Published: 04/26/2016
Rating:
With active use of the car, the body lasts for 10-15 years. It is after this time that the process of metal corrosion begins. Consequently, you will have to carry out repair work yourself or at a service station.
Welding a car body with your own hands is quite possible if you have all the necessary equipment for this.
Do-it-yourself body welding
What items are most often subject to repair?
The following parts of the machine mainly require adjustment:
- wheel fenders and arches;
- car threshold;
- bottom;
- the floor, especially in those places where there is a recess for the spare tire.
If you notice that these parts of your vehicle require repair, you need to take a welding machine and get to work.
Wheel fenders and arches most often need repairs
Visit the service station regularly
In this case, you will have to regularly visit the service station, purchase certain spare parts, and carry out repair work. There is practically no pleasure from using such a vehicle, but there are “full of worries.”
That is why, if you decide to turn to the secondary automotive market, you need a reliable friend and assistant. We are talking about cooperation with a company that deals with auto selection.
- The specialists of this organization
- based on your interests and preferences,
- as well as financial capabilities, will search for used vehicles.
- Then they will offer them to you after checking them first.
- We draw your attention to the fact that professionals perform several
- level check.
Initially, they determine the integrity of the structure and the quality of individual components. Next, the documents are carefully studied. At the stage of completing the purchase, it is necessary to correctly complete all the steps - re-registration in the MREO, execution of purchase and sale documents, and so on.
Having an assistant who handles all of the above issues, you can easily and simply find a suitable vehicle and become its owner.
We will never let our client down; we will offer him the best vehicles that we have personally checked based on 105 points. Also, we bargain well and reduce the declared price.
With us you can make not only a reliable, but also a profitable purchase. Details of our work, customer reviews, as well as a list of services with their detailed descriptions can be found on the pages of the official website.
The car is part of the life of a modern person. There is no doubt that a personal car is convenient and practical. However, not everyone has their own car. The fact is that in most cases we focus on the primary automotive market.
But new cars are quite expensive, and not everyone can afford such a purchase. If we are talking about used models, then the prices here are much more affordable. But it’s not very easy to understand which car is 100% high quality and worthy of the stated price.
How to weld the surface
Some car owners believe that such repair work can be carried out using a welding machine that operates using alternating current. In fact, using such a welding machine it is impossible to achieve a high-quality weld for the metal of the machine. In addition, it is very problematic to get with the electrode into bottlenecks of the car. It should be noted that with an alternating current device it is possible to qualitatively weld metal with a thickness of no more than 0.6 millimeters.
Due to the fact that the thickness of the metal on the machine is at least 0.8 mm, a carbon dioxide semi-automatic machine or inverter should be used. Special wire or tungsten electrodes are used as fastening material.
Preparation for welding work
First, an inverter or semi-automatic device . It is necessary to check the integrity of components and wires, since human safety depends on this. Since manipulations can be performed on metal of various thicknesses, you need to prepare 2-3 types of wire or electrodes .
Next, prepare the place where the repairs will be carried out - it needs to be dried and cleaned. Working clothes need to be put on in advance - during preparation, contamination often appears.
Semi-automatic carbon dioxide welding
Cooking using a carbon dioxide welding machine and wire will be convenient for beginners. The wire is automatically fed during metal welding, which greatly simplifies the work process. Using this method, you can carry out the following repair work on the machine:
- boiling thresholds or overcooking;
- work after straightening dents;
- strengthening patches.
Please note that if you replace carbon dioxide with argon in a semi-automatic machine, you can even weld elements made of non-ferrous metal.
Automatic carbon dioxide semi-automatic welding of car body
Setting up regulators
An example is the semi-automatic device Helvi Panther 132 . It has three regulators that affect the current parameter. The two toggle switches have only two positions: “1” and “2” on the first, “min” and “max” on the second. The third one smoothly regulates the wire feed. And the speed at which the wire is fed depends on the magnitude of the current. This means that the device independently regulates the current depending on the wire feed.
Semi-automatic welding
As an example, we can give the settings of this semi-automatic machine for different thicknesses of the metal being welded. The thin sheet was “cooked” well at the settings: “1”, “max”, and the smooth adjustment was at “7”. It is better to try thick sheets on the setting: “2”, “max”, “8”.
When working with a semi-automatic machine, there may be different welding results. Depending on the current strength, you can get the following results:
The result of welding with different currents
First case
The current is too low, so the metal does not spread over the surface, and the part does not warm up, which worsens the mating. It turns out that there is no “penetration”. You will need to increase the current.
Second case
The current is correctly adjusted, the metal spreads sufficiently and heating of the part being welded is noticeable. A small metal drop is visible on the back of the sheet.
Third case
The current is greater than the permissible value. The molten drop from the wire has sank too much. On the other side there is an obvious large drop of molten metal.
Fourth case
A significant excess of the permissible current to such an extent that through burns are formed. A significant reduction in current is required until a small drop appears without burning.
Welding with inverter
An inverter is a welding machine that operates using high frequency current.
In addition, among the advantages the following can be noted:
- mobility - the device is much lighter and smaller than its analogues;
- fast welding;
- ability to work with both wire and tungsten electrodes.
This device is perfect for body repair. True, there are several shortcomings in this device. Due to dust, the inverter often fails and is relatively expensive. But welding metal with it is much simpler and easier than with an AC welding machine.
Cooking metal with an inverter is much simpler and easier
What type of welding to use to weld the body?
The choice of welding machine will ultimately determine the quality and speed of the work. An experienced specialist will cope with any technology, but will waste time unreasonably, and most likely simply will not engage in outdated welding methods.
For example, no one has used an oxygen-acetylene torch for a long time, although it was with its help that car bodies were repaired before the advent of modern semi-automatic machines.
Semi-automatic
The main type of welding machine in body repair is a semi-automatic machine operating in an inert gas environment. The welding method is so simple that it is accessible to any novice repairman.
Before the widespread dissemination of this technology, the art of welding as applied to body iron had to be learned a lot. Now this is available for the car owner to do independently if he wants to personally repair the body.
The essence of this welding is to feed thin copper-plated steel wire into the weld zone from a coil using an electric motor with a gearbox. One output of the electric arc supply voltage is connected to the guide rollers and the nozzle through which the wire passes, the second - to the parts being welded.
Through the same nozzle, gas is supplied to the arc area, usually carbon dioxide from a cylinder with a reducer, which does not allow oxygen, which interferes with the clean fusion of parts. Sometimes a little argon is mixed with carbon dioxide to obtain better seams.
When you press the button located on the torch of the welding machine, voltage is simultaneously applied to the wire, the supply is turned on and the carbon dioxide valve opens.
The mode is selected by manual or automatic adjustment of the basic welding parameters:
- arc current, reliable penetration of the seam, the so-called penetration, depends on it;
- wire feed speed, the higher the current, the greater the mass of filler metal should be;
- the flow of incoming gas is regulated by a reducer on the cylinder.
Typically, the current is set slightly higher than required, and the touch time is adjusted by the welder by the duration of the button press. A well-welded short stitch is formed without burning through thin metal.
Inverter
An inverter is a power electronic converter of high AC voltage into low DC voltage, which can be used to power the welding arc.
Sometimes there is still a misconception that an inverter is a welding machine for working with electrodes, but it is more compact and lighter than an outdated welding transformer. That is, according to the authors of the statement, a semi-automatic device is not an inverter.
In fact, this term refers only to the conversion method, and currently all welding machines, including semi-automatic machines and everything else, use this inverter principle.
This is interesting: How to unscrew a brake pipe with torn edges
The essence of the inverter is an increased conversion frequency. The physics is such that a transformer, and it must be present at least for galvanic isolation of the network and electrodes, is smaller in weight and dimensions, the higher the frequency at which it operates.
The network frequency is 50 Hz, such transformers for acceptable welding power weigh about 20 kg. The inverter usually operates at a frequency of 50-100 kHz, that is, a thousand times higher, so its transformer is almost invisible among other electronic components, and the entire device can weigh 2-3 kg.
Manual arc welding
If we talk about outdated technologies, but not yet completely obsolete, then this is manual welding with a consumable electrode coated with flux. The method works well when welding massive parts by an experienced specialist, but is completely unsuitable for body work.
Of course, there are specialists with extensive experience who can easily weld a tin can with an electrode, but in practice everyone uses a semi-automatic machine.
As a last resort, without a bulky cylinder, using flux-cored wire. But this has its drawbacks: consumables are expensive, and the quality of work is low.
Preparatory stage
If welding work will take place outside the production area, the network load should be checked. To do this, you need to simultaneously turn on several powerful devices at home and measure the network readings. If, under such conditions, the indicators correspond to the norm or are close to it, you can use a semi-automatic device. If the voltage drops to 200 V, it is better to use an inverter. If the readings are less than 200 V, you cannot cook.
As for the machine itself, the metal surface should be cleaned of dust and dirt. Please note that you only need to work in protective clothing. Metal welding work requires strict adherence to safety.
We prepare the car body for welding work
How to properly restore a body?
An important condition for successful welding of the body is the correct setup of the device.
Therefore, before starting work, you should check on available materials.
We simply take two pieces of metal of the appropriate thickness and try to weld them, and be sure to use the same method that will be used on the body (overlapping or end-to-end, with stitches or through holes). During the testing process, we adjust the device.
It is important to ensure that there is no burning, and that the metal melts well and is connected to each other.
When using an inverter, it is important to select the electrode thickness and welding current. As a rule, 30-40 Amperes of current are required per 1 mm of electrode. Therefore, a 2.5 mm electrode requires 75-100 Amperes. You also need to take into account the thickness of the metal, so the correct data is indicated in the table.
But this is provided that the network produces 220V. If the voltage in the network drops, selecting the current may become more difficult, so it is important to do test welding before the main work.
Also, you should not weld the part sequentially (attach it and start welding from edge to edge), since this may cause the element to “lead.”
You should do this: attach the part, grab it in several places, and only after that we go around the entire perimeter.
After welding the element, the welding points must be cleaned of flux. If it is an external element, you will have to grind them down to ensure a smooth surface.
If the welded element will cover something (for example, a threshold box), then the internal surfaces must be treated with corrosion inhibitors and then covered with anti-corrosion materials. The resulting seams should also be properly processed.
As for the external parts, the entire surface is puttied and primed to completely hide welding marks, after which the body parts are painted.
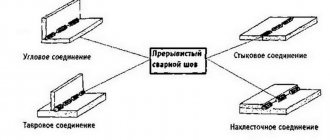
Technology
You can weld metal on a car using an intermittent or continuous weld type. As a rule, the second option is used if the elements to be connected are located end-to-end. Intermittent welding is used when there is a gap between the elements.
Sequence of work when welding the body:
- if wire is used, the machine is first charged with it;
- the required polarity of the current is set (on the burner - minus, on the clamp - plus);
- the carbon dioxide supply is connected;
- the machine is connected to the network;
- A copper tip is put on the wire and a nozzle is installed.
After this, you can begin welding the car body and other parts. Please note that the floor must be welded on both sides.
Welding a car body at home
Experts' opinion
This is how Vasily Zelenkov, a rather authoritative specialist in complex electronics, describes everything on his “Meander” channel in Yandex.Zen:
Yesterday
Good luck to everyone, probably each of you has at least once heard the phrase from a welder before welding work on the body/frame of a car, tractor, motorcycle, etc., or parts associated with it - “ disconnect the ground or battery completely
«.
This “rule” has always raised a logical question for me; For what?
I heard different answers, one claims that the battery will run out, the second claims that the battery will not only run out, but even deteriorate. There is also a version that it, in the sense of the battery, will explode.
In my attempts to find the truth, I always rested on the fact that none of the distributors of this myth knows the truth for certain, and everyone has their own truth.
Attempts to get to the bottom of the truth in dialogue with “those in the know” have always run into a reinforced concrete wall of the opponent’s absolute lack of understanding of the things he is talking about.
For everyone, absolutely everyone, the welding current somehow mysteriously gets into the car’s on-board circuits and destroys the battery.
Attempts to extract from them at least the most intelligible theory of the absolutely destructive voltage reaching the battery terminals, and even more so to explain which way the current should flow, ended with the phrase “ learn the hardware
“or “
You yourself are not a welder and therefore you won’t understand
.” That's it, no more, no less. Om is turning over in his grave!
The Internet is also filled with stupid stories that do not stand up to any criticism. All the same.
I personally have only one version, it can at least somehow explain the need for a ritual with disconnecting the battery.
Most likely, this requirement is spelled out in some paragraph of the PTB - welders who actually studied and did not play truant, confirm or refute the guess.
This requirement or recommendation is due to the fact that when welding, you can accidentally damage the electrical wiring of the car and burn it!!
If the work is carried out away from wires, then I believe that there is no need to disconnect anything.
One of the “smart” people once told me this: “ Have you heard about stray currents?” So their behavior and where they will go is impossible to predict!!!
“After this, both Ampere and Volt turned over in their graves, but this is not certain...
Yes, let them wander throughout the body wherever they want and however they want, how will they get into the camulator? The answer kills you on the spot - “ by wire”
!»
If I’m wrong, then why don’t any light bulbs burn out, or even more sensitive devices and electrical components?
I hope that at least under this article, people who know will answer whether it should be turned off, if so, why and in what cases.
And now the opinion of another specialist:
What does the price of welding at a service station depend on?
The cost of body welding, as we have already said, always depends on the complexity and volume of work, the chosen welding method, the urgency of the order and other points. But this solution has its own significant advantages, in the form of saving your own time, high-quality and efficient completion of work. In addition, many companies provide a warranty on operation . The price of argon welding, as a rule, starts at 600 rubles; muffler welding costs the least (except, of course, for small spot welding).
Most often, everything is determined by personal agreement at the service station. Thus, the price of removing and installing an engine sump is in the range from 1 to 3 thousand rubles.