Metal sellers are well acquainted with the manifestation of metal corrosion such as rust and know how much damage it can cause. According to various statistics, metal corrosion can “eat up” 10-20 percent of global iron production. And, unfortunately, not only the metal itself is destroyed, but also products made from it. Roofs, bridges, fences, cars, buildings, and even the symbol of Paris, the Eiffel Tower, rust and are destroyed by corrosion.
In addition to the destruction of various structures that can pose a threat to human life, the rusting of metals often causes environmental damage: leakage of harmful chemicals when pipelines are destroyed, leakage of oil and gases from tanks “corroded” by corrosion, etc. Today we will try to figure out what rust is, how to prevent its appearance, and whether it is possible to get rid of it when it has already appeared on the surface of metal products.
Definition of corrosion
Metal materials under chemical or electrochemical influence of the environment are subject to destruction, which is called corrosion.
Corrosion of metals is caused by redox reactions, as a result of which metals become oxidized and lose their properties, which renders metal materials unusable.
There are 3 signs that characterize corrosion:
- Corrosion is, from a chemical point of view, a redox process.
- Corrosion is a spontaneous process that occurs due to the instability of the thermodynamic system metal - environmental components.
- Corrosion is a process that develops mainly on the surface of the metal. However, it is possible that corrosion can penetrate deep into the metal.
Causes of metal rusting and why it is dangerous
Rust spoils the appearance and interferes with the normal functioning of products
Rust is the final stage of metal oxidation. The corresponding chemical reaction occurs when the material comes into contact with water (even droplets of moisture in the air are sufficient). The main danger of rust is its destructive effect on metal products, including their appearance. Gradually the material becomes covered with holes and rots. Metal mechanisms become unusable and do not function correctly.
One of the causes of corrosion is damage to the protective coating.
The spread of corrosion is influenced by:
— chips and defects in the paintwork;
— cracks and scratches on the material;
— lack of anti-corrosion treatment.
Types of metal corrosion
The most common types of metal corrosion :
- Uniform – covers the entire surface evenly
- Uneven
- Electoral
- Local stains – individual areas of the surface are corroded
- Ulcerative (or pitting)
- Spot
- Intercrystalline - spreads along the boundaries of a metal crystal
- Cracking
- Subsurface
Main types of metal corrosion
From the point of view of the mechanism of the corrosion process, two main types of corrosion can be distinguished: chemical and electrochemical.
Is there a connection between batteries, zinc and corrosion?
The operating principle of the battery is based on electrocorrosion technology (galvanic couple).
Positively charged electrons move from the anode to the cathode in a special solution (electrolyte). A zinc plate is most often used as an electron source (anode). The composition for the electrolyte can be
- salt,
- alkali,
- ammonium chloride.
Two plates with different potentials are placed in a working electrolyte solution. The current will move from the positively to the negatively charged pole. To prevent a short circuit from occurring, a load must be connected to the battery, otherwise it may
- the battery will drain quickly,
- a fire may occur,
Electrochemical corrosion of metals
Electrochemical corrosion of metals is the process of destruction of metals in the environment of various electrolytes, which is accompanied by the appearance of an electric current inside the system.
With this type of corrosion, an atom is removed from the crystal lattice as a result of two coupled processes :
- Anodic - metal in the form of ions goes into solution.
- Cathode – the electrons formed during the anodic process are bound by a depolarizer (the substance is an oxidizing agent).
The process of removing electrons from the cathode sites is called depolarization , and substances that promote removal are called depolarizers.
The most common corrosion of metals is with hydrogen and oxygen depolarization .
Hydrogen depolarization
Hydrogen depolarization is carried out at the cathode during electrochemical corrosion in an acidic environment :
2H++2e— = H2 discharge of hydrogen ions
2H3O++2e— = H2 + 2H2O
Oxygen depolarization
Oxygen depolarization is carried out at the cathode during electrochemical corrosion in a neutral environment :
O2 + 4H++4e— = H2O reduction of dissolved oxygen
O2 + 2H2O + 4e— = 4OH—
All metals, in their relation to electrochemical corrosion, can be divided into 4 groups, which are determined by the values of their standard electrode potentials:
- Active metals (high thermodynamic instability) are all metals in the range of alkali metals - cadmium (E0 = -0.4 V). Their corrosion is possible even in neutral aqueous environments in which there is no oxygen or other oxidizing agents.
- Metals of medium activity (thermodynamic instability) are located between cadmium and hydrogen (E0 = 0.0 V). In neutral environments, in the absence of oxygen, they do not corrode, but are subject to corrosion in acidic environments.
- Low-active metals (intermediate thermodynamic stability) - are located between hydrogen and rhodium (E0 = +0.8 V). They are resistant to corrosion in neutral and acidic environments in which there is no oxygen or other oxidizing agents.
- Noble metals (high thermodynamic stability) - gold, platinum, iridium, palladium. They can be subject to corrosion only in acidic environments in the presence of strong oxidizing agents.
Types of electrochemical corrosion
Electrochemical corrosion can occur in various environments. Depending on the nature of the environment, the following types of electrochemical corrosion are distinguished:
- Corrosion in electrolyte solutions - in solutions of acids, bases, salts, in natural water.
- Atmospheric corrosion - in atmospheric conditions and in any humid gas environment. This is the most common type of corrosion.
For example, when iron interacts with environmental components, some of its sections serve as the anode, where iron oxidation occurs, and others serve as the cathode, where oxygen reduction occurs:
A: Fe – 2e— = Fe2+
K: O2 + 4H+ + 4e— = 2H2O
The cathode is the surface where the oxygen flow is greater.
- Soil corrosion - depending on the composition of the soil, as well as its aeration, corrosion can occur more or less intensely. Acidic soils are the most aggressive, while sandy soils are the least.
- Aeration corrosion occurs when there is uneven access of air to different parts of the material.
- Marine corrosion - occurs in sea water due to the presence of dissolved salts, gases and organic substances in it .
- Biocorrosion - occurs as a result of the activity of bacteria and other organisms that produce gases such as CO2, H2S, etc., which contribute to metal corrosion.
- Electrocorrosion - occurs under the influence of stray currents in underground structures, as a result of the work of electric railways, tram lines and other units.
Is it possible to restore metal damaged by corrosion?
1. Researchers from Switzerland patented the technology, and based on it they developed equipment for restoring metal surfaces damaged by corrosion using hydrogen exposure.
The essence of the method . The metal surface with foci of corrosion is continuously exposed to intense exposure to hydrogen molecules. As a result of the “attack,” hydrogen knocks out oxygen from the surface zone, which is part of the compounds located in the affected area. Hydrogen reacts with oxygen, binding it. Thus, oxidative reactions in the corrosion zone gradually fade away. As the decomposition reaction (oxidation) ceases, the source of damage disappears. The original appearance of the surface layer is restored. The original technological characteristics are returned. However, this technique is intended to restore the surface layer of metal with a small percentage of damage to the total surface area.
2. Laser treatment of the surface of metal damaged by corrosion allows you to destroy rust, restoring its original appearance.
The rusty surface is treated with special equipment that is capable of creating a powerful luminous energy flux.
The principle of the cleansing technique is that when exposed to affected areas, laser beams are reflected from areas with pure metal and are absorbed by areas with a heterogeneous composition.
Corrosion products are compounds containing oxygen (oxides, hydroxides, etc.). As a result of laser irradiation, the impurity material, absorbing energy, becomes very hot and peels off from the surface. The higher the power of the laser beam, the more intense the process. As a result, the rust breaks down, melts and evaporates, leaving the metal surface clean.
Methods of protection against metal corrosion
The main method of protecting metal from corrosion is the creation of protective coatings - metallic, non-metallic or chemical.
Metal coatings
A metal coating is applied to the metal that needs to be protected from corrosion with a layer of another metal that is resistant to corrosion under the same conditions. If the metal coating is made of a metal with a more negative potential (more active) than the one being protected, then it is called an anodic coating . If the metal coating is made of a metal with a more positive potential (less active) than the one being protected, then it is called a cathodic coating .
For example, when applying a layer of zinc to iron, if the integrity of the coating is compromised, the zinc acts as an anode and will be destroyed, while the iron is protected until all the zinc is used up. The zinc coating in this case is anodic .
The cathode coating to protect the iron may, for example, be copper or nickel. If the integrity of such a coating is violated, the protected metal is destroyed.
Non-metallic coatings
Such coatings can be inorganic (cement mortar, glassy mass) and organic (high molecular weight compounds, varnishes, paints, bitumen).
Chemical coatings
In this case, the protected metal is subjected to chemical treatment in order to form a corrosion-resistant film of its compound on the surface. These include:
oxidation – production of stable oxide films (Al2O3, ZnO, etc.);
phosphating – obtaining a protective film of phosphates (Fe3(PO4)2, Mn3(PO4)2);
nitriding – the surface of the metal (steel) is saturated with nitrogen;
steel bluing - the metal surface interacts with organic substances;
carburization – obtaining on the surface of a metal its connection with carbon.
Changes in the composition of technical metal and corrosive environment
Changing the composition of the technical metal also helps to increase the metal's resistance to corrosion. In this case, compounds are introduced into the metal that increase its corrosion resistance.
Changing the composition of the corrosive environment (introducing corrosion inhibitors or removing impurities from the environment) is also a means of protecting the metal from corrosion.
Electrochemical protection
Electrochemical protection is based on connecting the protected structure to the cathode of an external direct current source, as a result of which it becomes the cathode. The anode is scrap metal, which, when destroyed, protects the structure from corrosion.
Protective protection - one of the types of electrochemical protection - is as follows.
Plates of a more active metal, called protector . The protector - a metal with a more negative potential - is the anode, and the protected structure is the cathode. The connection of the protector and the protected structure with a current conductor leads to the destruction of the protector.
Examples of problems with solutions for determining the protective properties of oxide films, determining the corrosion resistance of metals, as well as equations for reactions occurring during electrochemical corrosion of metals are given in the section Problems for the section Corrosion of metals
Categories Corrosion of metals, GENERAL CHEMISTRY
Traditional methods of fighting rust
1. Acetic acid
You can dip the item in vinegar or treat the item with a spray bottle.
You will need a 70% preparation, essence or regular vinegar. Take a container the size of the corroded product and pour acid into it. Dip the rusted element into the liquid and leave for 2-3 hours. After this, take out the product and enjoy the result.
If the damaged surface covers a large area, apply spray treatment. Pour acetic acid into a spray bottle and spray onto the rust. Be sure to wear safety glasses to prevent eye burns. Upon completion of cleaning, dry the product and apply an anti-corrosion agent to it.
2. Soda
Mix baking soda with water and use an old brush to scrub the dishes.
The food product will help spot neutralize rust. Soda is suitable for cleaning kitchen utensils, utensils, and various mechanisms. If necessary, the procedure can be performed several times. Mix baking soda with water until a paste forms. Apply the resulting mixture to areas of corrosion and rub thoroughly with an old toothbrush. Leave the product on for a couple of hours and then clean the surface.
3. Citric acid
The more concentrated the acid, the more effectively corrosion is removed.
An effective remedy for getting rid of corrosion in hard-to-reach places. Be sure to wear protective gloves while working. The more concentrated the citric acid, the more effectively the corrosion is removed. Dilute 80 g of powder in 100 ml of warm water and pour the resulting liquid into a container. Soak the part in the cleaner for a couple of hours.
4. Oxalic acid
Acid will remove not only rust, but also other contaminants
The acid is quite caustic, so do not forget about protective equipment. The substance will help remove rust and other contaminants on the metal. The part must first be washed and dried. Next, prepare a solution of 6 tsp. oxalic acid powder and 300 ml of water. Dip the item into the liquid and leave for 30 minutes. After the allotted time, remove the product and remove any remaining rust with a toothbrush.
5. Hydrochloric acid
A 2% hydrochloric acid solution will be sufficient
It is enough to wipe the corroded areas with 2% hydrochloric acid until the rust dissolves. It is also necessary to follow safety precautions.
6. Hydrogen peroxide
Peroxide is best used together with sodium salt
Option for cleaning plumbing fixtures, toilets, bathtubs and cutlery. Best used in combination with trisodium phosphate. Dissolve 4 tbsp. sodium salt in 3 liters of water and add 50 ml of hydrogen peroxide to the liquid. Wipe the rusted areas with the resulting product.
7. Coca-Cola
Cola copes well with rust in the initial stages
Sweet soda contains phosphoric acid, which also helps remove rust. You will need a container of the appropriate size and enough cola to dip the product into. Exposure time - 12-20 hours. Then rinse the item and dry it. You shouldn’t expect a phenomenal effect from soda, but it will cope with a mild form of rust.
8. Sandpaper or foil
Food grade foil works well against rust on plumbing fixtures
Sandpaper can be used to mechanically remove corrosion. It is enough to treat the damaged areas to remove the rust. Ordinary food foil is also suitable as an alternative. Roll aluminum paper into balls and rub them on the corroded areas.
Folk remedies for removing rust and hardening the surface layer
1.During the Great Patriotic War, in case of corrosion damage to weapons, soldiers cleaned the rust with the following composition:
- hydrochloric acid,
- inhibitors of plant origin.
Hydrochloric acid destroys corrosion products, plant inhibitors adsorb these compounds on themselves. An oxidation-reduction reaction occurs. As a result, rust disappears, and a protective film is formed on the surface, preventing the development of corrosion processes.
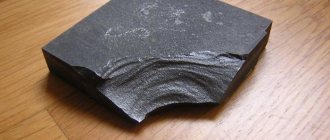
2.When removed from the ground, rusty iron objects are capable of accumulating organic substances that were in the soil (carbon, nitrogen, etc.) in the surface layer. Heat treatment of such products (water hardening) leads to hardening of the surface layer. Mechanical properties are improved and hardness increases.
Corrosion or life
The sun, air and water, which are so necessary for human life, are at the same time the worst enemies of structural materials. And also sand, dust, car exhaust, microorganisms... What needs to be done to prevent bridges from collapsing and building roofs from collapsing, ships from rusting and airplanes from aging prematurely? So that oil, gas, and even water do not leak from leaky pipelines? How to calculate the design of a product so that a complex unit does not fail due to the breakdown of a tiny part? And how can we protect Russian consumers from goods that are not designed for our climate? These questions are the subject of serious discussion. The floor goes to the leading Russian materials scientist.
Photo by Natalia Domrina.
The influence of climatic factors on materials.
Under mechanical loads, corrosion processes occur more intensely.
Overgrowth of algae, mollusks, and corals enhances corrosion processes.
Corrosion of the TNK-BP pipeline in the Tyumen region.
Corrosion of the main gas pipeline of Gazprom in the Perm region under a peeled insulating coating.
‹
›
Man has adapted to life in different climatic conditions, but this is not enough: equipment must withstand heat and frost, dryness and rain. To assess the service life and reliability of complex technical systems, it is important to understand the impact climatic factors have on materials.
According to Japanese experts (“Espec Technology Report”, No. 1), more than 60% of equipment failures are associated with exposure to temperature and moisture. For example, at high temperatures, electrical parameters change - inductance, capacitance, resistance, and as a result the electronics fail. Due to the softening and expansion of the surface layers, the destruction of moving parts begins. Oxidation and associated aging of materials are accelerated. Low temperatures cause other problems: the elasticity of rubber and resins decreases, lubricants harden, liquids freeze, heat shrinkage occurs, and cracks form. High humidity accelerates corrosion, and materials that can absorb moisture swell and lose their properties.
The destruction of materials under the influence of climatic factors leads to accidents in transport, production, and housing and communal services. About a quarter of accidents on gas and oil pipelines are a consequence of corrosion. And the longer the pipeline is in operation, the more frequent the accidents. According to the American company Corrpro, during the first eight years after the pipeline was launched, only three accidents were recorded, after 17 years - already 94! The forecast based on these data gives 665 accidents after 25 years of operation. And any pipeline-related accident has not only economic, but also environmental and social consequences.
Annual global losses from corrosion are estimated at $2.2 trillion, and in countries such as the USA, Great Britain, and Germany, they reach 3% of GDP. In the United States in 2011, direct losses amounted to $468 billion. (The last reliable estimate of corrosion losses in our country dates back to 1969: $6.7 billion, or 2% of GDP.) Moreover, at least a quarter of all losses could be avoided if science-based methods were used to protect materials from corrosion and other climatic factors.
Priority in understanding the mechanisms of corrosion belongs to Georgy Vladimirovich Akimov, one of the founders of VIAM. Back in the 1920s, he began to think about why some alloys quickly deteriorate under the influence of oxygen and water, while others are relatively stable. In 1926, Akimov, while on vacation in Sevastopol, so as not to waste time, conducted a series of experiments. He hung steel bolts from aluminum wire, from copper wire, from ordinary twine, immersed them in sea water and watched what happened.
Akimov came to the conclusion that the corrosion process is described by the mechanisms of electrolytic interaction. And once the mechanism became clear, it became possible to develop methods of protection, for example, coating steel and aluminum with a layer of zinc.
Polymer composite materials, which have significantly replaced metals in recent decades, are not subject to corrosion. But they also need to be protected. And first of all - from moisture. Composite material is multilayer, it consists of durable fiber and a polymer binder, such as epoxy resin. If moisture penetrates the fiber-matrix interface, delamination and destruction of the material occurs. In a sense, polymer composite material can be compared in structure to reinforced concrete: steel reinforcement provides strength and rigidity, and concrete provides solidity of the structure. And if, for example, there is excess moisture left in the concrete, which is also frozen, the concrete collapses. It’s the same with a polymer composite: when cracks form in the composite matrix, that is, the base of the material loses strength, the fibers simply creep apart and the structure loses its performance properties. There are international standards that assess the impact of water on a composite. The sample is placed in a water bath and kept for one and a half months until completely saturated with moisture. After this, the mechanical properties of the material are measured: as a rule, they are reduced by 30-40%. At VIAM, we have created a binder that allows us to retain 85% of the properties of the material even under prolonged exposure to moisture and temperature.
Another damaging factor is ultraviolet radiation. It causes destruction of the binder, and the material loses its mechanical properties. Similar processes occur under the influence of sand, which “blows out” the binder from the material. There is a known case with. In the early 1970s, they designed a new engine in which the fan blades were made of carbon fiber. We obtained a gain in weight, excellent characteristics in elasticity modulus and strength. But they did not take into account one feature: the dust that was sucked into the engine at the airfield almost completely removed the polymer matrix from the body of the blade, and it became like a broom, only made of carbon fibers. The company suffered very large losses and went bankrupt. Then the Queen of Great Britain decided to nationalize the company and buy out all debts. And after some time, the company was again sold into private hands. An example of the competent attitude of state leaders towards a brand that is a national treasure.
Another factor is biodamage. They are especially noticeable in tropical conditions. Many different microorganisms have appeared that feed on polymers and other materials. The most important thing is that the waste products of these microorganisms are very aggressive. Some of the substances they release burn through stainless steel plates 1-1.5 mm thick. There are microorganisms that can live in kerosene, and airplanes are fueled with it. For example, we refueled a plane in Southeast Asia, and these microorganisms got into the fuel tank. They actively reproduce, and their metabolic products form a gelatinous mass that clogs pipelines. And if fuel stops flowing to the engine, it will shut down. There were several plane crashes precisely because biocidal additives were not introduced into the kerosene, which would destroy microorganisms.
To determine the resistance of materials and structures to natural factors, it is necessary to have a network of climate testing centers. Unfortunately, not everyone in our country understands this, and even from experts we often hear: why keep materials in open areas for years if there is a system of accelerated testing? Let's put the samples in a chamber where there is humidity, temperature, and ultraviolet radiation, and we'll run them under harsh conditions.
Of course, using accelerated tests, it is possible to understand to a first approximation how prone the material is to destruction and whether it can withstand, for example, exposure to salt fog. But in no climate chamber we will be able to assess the cumulative influence of real climatic factors - it’s simply impossible to simulate nature like that! Without full-scale tests, it is impossible to establish the correlation coefficient of accelerated tests with those processes that occur in real climatic conditions. And even if the correlation coefficient is established for individual materials, it is very difficult to determine what service life can be assigned to a product consisting of different materials with different protection systems. Only by comparing full-scale tests with accelerated tests can we say how many years this product will last when used in a tropical climate or in a moderately cold one. In order to have a complete picture of how both the material and the design behave, accelerated and full-scale tests must be carried out in parallel.
According to the technical standards that apply in the USA, China, and European countries, the results of full-scale tests are decisive. There is a whole network of special centers in the USA and NATO countries: they provide testing of materials and equipment (both military and civilian) in 14 types of climate zones - from the extremely hot, dry climate of the Arizona desert to the cold of Alaska. Tests - both full-scale and accelerated - are carried out according to a unified system.
Not only samples are tested, but also components, assemblies, and electronic structures. Any complex equipment must undergo full-scale testing. Moreover, there are special rotating platforms for cars and all-terrain vehicles. They make a turn following the sun, so that one side of the car is always exposed to the sun's rays, while the other remains in the shade.
The largest climate test center is located at Cape Canaveral in Florida, where spacecraft launches take place. The Americans have an excellent testing site in Hawaii - there is a maritime climate, and a high-mountain one, and there is the opportunity to install a test stand on an active volcano.
We have only two testing centers in our country that meet international standards. One is in Moscow, with a platform on the roof of one of the VIAM buildings, where tests are being carried out in a city with developed industry and a large number of cars. The other is in Gelendzhik, on the seashore. This is the VIAM Climate Testing Center named after. G. V. Akimova.
What are field tests?
It just seems like you can just put a piece of metal or plastic in the sun, and let it lie there, warm up, until it collapses. For each material there are several test schemes: in the shade and in the sun, with additional mechanical loads, with immersion in water or with watering with sea water. At certain intervals, for example after three months, a fragment is cut out from the card of the material being tested, samples are made, and tested using different methods. We control 16 parameters and after two years we get a fairly complete picture of the degradation of properties. There are samples that are exhibited longer - five, ten years or more.
Recently, in Switzerland, at our request, they manufactured a unique automated complex for testing large-sized structural elements on a load-bearing floor in the open air - it allows you to create loads of up to 25 tons.
We plan to develop a deep-sea testing system to evaluate how the pipelines that are increasingly being laid on the seabed behave. Of course, they are made with a large safety factor, but in order to be sure that the pipe will serve its intended life, you need to know the degree of aggressiveness of the bottom layer of water. For example, in the Black Sea, where the Blue Stream passes, there are areas with a very high content of sulfur compounds.
The territory of Russia is huge, it is located in seven climatic zones. It is necessary to build and equip testing centers in Yakutia, the Urals, and the Far East. The testing site of the Russian Academy of Sciences on Russky Island was demolished, but a new one was never built. Ideally, at least one testing center is needed for each climate zone. And given that in each zone there are areas with different environmental aggressiveness, each center should have at least three more climate stations. And it is advisable to locate these stations in places where the aggressiveness of the environment is higher than the average for the climatic zone. I can give a real example: at one of the airfields, the destruction of materials on the fuselage of aircraft for some reason proceeded much faster than could be expected. It turned out that the airfield falls into the wind rose of a metallurgical plant, the emissions of which corrode the metal. That is, in each zone it is necessary to identify areas with higher aggressiveness and create climate stations there.
Testing in tropical conditions is also necessary, because we sell equipment, both military and civilian, to countries with a tropical climate. There was such a case: they delivered helicopters to Latin America. The blades of these helicopters are made of fiberglass, and in our middle zone they have served for 25 years without any problems. And in tropical conditions, after two years they sagged so much that when launched, the blade knocked on the tail boom. They began to look into it: it turned out that the binder used in fiberglass could not resist the penetration of moisture. We gave manufacturers recommendations on replacing the binder, and now, even when saturated with moisture, 85% of the properties are retained. The blades were replaced, and the helicopters have been operating for 15 years. And if we could not find such a solution, there would be a big scandal and the money would have to be returned.
Before the collapse of the USSR, testing of materials in tropical conditions was carried out in Batumi. Now we are trying to organize similar tests at the Tropical Center of the Institute of Ecology and Evolution. A. N. Severtsov RAS in Vietnam. In Gelendzhik we also plan to create a testing complex with conditions close to tropical ones in order to study resistance to biodamage.
I want to emphasize: one cannot approach the technology operating on the Kola Peninsula and in the middle zone, in Siberia and the Caucasus with one yardstick. This applies to transport, infrastructure, and building materials. For example, we have already seen that in the northern regions of Russia it is necessary to use basalt plastics rather than metals as reinforcement - they do not have cold embrittlement. Now there is active construction of roads and bridges in humid climates: in the Far East - on Russky Island, on the Black Sea coast - in Sochi. But no one has assessed how and what materials should be used in such conditions, and corrosion is already underway, although construction has not yet been completed. The housing and communal services sector throughout the country has its own problems. Of course, it is necessary to replace metal pipes with plastic ones, but you need to understand how to protect these pipes from moisture and temperature changes.
In recent decades, our country has paid so little attention to the state of technical systems that we may face massive accidents. We are already facing problems - due to negligence and technical illiteracy. Why, for example, did the Baumansky market collapse in Moscow in 2006? As the commission found, the main reason was violations of technical operation rules. The ventilation did not ensure normal operation, the roof insulation became saturated with moisture, resulting in corrosion. Some elements of the load-bearing structures of the shell, including the cable cables that held the roof, had corrosive wear of up to 50%! And no one was watching.
It is now generally accepted that household appliances should not last long, since they become obsolete faster than the materials begin to deteriorate. Perhaps so, but in any case, the safe operation of products that enter our market must be ensured. When contractors equipped the institute’s branch in Gelendzhik, they purchased air conditioners from two different companies. Two years later, a hole appeared in one of the air conditioners produced by a little-known Chinese company, the brackets rotted, and it fell—luckily, it didn’t hit the employees’ heads. And air conditioners (by the way, also manufactured in China) have been working without problems for six years.
In connection with Russia's accession to the WTO, the issue of the quality of imported products will be very acute. We will receive a large number of goods that no one has assessed in terms of suitability for our climate and our infrastructure. The market is already flooded with varnishes and paints with fake certificates issued by someone unknown. VIAM, for example, tested a series of paint and varnish coatings for metal, including from well-known manufacturers, which supposedly can be applied directly over rust. It turned out that the system that best protects the surface is the one we used when restoring the sculpture “Worker and Collective Farm Woman” (see Science and Life No. 11, 2009 - Ed.). Moreover, first you must clean the surface, then apply primer and only then apply a protective coating.
To ensure safe operation, one must not only know in what climatic conditions the equipment operates, whether it can withstand, say, forty-degree frosts, but also take into account the features of the infrastructure. For example, the quality of tap water. If water with a high content of salts or other impurities is poured into cooling systems, the channels become clogged. If the water has an alkaline reaction, even a very weak one, fiberglass is destroyed.
Any complex technical design is a combination of various materials and various systems for their protection. The use of carbon fiber reinforced plastics and other polymer composite materials is now growing. And this is good, but it is necessary to take into account that carbon fiber plastics should not be in direct contact with aluminum alloys, and the use of polymer composites requires a well-thought-out ventilation system that prevents the formation of condensation.
It is necessary that conclusions authorizing the safe operation of equipment and structures are issued not by the proliferating Horns and Hooves LLC, but by state research centers that have the appropriate school, traditions, experience, and knowledge.
The present time is called the age of smart materials. But in order to develop and operate such materials, we need smart people, technically competent specialists. Otherwise we will not be competitive. For example, in the United States, aircraft are already being equipped with corrosion sensors, as well as fiber-optic sensors with Bragg gratings to assess the deformation of aircraft structural elements in flight. The global market for such sensors is estimated at a billion dollars. Rumor has it that from 2022, no aircraft will fly in the skies over America if there are no such sensors in the wing. If you do, you will fly. If you can't make it, buy from us. Bridges and high-rise buildings are equipped with the same sensors.
All developed countries have long understood that money must be invested in science, in obtaining new knowledge. Science is given priority in both the USA and China. In fact, this is a diagram of a new world order. The world elite already consists of those who create new knowledge, develop new technologies based on it, and transfer part of their knowledge and technologies to others in dosed form. It may sound harsh, but it needs to be talked about.