Shaped metal products are, among other things, represented by 20P channel. The 20P channel owes its name to its external design - it resembles the letter “P”, the dimensions of which are 20 mm in length. Excellent technical characteristics support the ability of the part to withstand significant axial loads, with a clear advantage being bending performance.
That is why the 20P channel is ideal for installation in structures that are constantly in contact with aggressive elements and the environment. In fact, these can be unique buildings, buildings of the most bizarre shapes, the basis of which is precisely the product marked 20p. The strength of the part is ensured by special steel; there is no analogue of steel plates yet.
Advantages of channel 20P
During construction, the channel is very popular due to a number of advantages:
- the material meets the required strength indicators;
- provides significant rigidity, which makes it stand out among other frame-type metal products;
- shows fantastic results in relation to various types of deformation processes - does not react at all;
- resistant to external mechanical influences;
- If the part has through recesses, you will not have to use welding during installation, or involve additional equipment or professionals with special knowledge.
Buy a channel and work for your pleasure, quickly, smoothly and simply!
general description
Like any other version of metal products, channel 24 obtained by hot rolling is most often made from structural carbon steel on specialized section rolling mills. Typically, grades St3, C245 or C255 are taken as a basis - a distinctive feature of such alloys is a high concentration of iron, its share reaches 99-99.4%. For the manufacture of channels that will be used in environments with high humidity, alloys of grade 09G2S are used.
Low-alloy metals 09G2S are used less frequently, which significantly reduces the consumption of metal blanks.
Channel 24 is distinguished by high strength characteristics, including bending strength. This product can withstand increased axial loads, therefore it is widely used in the construction of bridge structures and columns. This type of beams has also found its application in the construction of residential or industrial buildings. Beam 24 visually resembles a bent steel profile. However, if you look closely, you will notice significant differences in the cross-sectional configuration. The thickness of the various elements of the hot-rolled channel, that is, the flanges, the wall, as well as the transition area between them, varies. For bent varieties, it is the same in all sections of the section.
Hot-rolled channel number 24 assumes that the transitions of both shelves into the main wall are rounded on the inside; from the outside, the corner has a clear straight appearance. For bent beams in this section, the bend on both sides is smooth. The principle of marking rolled products is also different. Thus, the product in question is designated by a number that exactly corresponds to the height of the channel, that is, the width of the main wall between the outer edges of the shelves, reduced by 10 times. That is, for product number 24 the shelf height will correspond to 240 mm. Therefore, if the estimate, design documentation or invoices indicate rolled products designated as “channel 24”, then you can immediately imagine what kind of metal product it is and what exactly it looks like.
For information! When marking bent channels, different designations are used - they provide a long number consisting of several digital values. Their decoding is contained in specialized normative acts and regulations. For all other types of channels, the values are indicated in the markings, for example, channel 120x60x4.
The element in question is produced in accordance with GOST 8240. It applies to all hot-rolled beams for both general and specialized purposes in the height range from 50 to 400 mm with flange widths from 32 to 115 mm.
Channel thickness 24?
The thickness of the channel 24 depends on its modification and in practice, when we talk about the thickness of the channel, we must understand that we are discussing the thickness of its wall. In the drawings of channel 24 given above, at the beginning of the article, we see that its thickness is measured (dictated by GOST) in two places. This is the wall thickness of the wide channel flange (what we call channel width 24) - S and the wall thickness of the narrow channel flange (what we call channel height 24) - t. So, as for the specific values of the thickness of channel 24, GOST defines the following values.
For channel 24 with a slope of internal edges, a width of 240 mm and a height of 90 mm, the thickness of the channel is determined by two values: S = 5.6 mm, t = 10.0 mm.
For channel 24 with a slope of internal edges, a width of 240 mm and a height of 95 mm, the thickness of the channel is determined by two values: S = 5.6 mm, t = 10.7 mm.
For channel 24 with parallel edges, width 240 mm and height 90 mm, the thickness of the channel is determined by two values: S = 5.6 mm, t = 10.0 mm.
For channel 24 with parallel edges, width 240 mm and height 95 mm, the thickness of the channel is determined by two values: S = 5.6 mm, t = 10.7 mm.
That is, as we see, despite the different shapes of the channels 24, they are quite well unified, which is convenient both in the manufacture of structures from the channel and in estimating its weight. However, ATTENTION!!! When we call the thickness of a narrow wall for channel 24 with a slope of the internal edges of the flanges, then the thickness t turns out to be a conditional, average value chosen approximately in the middle of the flange edge. Closer to the end of the narrow flange, the thickness of the channel decreases, and closer to the wide flange it increases.
Channel area 24?
When talking about the area of this type of rolled metal, we can discuss either the cross-sectional area of the channel 24 or the surface area of the channel 24. People often ask why the surface area of the channel is needed? It seems that in the manufacture of structures it is not very important, is not taken into account in calculations and is not included as a parameter in formulas. This is true, but one of the final stages of manufacturing structures from channel 24 is painting the metal structures with paint to protect them from corrosion. Channel 24 is no exception here. And in order to design and plan work on the manufacture of metal structures, we will need to draw up an estimate for painting in advance. For this purpose, the surface area of the channel (1 linear meter) is useful in order to calculate the painting area of the channel. The area of channel painting, in turn, is related to the paint consumption per unit area and the timing of the work. So you can calculate the painting area of channel 24 based on tabular data according to GOST - channel surface area.
But, much more often, we need a cross-sectional area of the channel 24. I note that depending on the angle at which the channel section is made relative to its axis, we will get completely different values of the cross-sectional area. In practice, usually only one type of section is used in calculations and formulas - transverse. When the section is made at an angle of 90 degrees to the channel axis. So, the cross-sectional area of the channel 24 depends on the specific modification of the rolled product.
For a channel 24 with a slope of internal edges, a width of 240 mm and a height of 90 mm, the cross-sectional area of the channel is = 30.6 sq.cm.
For a channel 24 with a slope of internal edges, a width of 240 mm and a height of 95 mm, the cross-sectional area of the channel is = 32.9 sq.cm.
For channel 24 with parallel edges, width 240 mm and height 90 mm, the cross-sectional area of the channel is = 30.6 sq.cm.
For channel 24 with parallel edges, width 240 mm and height 95 mm, the cross-sectional area of the channel is = 32.9 sq.cm.
Channel 24 range and GOST standards according to which it is manufactured
Such channels are produced according to several standards. The assortment and requirements for section shape, geometric parameters, dimensions, maximum permissible deviations and the specific weight of one linear meter are specified in GOST 8240-97, 19425-74 and 5267.1-90. Depending on the purpose of the channel, they are guided by one of these standards.
Channel 24 is produced only in accordance with GOST 8240. The latter (according to the explanations of this standard on the scope of its application) applies to hot-rolled steel channels for general as well as special purposes, having, depending on the standard size, a height in the range of 50–400 mm and flanges with a width of 32–115 mm.
In the production of products that are manufactured in accordance with GOST 8240, depending on their purpose and conditions of use, one of the following standards is also used:
- GOST 535-2005 – applies to rolled products (shaped and long) for special, as well as general purposes, from carbon steel alloys of ordinary quality;
- GOST 19281-89 – for all types of rolled products made of high-strength steel alloys (low-alloy);
- GOST R 55374-2012 – applies to certain types of hot-rolled steel, including shaped steel, made of alloyed structural steel alloys and intended for use in bridge construction;
- GOST R 52927-2015 – for rolled steel alloys of high, increased and normal strength and intended for the construction of river and sea vessels, berths, pontoons, oil and gas platforms and other welded structures.
These standards provide technical conditions for the production of the corresponding rolled products (including channels), containing requirements for strength and other parameters, classification according to them, a list of steel grades used and their chemical composition, as well as other characteristics of the finished product.
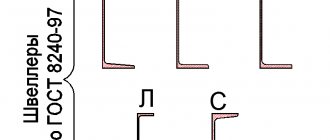
According to GOST 8240, all products manufactured according to it are divided into several types. According to the shape of the shelves in cross section of the product:
- With shelves that have an inclined edge on the inside of the profile.
- With shelves whose inner and outer edges are parallel.
According to the size and cross-sectional shape, they are divided into the following series of channels:
- U - with shelves of the 1st type;
- P – with shelves of the 2nd type;
- E – economical with type 2 shelves;
- L – light series with shelves of the 2nd type;
- C - special with shelves of the 1st type.
Thus, according to standard 8240, the assortment of channel size 24 consists of 5 items. These products are: 24U, 24P, 24E, 24L and 24S.
The center of gravity of the channel is 24.
Let's look again at the drawings. The center of gravity of a channel is a value that also depends on the specific modification (shape) of the channel. So, the center of gravity is distinguished for all types of channels, that is, if we have 4 different shapes of a channel, then for each of them the center of gravity will be different. Let's look at the drawing and extracts from GOST.
Here again is our channel 24 with a slope of the inner edges of the shelves. In the drawing at the beginning of the article, the center of gravity of the channel is indicated by the letter - Z0. Can you see it well? For channel 24, width 240 mm and height 90 mm, the center of gravity is equal to - 2.42 cm. And, for channel 24 with height 95 mm, the center of gravity will be equal to - 2.67 cm.
Here again is our channel 24 with parallel edges of the shelves. In the drawing at the beginning of the article, the center of gravity of the channel is indicated by the letter - Z0. Can you see it well? For channel 24, width 240 mm and height 90 mm, the center of gravity is equal to - 2.75 cm. And, for channel 24 with height 95 mm, the center of gravity will be equal to - 2.85 cm.
Channel radius 24.
The channel has several radii, the value of which is also determined by GOST. R and r that are important for calculations and formulas are identified . See the drawing of the channel of the corresponding type. Now the tabular values of the channel radius for each of its modifications.
For channel 24 with a slope of the inner edges of the shelves, a width of 240 mm and a height of 90 mm, the radius R and r are respectively equal to 10.5 and 4.0 mm. And, for channel 24 with a height of 95 mm, the radius R and r are respectively equal to 10.5 and 4.0 mm.
For channel 24 with parallel flange edges, width 240 mm and height 90 mm, the radius R and r are respectively equal to 10.5 and 6.0 mm. And, for channel 24 with a height of 95 mm, the radius R and r are respectively equal to 10.5 and 6.05 mm.
The radius of inertia of the channel is 24.
The radius of inertia of a channel is one of the quantities that depends not only on its shape, but also on the selected coordinate axis. As we see in the photo of the drawing of channel 24, in mechanical engineering and the design of metal structures they mainly use 2 axes: XX and YY, where XX is the axis passing through the middle of the wide flange of the channel, perpendicular to the plane of the flange, and the YY axis passing through the center of gravity of the channel parallel to it wide shelf. So, the values of the radii of inertia of the channel 24 for different axes are designated according to the name of each of the axes: Rx and Ry .
For channel 24 with a slope of the inner edges of the shelves, a width of 240 mm and a height of 90 mm, the radius Rx and Ry are respectively equal to 9.73 and 2.60 cm. A, for channel 24 with a height of 95 mm, the radius Rx and Ry are respectively equal to 9.84 and 2.78 cm.
For channel 24 with parallel flange edges, width 240 mm and height 90 mm, the radius Rx and Ry are respectively equal to 9.01 and 2.77 cm. A, for channel 24 with a height of 95 mm, the radius Rx and Ry are respectively equal to 9.75 and 2.85 cm.
Standard 8240 product requirements
Of all the requirements of GOST 8240 for channels of this standard, we will focus on the main ones - the maximum deviations from the standardized nominal values of the cross-section parameters, as well as length and specific gravity. Product No. 24 has the following maximum permissible deviations for:
- height – ±3 mm;
- shelf width: for products 24U, 24P and 24E – ±3 mm, and for 24L and 24S – ±2 mm;
- flange thickness: for rolled products 24U, 24P, 24E and 24L – –0.5 mm, and 24S – –1 mm;
- wall thickness: for profiles 24U, 24P - not controlled, 24E - ±0.6 mm, 24L - ±0.5 mm, and 24S - ±0.7 mm;
- shelf skew ∆ – no more than 1 mm;
- wall deflection ƒ: for profiles 24U, 24P, 24E and 24S - no more than 1.5 mm, and 24L - no more than 0.63 mm.
The length maximum deviations are not standardized for all channels. They are provided by standard 8240 only for products of measured length, as well as multiples of it. Their values should not be greater than:
- +40 mm – for rolled products 2–8 m long;
- +[5(L – + 40] mm, but not more than 100 mm – for metal products longer than 8 m, where parameter L is the length of the profile, m.
The maximum permissible standard weight deviation for an individual profile is ±6%, and for a batch of channels – ±4%. The weight deviation is calculated by subtracting from the actual weight of the supplied batch of rolled products the value obtained as a result of calculation according to the tables of GOST 8240. That is, using the above specific weight (one linear meter), which is multiplied by the total footage of the batch of channels. At the same time, when calculating the theoretical mass of supplied products of measured length, as well as its multiple length, 0.5 must be added to the total footage of the sum of permissible deviations along the length of rolled metal in the batch.
How channel 20P is produced
To better understand what we are dealing with, let’s find out what the production of the frame of a product is, the dimensions of which are 20 mm in length. In this case we are talking about the letter “P”, but basics in the form of the letter “U” and other models are also used.
So, a channel is produced in one of 2 ways, it all depends on the technology adopted at the manufacturer’s plant:
- by hot rolling - special machine equipment is required;
- using profile mills.
In general, the production process looks like this:
- Rolls of metal are cut based on the width of the blocks.
- Then the rolls are distributed in special machines that ensure uninterrupted and constant movement of sheet metal, and bending involves fixing a section of a certain size.
- All that remains is to cut a piece of the required length.
Of course, production has been put on a conveyor belt, which shows good production of products in a short period of time.
Cold-drawn and hot-rolled channel 20P is considered the most durable. To obtain a high-quality shaped rolled product, it is enough to increase the volume of the carbon component and add manganese. This is the only way to achieve proportionality between the properties of strength and ductility.
Manufacturing process
Channel 20 is produced by hot rolling. The principle is this: raw materials undergo several stages of mechanical deformation in a special rolling mill. This complex is equipped with rotating shafts. Rolled products pass through these installations, successively changing their geometric shape to the required one. When setting up the mill, they are guided by the final dimensions of the channel; only the radii of curvature of the flanges on the inner sides of the product, the edges of the channel and the angle between their surfaces are not taken into account.
The fundamental difference from other technologies is the preheating of raw materials to high temperatures. More precise temperatures depend on the metal chosen. Different metals begin to change their state of aggregation at different temperatures. The metal is heated until it enters a state of increased plasticity; here the quality of the future channel is imparted, internal stresses in the material are removed, and the wear resistance of the working elements of the channel and the number of profiling stages are increased.
After heating, the raw material is rolled through the mill. A system of rotating shafts passes heated metal through itself, consistently changing its geometric parameters. By the end of processing, a standard channel comes out of the mill.
By increasing the temperature of the metal, it is possible to obtain a uniform structure inside, which increases resistance to various loads. Alternative methods for producing channels do not have this “trump card”. Preheating also eliminates future additional thermal operation to remove internal stresses. However, you have to pay for this method - hot-rolled 20P channel is more expensive than its alternatives, since heating the metal and using a rolling mill is expensive.
Specifications
Modern products, whose dimensions reach a length of 20 mm, require laying a step between the arms of 50-400 mm, and it is these indicators that determine in which building the 20p channel will be used.
Channel 20P has the following physical properties:
- height – 20 mm;
- depth – 76 mm;
- cross section - 23.4 square meters. mm;
- radius 1 and radius 2 – 9.5 and 5.5 mm.
The letter marking, in turn, determines the following features of the channel:
- “U” – fixes the angle of inclination for the internal parts of the shelves;
- “P” – shelves are located parallel to each other;
- “L” - the part is similar to the “P” design, but avoids too precise shapes;
- “E” is the most economical option “P”;
- “C” is a special sample (most often made to order).
One way or another, the technical properties of metal parts are described in the norms and regulations of GOST, where the dimensions and parameters of each type of product are indicated. During the development of products, GOST was changed and supplemented several times, so today the modification of devices has the best characteristics, established by trial and error, taken from the own experience of leading builders, engineers and designers.
Types of channel 20, main characteristics
GOST 8240-97 regulates the production of several types of hot-rolled products with a U-shaped cross section. Hot-rolled channel 20 is sold in lengths of 2-12 m. On request, the length can be longer.
- With a slope of the inner edges of the shelves . The markings indicate the height of the shelf in centimeters and the letter “U”. The products are used in frame construction, to strengthen the foundation, construct trusses, arched ceilings, construct small architectural forms, and create load-bearing metal structures for various purposes.
- With parallel edges of shelves . The designation contains the letter “P”. Like the U series products, it is used in construction. Products with parallel inner edges of the shelves are convenient in cases where a tight fit along the inner part of the section is necessary.
- Economical series (E) with parallel shelf edges . The wall thickness is less than the wall thickness of P series metal products.
- With parallel edges of light series shelves (L) . The 20 L channel is characterized by a reduced shelf length, shelf and wall thickness, and therefore a smaller cross-sectional area, weight of 1 m, and load-bearing capacity, compared to the P series. The product is in demand in structures not intended to withstand significant forces.
- With a slope of the internal edges of the special series shelves (C) - 20C, 20Ca, 20Sb. Metal products with indices “a” and “b” have a more powerful cross-section compared to rolled products 20C.
Equal-flange bent channel 20, produced in accordance with GOST 8278-83, can have flanges with a width of 50, 80, 100, 180 mm, and a wall thickness of 3, 4, 5, 6 mm. It is made from hot-rolled roll blanks. Unequal bent products are produced in accordance with GOST 8281-80. The standard provides for shelves with a width of 50 and 30 mm, wall thickness - 4 mm.
To increase corrosion resistance, metal products made from “black” carbon steels are coated with a protective zinc layer.
Areas of application of the channel
We have already found out the dimensions of the channel with the letter “P” with a height of 20 mm, now it’s time to decide on the weight of the element of the building structure, and it is rather large - 18 kg of metal is required for 1 m. Therefore, the product is used in the construction of monolithic, significant structures:
- it may be an industrial building where operation with a static load is expected;
- when arranging residential complexes;
- creation of machine-building and metallurgical workshops.
Features of hot-rolled channels of the 24th group
All channel products, regardless of the material used and production technology, have a similar appearance, which is significantly different from other rolled metal products. But if we look in more detail, significant differences can be found between different types of channels. If you know about these features, it will be more difficult to confuse different types of profiles, which is important both when selecting the necessary product and during its operation.
Number markings are placed only on hot-rolled channels. Moreover, it means not only belonging to a certain standard size, but also corresponds to a specific profile height reduced ten times - the distance between the outer edges of the profile flanges, which determines the width of its walls. Just by looking at the markings, you can calculate the height of the channel. In this case, the product designation contains the number 24, which means its height is 240 millimeters. For other channel products, the marking method is slightly different. Comprehensive information on a particular channel is contained in its GOST. One of the most common is GOST 8240.
Assortment of hot rolled channel
In accordance with GOST 8240-89, a profile is produced with a slope of the internal edges of the shelves “U” and with parallel edges – “P”. Produced in the same assortment. The calculation of the cross-sectional area of the channel presented in the GOST table is averaged and is made based on the average steel density equal to 7.85 kg/m3.
Table of cross-sectional area of hot rolled products
| Channel number | Cross-sectional area, cm2 | Channel number | Cross-sectional area, cm2 |
| 5 | 6,16 | 18a | 22,2 |
| 6,5 | 7,51 | 20 | 23,4 |
| 8 | 8,98 | 22 | 26,7 |
| 10 | 10,9 | 24 | 30,6 |
| 12 | 13,3 | 27 | 35,2 |
| 14 | 15,6 | 30 | 40,5 |
| 16 | 18,1 | 33 | 46,5 |
| 16a | 19,5 | 36 | 53,4 |
| 18 | 20,7 | 40 | 61,5 |
Assortment of hot rolled channel
In accordance with GOST 8240-89, a profile is produced with a slope of the internal edges of the shelves “U” and with parallel edges – “P”. Produced in the same assortment. The calculation of the cross-sectional area of the channel presented in the GOST table is averaged and is made based on the average steel density equal to 7.85 kg/m3.
Table of cross-sectional area of hot rolled products
| Channel number | Cross-sectional area, cm2 | Channel number | Cross-sectional area, cm2 |
| 5 | 6,16 | 18a | 22,2 |
| 6,5 | 7,51 | 20 | 23,4 |
| 8 | 8,98 | 22 | 26,7 |
| 10 | 10,9 | 24 | 30,6 |
| 12 | 13,3 | 27 | 35,2 |
| 14 | 15,6 | 30 | 40,5 |
| 16 | 18,1 | 33 | 46,5 |
| 16a | 19,5 | 36 | 53,4 |
| 18 | 20,7 | 40 | 61,5 |