is 96%;
- impact strength – 33-70 J per square centimeter at temperatures ranging from -20 to 0 degrees Celsius.
E46A, technical specifications
E46A provide a weld with increased ductility and toughness due to a decrease in the proportion of sulfur and phosphorus in the rod (S and P in the range of 0.04–0.045%). Designed to operate under variable loads, including dynamic and low temperatures. Low-alloy steels with a carbon content of up to 2%, such as 15HSND, 14G2, are welded. Heat loads above 2000 are not desirable.
Analogs similar in weld quality: OMNIA-46, OK 48.00, OK Femax 38.95, Pipeweld 6010. Type E46A includes the following brands:
- With cellulose-rutile coating – SE-46-00, SZSM 46.00;
- With the main coating of the rod and the creation of an alkaline environment in the weld pool (neutralization of hydrogen against cracking) - ANO-8, UONI-13/45A, UONI-13/55K;
- With the inclusion of iron powder VN48U and ITS-1.
The decoding of the alphanumeric indication informs about the basic technical data in accordance with GOST 9467-75:
- E – electrode with external coating for manual electric arc welding;
- 46 – value of temporary tensile strength in kg per mm2;
- A – ductility and impact strength are designed for variable loads.
Welding process requirements include holding a short arc as a measure to eliminate porosity and lack of fusion . Calcination of electrodes for an hour at 3000 C before use.
Preference is given to direct current of reverse polarity. The requirements for surface cleanliness, especially regarding scale and rust, are high. Increasing the concentration of iron powder in the coating reduces the carbon content of the surfacing and the tendency to cracking.
Welding mode
ESAB brand products are characterized by versatility. In particular, OK-46 electrodes from a direct or alternating current network of direct or reverse polarity. Thanks to a number of parameters (open circuit voltage 50V, arc stability and minimum current), they can be powered from a household power supply network. More detailed parameters are given in the table:
| Electrode diameter | Consumption per 1 kg, pieces | Current strength depending on position, A | ||
| lower | vertical | ceiling | ||
| 2 mm | 50 | 40-80 | 40-60 | 50-70 |
| 2.5 mm | 45 | 60-100 | 60-90 | 60-110 |
| 3 mm | 39 | 80-160 | 80-140 | 80-180 |
| 4 mm | 19 | 110-210 | 110-200 | 90-220 |
| 5 mm | 13 | 150-300 | 150-280 | 150-270 |
The most significant disadvantage of electrodes of this brand is their high cost. Among others it is worth highlighting:
- insufficient heating of thick-walled materials;
- they no longer work on their own slag;
- Not everyone can light an arc the first time.
In addition, they quickly become damp and require pre-calcination before use.
Standard electrode weight
The current GOST provides standards for filler, thickness, and other parameters of the rod for welding. Moreover, the weight of one electrode of the same size is not always identical. The standard error is 1-2 g. The main parameter is the weight of the package.
The indicator of one element is calculated by the formula: the mass of the box is divided by the number of rods placed in it. This rule does not work for artisanal and dubious manufacturers.
3 mm
The weight of a pack of electrodes, regardless of manufacturer brands, differs in different batches. This depends on the amount of coating that is applied in an uneven layer. The weight is affected by the size of the rod; modifications of 2.5 and 4 mm will be 5 mm lighter than their counterparts. One electrode with a diameter of 3 mm weighs 26.4 g (the error in both directions does not exceed 2 g).
4 mm
It should be taken into account that if the pack says 5 kg, in fact the weight will be less. If the indicator is reduced by several tens of grams, this is a clear underweight. Unscrupulous sellers often take several electrodes out of the packages, selling them individually, increasing profits. In this regard, the product should be purchased from official representatives or trusted retail outlets.
For example, the weight of a 4 mm rod is nominally up to 59.9 g, and a 5 mm rod is already from 83 to 95 g.
Manufacturers and analogues
Electrodes are produced only by the Swedish company ESAB. The products are packaged in 1 kg, 2.5 kg and 5 kg. Electrode diameters are: 1.6mm, 2.0mm, 2.5mm, 3.0mm, 3.2mm, 4.0mm and 5.0mm. The original packs are distinguished by the presence of the following markings: logo of the manufacturer's concern, certification marks and corresponding pictograms. To protect against moisture, the cardboard packaging is sealed in film.
The length depending on the diameter is:
- 300 mm for diameters 1.6-2.5 mm;
- 350 mm for 3.0, 3.2 and 5.0 mm;
- 450 mm for 4.0 and 5.0 mm.
The number of electrodes per kilogram (piece) is:
- 50 pcs. for diameter 2.0 mm;
- 45 pcs. for 2.5 mm;
- 39 pcs. for electrodes 3.0 mm;
- 19 pcs. for 4.0 mm;
- 13 pcs. for length 450 mm and diameter 5.0 mm.
Electrodes should be stored in a dry, warm place at a temperature of at least 15 °C. The moisture content of the coating should not exceed 1%. Otherwise, calcination before use is required.
Analogs are produced by the following Russian enterprises: GOODEL plant in Shadrinsk (OK-46), SZSM (SZSM-46 00) in Sudislavl, Penzaelectrod (PE OK-46 00), LEZ (LEZ 46 00) in Moscow.
Electrodes of the brand MONOLITH RC, MR-3, MR-3S, OZS-12(6), Standart RC, ANO 4(6, 23, 29M, 32) have similar properties.
E50A
The scope of application has been expanded in comparison with OK-46A . In addition to pipeline and sea transport, products and structures with significant dynamic loads at low temperatures are included, including nuclear industry facilities.
Type E50A includes a number of interchangeable brands of Russian manufacturers based on Sv-08A welding wire: OZS-18, OZS-25, E-138/50N, ANO-TM, DSK-50U, TMU-21U, TMU-50, MTG-02, MTG-01K, TsU-5, TsU-5M. The coating is predominantly alkaline-basic.
The chemical composition of the overlay weld is identical. But the scope of application is different. Given the harsh operating conditions, universalization is impractical. The size of the coating layer and the variability of chemical components influence the process technology and are related to the purpose of the brand.
Foreign and domestic analogues suitable for replacing E50 electrodes, electrode brand: SE-08-00 (RF), OK 48.04 (Sweden), OK 53.70 (ESAB), Fox EV 50 (Germany), Phoenix K50 R (Germany), Garant (Germany) ), LB-52U (Japan).
The German brand Fox EV 50 compares favorably with its indifference to humidity due to water-repellent additives. TMU-21U is used primarily by oil and gas producers on Arctic pipelines.
Main application features
One of the distinctive features of OK-46 electrodes is their low sensitivity to metal surface contamination. They can be used to cook products with a galvanized surface (galvanized surface, etc.) and with paint or primer. And also for rust, high humidity, etc. This, in comparison with other brands, reduces the requirements for preparing the material at the preliminary stage.
They are used for manual arc welding in any spatial position of the seam, including “vertical downhill”. This property distinguishes them from most other electrodes, which are coated with rutile. Therefore, they are indispensable for welding work in limited, cramped conditions. Due to the fact that OK-46 have a very low threshold current value, which ensures stable arc burning, they can successfully weld thin-walled structures.
The electrodes are characterized by simple and free slag separation. The deposited bead layer has a smooth surface, and the transition to the welded metal is formed smooth and even. They are easy not only for the first, but also for subsequent ignitions. Therefore, they can be widely used when performing tack welding, when working with frequent arc breaks, and when it is necessary to weld both root and short welds.
Due to the fact that the electrodes have a low heat input, they can be used when welding wide gaps. Due to the relatively low temperature in the weld pool, minimal spatter is generated. And a stable arc protects it from atmospheric chemical exposure. Also, overheating and hot cracks do not occur. The seams are smooth and have good tightness and are resistant to aggressive environments.