Chip formation process. Chip classification
Home » Articles » Professionally about metalworking » Metal cuttingWe recommend purchasing:
Installations for automatic welding of longitudinal seams of shells - in stock!
High performance, convenience, ease of operation and reliability in operation.
Welding screens and protective curtains are in stock!
Radiation protection when welding and cutting. Big choice. Delivery throughout Russia!
The cutting process (chip formation) is a complex physical process, accompanied by large heat generation, metal deformation, wear of the cutting tool and build-up on the tool surface. Knowledge of the laws of the cutting process and the accompanying phenomena allows you to rationally manage this process and produce parts with better quality, productivity and economy.
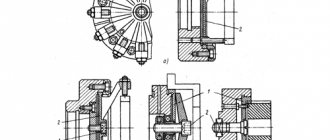
When cutting various materials, the following chips are formed (Fig. 2.6): draining (continuous), chipping (elemental) and fracture.
Drain chips (Fig. 2.6, a) are formed during the cutting of ductile metals (for example, mild steel, brass) at high cutting speeds, low feeds and temperatures of 400... 500 °C. The formation of drain chips is facilitated by a decrease in the cutting angle δ (at an optimal value of the rake angle γ) and high quality coolant (cutting fluid). Cutting angle δ= 90° - λ = α + β, where α is the rear cutting angle; β is the sharpening angle.
Chip chips (Fig. 2.6,5) consist of individual elements connected to one another and have a sawtooth surface. Such chips are formed during the cutting of hard steel and some types of brass at low cutting speeds and high feeds. When cutting conditions change, chipping chips can turn into drain chips, and vice versa.
Fracture chips (Fig. 2.6, c) are formed when cutting low-ductility materials (cast iron, bronze) and consist of separate pieces.
The cutting tool deforms not only the layer, but also the surface layer of the workpiece. The deformation of the surface layer of the metal depends on various factors; its depth ranges from hundredths to several tenths of a millimeter. Under the influence of deformation, the surface layer of the metal is strengthened, its hardness increases and its ductility decreases, i.e. the so-called hardening of the treated surface occurs.
The softer and more ductile the metal being processed, the more intense the process of hardening formation. Cast irons have a significantly lower ability to harden than steels. The depth and degree of work hardening increase with increasing feed and depth of cut and decrease with increasing cutting speed. When working with a poorly sharpened tool, the depth of work hardening is approximately two to three times greater than when working with a sharpened tool. The use of coolant (cutting fluid) significantly reduces the depth and degree of hardening of the surface layer.
When processing metals and, especially, plastic materials (for example, with a cutter), in close proximity to the cutting edge of the cutter, the material being processed sticks to its front surface, forming a metal build-up. This build-up is wedge-shaped, and its hardness is two to three times higher than the hardness of the material being processed. Being a “continuation” of the cutter, the build-up (Fig. 2.7) changes the geometric parameters of the cutter (δ1<δ, where δ is the initial cutting angle; δ1 is the cutting angle taking into account the build-up), participates in metal cutting and affects the processing results, wear cutter and the forces acting on the cutter.
During processing, the growth periodically breaks off and forms again; The detachment of built-up particles occurs unevenly along the length of the cutting blade, which leads to an instantaneous change in the depth of cut. These periodically repeating phenomena increase the roughness of the machined surface. When cutting speed v < 5 m/min and when machining brittle metals, such as cast iron, build-up, as a rule, does not form. With increasing ductility of the metal being processed, the size of the build-up increases. The greatest build-up on a high-speed steel tool is formed at a cutting speed v = 10...20 m/min, and on tools made of hard alloys - at v > 90 m/min. For this reason, finishing at these speeds is not recommended.
As the feed increases, the build-up increases, so for finishing machining a feed of 0.1…0.2 mm/rev is recommended. The depth of cut does not have a significant effect on the size of the build-up.
To reduce build-up, it is recommended to reduce the roughness of the front surface of the cutting tool,, if possible, increase the rake angle of the blade γ (for example, at γ = 45° almost no build-up is formed) and use coolant. During roughing, the formation of built-up edge, on the contrary, has a beneficial effect on the cutting process.
Metal turning technology
To remove a layer from the surface of a blank, cutters, reamers, drills, and other cutting tools are used. Thus, the required shape and appearance is given. The metal is processed by a combination of two types of movements: the main movement (rotation of the workpiece fixed on the platform), the feed movement (contact of the cutter with the metal until a layer of the required thickness is removed). The result is a product that corresponds to the documentation in terms of shape, size, and quality of surface preparation.
Various options for using the features of turning equipment allow you to process workpieces of various shapes and structures. In particular, on the machine you can:
- Cut thread;
- Drill holes, bore them, process them with a countersink or reamer;
- Cut parts;
- Create grooves of the required shape and depth.
The potential of the machine allows us to produce a wide range of metal parts:
- Valov;
- Nut;
- Rings;
- Pulleys;
- Gears;
- coupling,
and so on.
Turning sharpening, with proper qualifications of the craftsman, is an accurate method that allows you to obtain a high-quality part. The finished product will correspond to the shape, size, degree of smoothness, and accuracy of the location of the structural elements
Creative shavings
Students of mechanical engineering educational institutions, who came to the workshop for the first time to practice, admire the fresh shavings with genuine interest. Snakes, beads, rings, nests - what enthusiastic young people can’t see in ordinary shavings.
The different shapes, colors and intricacies of the shavings inspire some people to get creative. For example, one of them took many photographs with beautiful metal shavings and called the unusual gallery “Shavings, you are space!” Another author, Vladimir Kargin, a lover of creating three-dimensional panels, produced a number of paintings made from various types of shavings. All the themes of his paintings are related to nature.
What are shavings?
You may be interested in:Crane KS-35714: brief description
Chips are a small fraction of any material, including wood, plastic, metal, which is a narrow filigree layer removed from the workpiece using planing equipment, knives or other tools. In metal manufacturing, shavings are a by-product. Its waste is expected. Unnecessary scraps of non-ferrous, ferrous and even precious metals are formed as a result of mechanical processing on drilling, milling and lathes. As a rule, the structure of the chips remains identical to the regulated material of the product. In exceptional cases, a mixture of alloys differing in chemical composition is detected. This is possible after welding, soldering and similar manipulations.
Types of lathes
Turning equipment differs in processing accuracy and the type of products that need to be obtained. Depending on the tasks set in the production process, several types of vehicles are used:
- Screw-cutting lathes. Machines of this type are often found in production and are used to form cylindrical parts of a given diameter. You can also give it a cone shape and cut a thread.
- Turning and rotary. Equipment for processing massive workpieces that are installed vertically on the platform. The machines are characterized by an increased diameter of the faceplate.
- Turning and turret. Machine tools used in the production of rod products, forgings and castings. The name refers to the method of fixing the cutters, which are secured by analogy with the revolving system of a pistol.
The highest quality and ease of use are provided by CNC lathes. These models have a control module installed that automates the cutting process.
Equipment with numerical control has a number of advantages:
- Vibration resistance;
- Reducing the deformation of products associated with their overheating, provided that a special program for preheating components is installed;
- There is no need for gap drives in transmission mechanisms;
- Minimum time for working with a workpiece, compared to manual labor;
- Turning products of any configuration, making complex shapes, including spherical and cylindrical.
The CNC machine is equipped with wear-resistant guides with reduced friction force. They have vertical or horizontal placement. The design solution increases the processing accuracy and speeds up the turning speed.
A special feature of working with automated equipment is the need to prepare for the production process. To start turning, a program must be compiled and loaded into the control unit. The algorithm involves entering the coordinates of a CNC machine, the position of the workpiece, and the stroke of the cutter.
When turning on CNC machines, three types of systems are used:
- Closed. For sharpening, data obtained from measuring and reading systems is used.
- Open. Single-stream data transmission requiring preliminary decryption. Only after processing, the information is transferred to the control module responsible for the operation of the cutting elements.
- Self-adjusting. Automatic adjustment of turning parameters that does not require human intervention. The method provides high accuracy and reduced production costs.
Plastic deformation and its consequences
Plastic deformation leads to changes in the mechanical characteristics of the material - the hardness and brittleness of the metal increases. As a result, cracks may appear, which are called advanced cracks. The main reason for the appearance of cracks is an increase in the fragility of the material with a simultaneous increase in pressure on the same area. It is impossible to predict the direction of movement of a crack; it can go deeper and thereby worsen the quality of processing.
If you work in such a way that the resulting chips are thin, the processed surface will be cleaner. The second consequence of constant stress in the upper layer is the shearing of elements from the main mass. This occurs when the tension exceeds the adhesive force between the individual elements. The direction of the chip is determined by the angle, and this indicator can vary from 3 to 35 degrees . Frequent chipping can cause deterioration in the quality of processing, therefore, when organizing the production process, great importance is given to creating optimal conditions for fast and efficient work with metals.
When processing ductile metals, the processing speed fluctuates within high limits, so the likelihood of chipping is reduced to a minimum. At the moment when a chip should form, the cutter manages to reach the point of highest stress and cuts the metal, thereby preventing spalling. This process is continuous, since in production conditions metal processing is carried out coupled with high temperature exposure and elevated pressure. These factors ensure that chipping does not occur, so the treated surface remains clean and undamaged.
Chip tarnish color
In mechanical engineering, in particular metal cutting, there is such a thing as tarnish color. It can be compared, for example, to the iridescent stains of gasoline on the surface of a puddle after heavy rain. It turns out that by the color of the tarnish and the unusual appearance of the chips, knowledgeable machine operators can easily determine the degree of heating in the cutting zone and understand that something has gone wrong: perhaps the cutter has become dull, which needs to be urgently sharpened or replaced.
The nature of this phenomenon on the surface of a hot metal is the formation of a thin layer - a tarnished film. The degree of heat of the chips determines the color of the film. The color range varies from a slightly yellow tint at 200 0C, passing purple and dark blue at 270-290 ℃, to light gray, almost white at 400 0C.
How to make tuna flakes?
To make tuna flakes
, the fillet of this fish is thoroughly boiled to remove excess fat.
Then the fat-free fillet is smoked for a long time and dried until completely solid. The tuna flakes
themselves are obtained by grating the fish on a special board, which is placed in a special box.
Interesting materials:
How to reduce latency on OBS? How to reduce latency on stream? How to reduce stream latency on Twitch? How to reduce the volume in Discord? How to wash your face after yellow peeling? How to wash your face with colored eyebrows? How to organize icons on iPhone? How to use emulsion liqueur? How to eat daikon? How to manage bookmarks in Google Chrome?