Educational institution
"BELARUSIAN STATE
UNIVERSITY OF TECHNOLOGY"
Department of Materials Science and Metal Technology
Turning
materials
Guidelines for laboratory workshops in the course “Training workshops” for students of the specialty
UDC 621.941(075.8)
BBK 34.632ya73
T51
Reviewed and recommended for publication by the university's editorial and publishing council
Compiled by:
,
Reviewer
Candidate of Technical Sciences, Associate Professor, Head of the Department of Machine Parts and Lifting and Transport Devices,
S. E. Belsky
According to the thematic plan of publications of educational and methodological literature of the university for 2013. Pos. 27.
Designed for students of specialty 1-36 05 01
"Machinery and equipment of the forestry complex."
© EE "Belarusian State Technological University", 2013
Laboratory work No. 6
How to install a cutter on a machine
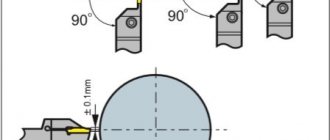
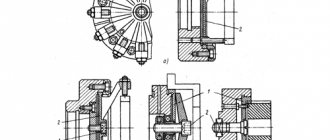
The turning tool is mounted on the carriage of the movable support using a single or multi-position tool holder. To correctly install the cutter, it must be accurately aligned relative to the main axis of the machine in the perpendicular and parallel directions. The cutting edge of most turning tools must be strictly opposite the axis of rotation, which requires the tool to be adjusted in height. To do this, they usually use mild steel plates of different thicknesses, which are placed under its base. An important installation condition is also the rigid fixation of the cutter, so it must be clamped without backlash or gaps.
If any of the readers have experience working on a lathe, please tell me how many turning tools and what type should be available in a home workshop. We look forward to your response in the comments to this article.
When is sharpening required?
The need to sharpen cutters for a lathe arises in two situations: during the manufacture of a new tool and in case of wear during operation. It is impossible to work with a worn or incorrectly sharpened cutting tool, as this leads to a sharp loss of turning accuracy and a decrease in the surface quality of the part. Other consequences of sharpening problems include vibration and excessive heat.
Rules for sharpening
The purpose of sharpening turning tools is to bring their surfaces to the specified geometric characteristics and to give proper sharpness to the cutting edges. To properly sharpen a turning tool, it is necessary to follow the sharpening technology and use abrasive wheels that match the material of the product. It is also important that the sharpening machine is equipped with an adjustable tool rest, which allows you to fix the tool being sharpened at the required angles. The procedure for sharpening a turning cutter is as follows: the corners of both rear surfaces are removed first, and after checking and measuring them, the front surface is sharpened. The last operation is to fine-tune sections of all surfaces in those places where they are adjacent to the cutting edge of the blade.
Tools used
On the machine for sharpening turning tools, two grinding wheels with different abrasives should be installed: from electrocorundum and green silicon carbide. The first is intended for sharpening work on tool steel, and the second wheel is used for sharpening carbide materials. Lapping and finishing, which is the finishing operation, is carried out on a separate sharpening and grinding machine with minimal runout and high speeds. Here, CBN or diamond grinding wheels are used as abrasive tools.
Cutter geometry
There are different types of cutters, which differ in size, shape of the holder and the number of planes on the working head. For example, the rod for securing the equipment can be round, rectangular, or square. The working element of the device is a set of surfaces
— Incisors are divided into right-handed and left-handed. The difference lies in how the cutting edge is positioned relative to the holding part.
Classification of cutters for turning
There are state standards that describe the classification of turning tools. One of the classifications is the division according to the type of processing of metal surfaces:
There is a division according to the type of material from which the working part of the equipment is made. A separate classification concerns the integrity of the equipment design:
The main classification is the division of devices into separate types according to shape and design. We need to talk about them separately.
Main rules when choosing a turning tool for metal
When choosing a turning tool, first of all, you need to clearly understand for what purposes it is intended to be used and in what modes it will be used. In addition, an important criterion is the production purpose, on which its cost depends. The tool used for one-time turning work in a repair shop and the one used in mass production have different performance characteristics and, accordingly, have different prices.
However, all other things being equal, the key parameter is still the durability of the cutter, which depends on the material of its blade. Lathe cutters with replaceable inserts in many cases have the best characteristics, but when the blade fails, it is not sharpened, but must be replaced. An all-metal tool is more practical in this regard, since wear of the cutter only leads to its regrinding. In addition, the shape of the cutting edge of such a product can be set as desired.
Structural elements of a turning tool
The main part of the turning cutting tool has approximately the same layout and configuration of the main parts. They mainly differ in the geometry of the cutting part, which is associated with the functional purpose of a particular type of cutting tool. In addition, there are several technologies for connecting the holder and the cutting part, on which the basic design of turning tools depends. Nevertheless, all models have approximately the same set of working planes and cutter head faces involved in the cutting process. In addition to the main ones that directly implement the process of removing the allowance, they also include elements responsible for the directional removal of the layer of removed metal, the formation and breaking of chips, etc. The figure below shows the classic elements of the cutter and their location on the cutting part.
One of the features of turning is that the horizontal longitudinal movement of the cutting tool can be carried out in two directions: from the spindle (to the right) and towards it (to the left). Changing the direction of movement requires changing the orientation of the cutting surfaces, so the tool industry produces turning tools in both versions. To determine whether it is a right or left incisor, you need to place your right palm on it with your fingers pointing towards the blade. If the thumb is to the right of the top, then it is right, and if not, it is left.
Cutting planes
The angular parameters of a cutting turning tool are calculated using a system of coordinate planes, among which the basic planes are the main plane, the cutting plane and the main secant plane. Their mutual inclination forms the sharpening angles of the cutting part, ensuring turning in design modes. In this way, the following angles are determined: the main front (γ), the main back (α), the point angle (β), as well as a number of other angles (see the right figure below).
Cutter angles
The operation of a turning tool during the cutting process is determined by the angular parameters of the front and rear surfaces. Therefore, the main angles of the incisor are the main anterior (γ) and the main rear (α). By increasing the first, power consumption for cutting is reduced, chip control is improved and roughness is reduced. On the other hand, as the rake angle increases, the thickness of the blade decreases, which leads to a deterioration in its strength characteristics, increased chipping and a decrease in the rate of heat dissipation. The main purpose of the clearance angle is to reduce friction between the cutting surface and the main clearance. In addition to the main functional angles α and γ, the calculation determines several more angles, whose values affect the class of turning cleanliness, the process of chip formation and other technical characteristics.
Prefabricated cutters
Perform various technological operations. The design allows you to attach different carbide inserts to the holder. The presence of several working elements allows you to increase the versatility of the device. The cutters, which are assembled from different plates, are fixed in the spindles of equipment controlled by a CNC system. Using prefabricated devices, holes are machined, contours are made, and grooves are selected.