Injection molding machine (illustration by Rutland Plastics)
When developing a mass-produced product for the electronics market, you will need a housing. And, most likely, it will be made of plastic. 3D printing is used for prototyping plastic parts and creating a housing prototype, and injection molding is used for mass production.
Injection molding technology is one of the most important points on the way of a product to the electronics market. Therefore, regardless of whether you have a technical background, you should understand the essence of this process at least at a basic level. Everyone knows that when developing a new device, the most expensive task is designing the electronics, but not everyone understands that when putting it into production, the plastic case will take up most of the budget.
This is primarily due to the high cost of tooling or so-called molds. In practice, the cost of molds for casting the body becomes one of the main cost items when introducing a new product to the market.
Injection Molding Basics
Injection molding is a relatively old technology, having been used since the late 1800s. Injection molding machines
have a huge screw (auger) that directs the molten plastic into the mold under high pressure. This screw drive method was invented in 1946 and is still used today.
Injection molding machines are, of course, not the same as today's high-tech 3D printing machines. There's nothing innovative about them, but injection molding is a requirement for most new hardware products.
The injection mold consists of two halves ( matrix and punch
), which, when closed, form a cavity in the shape of the desired part. Hot liquid plastic is poured into it under high pressure.
High pressure is necessary so that the plastic, in a viscous flow state, fills every corner of the mold cavity.
When the plastic cools, the two halves of the mold move apart and the finished body part is removed from them.
Developing the design and construction of a housing for mass production is a fairly complex task, and the cost of the molds themselves is in the tens of thousands of dollars. Yet injection molding remains one of the most sought-after technologies because it allows the production of millions of identical parts at an incredibly low cost per piece.
We will advise you on any questions!
Have a question?
Our services
Plastic parts are widely used in all industries. The scope of human activity is also associated with the use of plastic, from building materials and household appliances to kitchen utensils. The most popular method of manufacturing various products is plastic injection molding technology. Modern equipment makes it possible to automate the production process and obtain products with excellent technical characteristics in a short time with minimal investment. Polymer products are recyclable and therefore are an environmentally friendly material.
Cost of molds
The equipment is expensive.
And most devices require multiple molds to produce, so the total cost can be quite significant. And the more parts that need to be produced using a particular mold, the more it will cost. This is due to the fact that a “long-lived” mold must operate under incredibly harsh conditions. Over and over again it is exposed to high temperatures and pressure.
These two destructive forces work to wear down the mold until, at some point, the first casting defects appear.
Hard metals are used to create durable injection molds. The hardness of a metal depends on how many castings need to be made using that particular mold. Tooling for the production of 10 thousand parts can be made from a softer metal, compared to that designed for 1 million parts.
For example, aluminum is widely used for the production of small series (up to 10 thousand pieces). For larger production volumes, they switch to a harder metal, such as steel.
However, the harder the metal, the more difficult it is to make the mold itself, and the higher its cost. In addition, obtaining steel tooling will take much longer. This is due to the fact that injection molds are created by milling, i.e. a hard mold will require an even harder milling tool.
If a company or startup is implementing a project with a small budget without external funding, it should try to find a manufacturer who will agree to amortize the costs of making molds.
For example, if the molds cost $25,000, you could ask the manufacturing plant to pay the following way: you pay a dollar for each unit produced for the first 25,000 units.
Of course, this scheme reduces the profit per unit of production, but it is still a very reasonable method of financing, especially compared to a bank loan.
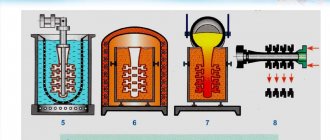
In the chill mold
When casting into a chill mold, or into metal molds, liquid metal is poured freely, that is, under the influence of gravitational forces. The mold itself is made of two collapsible parts mounted on a plate. To obtain cavities and holes into the provided grooves into which the rods are placed. Steel and cast iron are used to make metal molds.
Chill casting process
Ventilation ducts are provided to remove gases during pouring. To prevent the melt from sticking to the internal surfaces of the chill mold, they are lined or painted with fire-resistant compounds. The thickness of the coating depends on the metal being poured and its cooling rate. Before coating, the mold cavity is cleaned and then heated to temperatures of 150 °C - 280 °C.
Features of obtaining castings:
- Due to their high thermal conductivity, alloys cool quickly in the mold, so alloys with low fluidity should have maximum wall thickness. The high cooling rate forms a fine-grained internal structure.
- The metal mold is non-yielding, so the casting is free from defects caused by permanent deformation and also prevents shrinkage. The resulting accuracy of workpieces: steels and cast irons – 7-11 classes, non-ferrous alloys – 5-9 classes.
- No burning.
- The achieved surface roughness corresponds to Rz = 40-10 µm.
- The chill mold is a gas-tight structure. Ventilation ducts and fire-resistant coatings cannot completely remove gases. In this regard, gas sinks are a common occurrence.
Advantages of chill casting:
- constant characteristics for the resulting castings;
- possibility of using sand cores;
- high performance;
- small number of operations performed;
- clean surface of finished products;
- mechanization of work;
- low qualification of workers.
Negative sides:
- significant cost of forming equipment;
- limited durability of forms;
- rapid cooling of the melt.
Almost all metals are cast into the chill mold, but the majority of castings are cast iron and cast steel.
Design for manufacturing (DFM)
The high cost of molds is just one of the disadvantages of injection molding.
The second disadvantage is the complexity and limitations at the development stage of the design and construction of plastic parts. Once you have a perfect working prototype made on a 3D printer, you have to spend significantly more time and money adapting it for injection molding.
The limitations of mass production should be taken into account already in the first stages of development. Some casting shape requirements, such as casting drafts, can be deferred at least until a second prototype is created.
Other requirements, such as uniform wall thickness and undercuts, must be implemented from the very beginning.
Casting bias
The main challenge when working with injection molded parts is to remove them from the mold correctly.
Once the plastic has cooled, the two halves of the mold open to reveal a new molded plastic part. Any 3D injection molding design must include a molding or process slope to fill the mold and release the finished product smoothly. Molding draft is essentially a small angle of inclination that is added to any vertical surfaces that coincide with the direction in which the product is removed from the mold. In most cases, 1-2 degrees is enough.
Examples of correct implementation of undercuts. Image courtesy of ICO Mold.
Some experts believe that undercuts should be implemented in the 3D model from the very beginning.
While accounting for undercuts early in design is important, it creates unnecessary complications when creating early prototypes. Therefore, it is better to add them to the project when you are completely confident in your prototype. Those. In most cases, undercuts should be added after the first or second version of the prototype.
Ejector pins
Ejector pins or pushers
are used to remove plastic parts from the mold. As the name suggests, these are small cylindrical pins that push the part out of the mold.
The pushers do not have a standard position, so you will have to think about where they will be located. Ideally, they should be located in the strongest part of the casting to prevent it from deforming when removed from the mold.
It is worth considering that ejector pins tend to leave small marks on the product. If you look closely at most plastic parts, you can see these tiny round marks that appear as the mold is ejected.
This is worth considering when developing a product. Try to ensure that the pushers contact the casting in places that are not critical to the appearance of the product. You can even try to hide the pusher marks under a label or logo.
Double push stroke
Some plastic parts cannot be removed from a simple two-part mold in one step; in such cases, inclined pushers and a double ejection mechanism are used.
The plunger is a component of the mold that is inserted before the casting begins and then removed before the main parts of the mold open. The inclined pusher moves perpendicular to the direction of movement of the two mold halves.
It is worth every effort not to use a double ejection mechanism, as it greatly increases the complexity and cost of the mold.
One of the main techniques that allows you to avoid double extrusion is to avoid using undercuts. An undercut is a protrusion or depression on the surface of a casting that prevents the product from being pushed out of the mold in one pushing stroke.
The situation with undercuts can often be corrected by adding a groove (slot) under the protrusion and using a single push instead of a double push.
In design 1, a double push stroke will be required due to the undercut. The groove in design 2 allows you to eliminate double ejection and remove the part from the mold in one stroke. Image courtesy of Proto Labs.
Uniform wall thickness
One of the important features of injection molding that has a huge impact on device design is the requirement for uniform wall thickness of the casting.
It is due to the fact that the plastic poured into the mold must cool at the same rate over the entire surface of the part. If cooling is uneven, the part may become deformed. Therefore, when designing an injection molded housing, ribs are used instead of thicker sections. Correctly designing a part with uniform wall thickness definitely requires experience.
Using a double push stroke and uneven wall thickness of the casting are two of the most common mistakes made by 3D designers who are not familiar with the technical limitations of injection molding.
It is worth making sure that the 3D modeling of your device is carried out by a specialist who is familiar with this technology.
Examples of structures with the same wall thickness. Image courtesy of ICO Mold.
Radius/corner rounding
Ideal corners and edges of parts are impractical for injection molding. The molten polymer will not be able to evenly and completely fill the entire sharp-edged mold, even under high pressure conditions. At least, you shouldn’t hope for it with large production volumes.
An example of a correct angle design. Image courtesy of ICO Mold.
All edges and corners should be rounded or beveled so that the polymer fills them evenly and completely.
Cold ducts vs. hot ducts
Cold runner/hot runner plastic feed
are variations of a gating system that directs molten polymer into mold cavities.
The wide gate allows the polymer to flow freely at lower pressures. However, wider channels require more time for the plastic to cool and create more production waste, both of which affect the cost of the part.
On the other hand, a narrow gate channel reduces cooling time and material waste, and ultimately minimizes casting costs. However, it has the disadvantage that a narrow channel requires higher pressure to force the molten polymer into the mold.
There is a solution that allows the use of narrow channels at low pressure - the hot runner system.
Heating elements are installed directly into the mold along the channels, which maintain the polymer in a more liquid state, thanks to which the plastic fills the mold at a lower pressure.
Unfortunately, you have to pay for everything, and hot channels also have their disadvantages: additional complexity in the manufacture of equipment, which always results in additional costs.
In most cases, at least initially, it is better to use channels without heating elements, i.e. cold runner gating system. It's always a good idea to start with the simplest and least expensive solution.
Form parting line
If you look closely at any plastic part, you will see what is called a parting line.
It will be located at the junction of the two parts of the mold. This junction of the two halves is never ideal; a little polymer always flows out along the contour. As the mold ages and wears, this leakage becomes more noticeable.
It is very important to choose the optimal location for the parting line. Ideally, it should be placed on an invisible part of the device.
Working on a vertical injection molding machine
This technology differs from the commonly used one in that a vertical type injection molding machine is used, and the mold also opens in the vertical direction. The method is good for small-scale production, because It is possible to use molds that are simpler and less expensive to manufacture. Vertical LPD is also widely used when using embedded elements (usually metal). The main disadvantage inherent in such casting is the complex automation of the process - products cannot fall out of vertical molds and they have to be removed manually or by robot.
Single and multiple molds
At a certain stage of production, it becomes possible to reduce casting time due to multiple molds (they are also called multi-cavity molds).
They are used to increase production speed and reduce the cost of workpieces. Multi-place molds, as the name suggests, allow you to create multiple copies of a single part with a single pour of polymer. Just don’t use these molds at the start until the process is debugged and ideal castings have not yet been created from single molds. It is advisable to produce at least several thousand units of products before switching to multi-piece molds.
As a rule, entrepreneurs on a tight budget make the most of their one-piece molds, unless the manufacturer itself finances the production of their molds.
Injection pressing
This technological process differs from the standard one in that the polymer material is injected into a slightly open mold (in this case it is appropriate to use this name for the equipment) a short time before its final closure. The final compaction of the polymer and the formation of the finished product are carried out when the mold is completely closed. Various products are made from both thermoplastics and thermosets using injection molding. The method is applicable in the case of insufficient characteristics of the injection molding machine for a given casting, in particular the clamping force. Also, the quality of such pressing on an injection molding machine is less dependent on the orientation of macromolecules during injection (anisotropy), which can improve the quality of the product in terms of less shrinkage (if necessary), better mechanical properties and less warping.
Family molds
In most cases, a separate mold is used for each individual plastic part within the device.
The body will need at least two parts: upper and lower. But most products will require more than two plastic parts. Molds are very expensive, and buying multiple molds at once is a major financial hurdle, so you need to aim for a minimum number of plastic parts.
An alternative option for minimizing the required molds is to use a special type of multiple molds, the so-called family molds. The family mold allows you to combine several different parts into one casting.
While the typical multi-slot form creates multiple copies of the same part, the family form creates different parts.
Sounds good, right? Unfortunately, not everything is so simple, you have to pay for everything. The main problem with family molds is that every piece has to be roughly the same size.
Otherwise, one of the mold cavities will be filled with molten polymer before the others. Family molds should be designed so that all cavities are filled with polymer at approximately the same rate. This clearly limits the possibilities of their application. It is unlikely that all body parts will be the same size.
Intrusion
Intrusion is the process of partial filling of the forming cavity in extrusion mode due to the rotational movement of the screw. It is usually used for the production of heavy, material-intensive plastic products. Thus, it is possible to use injection molding machines with an injection volume that is insufficient for a given product, because the mold is filled not only due to the translational, but also due to the rotational movement of the screw in the initial position. For intrusion, it is important that the polymer material is sufficiently fluid and that the gating channels have a sufficiently large cross-section. It is also important to note that not all injection machines are equipped with an intrusion mode; it is necessary to check its availability in the machine specification.
Selection of materials
Today we have at our disposal an incredible variety of polymers with different characteristics.
The two most common polymers in electronics manufacturing are polycarbonate (PC) and ABS plastic (ABS/acrylonitrile butadiene styrene). Polycarbonate has much higher impact resistance and appears to be of higher quality compared to ABS. However, PC is, of course, more expensive than ABS.
Polycarbonate is the most popular plastic in higher-end products; it is loved for its strength and aesthetic appearance.
If surface quality is critical for a new product, then it is better to opt for PC. If the product is designed for a low price category, then it is better to choose ABS.
3.2. Requirements for the workpiece (#Metal casting_innov_workpiece)
– Flowability The molten alloy should flow as easily as possible from one crucible to another, while filling its smallest recesses. The higher the fluidity, the thinner the walls can be made of the finished product. It’s much more difficult with metal that doesn’t flow well. Under normal conditions, it manages to set much earlier than it fills all the gaps in the form.
3.3. Temperature requirements (#Metal casting_innov_temperature)
The metal to be cast is heated slightly above its melting point. Some types of metals can be melted and poured into molds at home, such as aluminum.
3.5 Limitations on shape and design (#Metal casting_innov_limitations)
Casting is limited: – in terms of configuration complexity, since damage may occur when separating the casting from the mold. – in thickness, since the melt hardens more evenly if the product is thin.
3.6 Other (#Metal casting_innov_otherrequirements)
– Settlement during cooling. The most commonly used alloys are based on aluminum, zinc, copper and tin-lead (non-ferrous metal casting). Their melting point is relatively low, and therefore very high manufacturability of the entire process is achieved. In addition, this raw material has a relatively small slump during cooling
This means that parts can be produced with very tight tolerances, which is extremely important when producing modern technology.
Where to work with molds?
Where is it better to produce plastic parts for your device: at home or in China?
In most cases, it is better to start working with a local manufacturer in your country (unless you live in a country where the industry is very weak). Then, when volumes exceed 10 thousand pieces, you can switch to a Chinese manufacturer to reduce costs.
China is simply the ideal choice for large-scale production. Just don’t start the initial development and debugging of the process there. With local manufacturers, any issues can be resolved much easier and faster.
Make the first launch and the first mistakes at the local level, and then move production to China.
Translator's note: it is important to consider that transporting a mold from one country to another (and even more so to China from Europe) is a complex and expensive undertaking. Therefore, we select local prototype manufacturers for our clients, and if the series is large in total, we immediately place it in China with the expectation that the mold will be amortized over several iterations of production. After all, if you start mass production from local manufacturers, then the mold will be local, and transporting it to China or creating a second mold in China will not justify itself.
INTRODUCTION
The choice of injection molding equipment is one of the common problems solved when designing technological processes for manufacturing products from thermoplastics. The initial data for solving this problem is information on the number and range of products produced or planned for production. A list of types (standard sizes) of injection molding machines on the basis of which it is planned to carry out technical equipment for production is also determined. For each product, the standard size of the injection molding machine is selected in such a way that it guarantees the achievement of the required quality of products and ensures the best technical and economic indicators of production. However, in addition to the main parameters that determine the standard size (closing force of molds, injection volume and plasticizing performance), the specialist has to solve a number of other problems related to casting technology, design features of the future product, economic issues, etc. Moreover, the decisions may turn out to be fundamentally different when it comes to purchasing new equipment or using the free capacity of injection molding machines already available in a given production. Injection molding machines are among the most popular types of equipment for plastics processing. Therefore, it is natural that in order to produce a huge range of injection molded products, engineering companies produce a very wide range of machines of various designs and purposes. This circumstance contributed to the fact that many classification criteria were proposed to streamline this diversity.
Rotary molding
Rotational molding is a fairly simple technical process that has a number of advantages, which allows this technology to occupy one of the leading market positions in plastic processing.
This treatment allows plastics to:
- Perform casting of hollow parts.
- details Produce with a volume of more than 35 cubic meters.
- It is difficult to make molded parts and at the same time change the wall thickness without changing the shape of the part.
- reinforcement Possibility of plastic products with metal parts.
- The machine's design allows for the simultaneous production of several designs.
- parts of cast parts may contain valves, threaded connections, etc.
- Rotary Process
Rotary casting molding consists of several prepared.
- stages (dried) polymer is loaded into the mold. As a rule, low pressure polyethylene is used for rotational molding.
- Shaping the product in a heating chamber. The camera rotates in two planes at 10 revolutions per minute. The polymer becomes liquid and is distributed evenly throughout the mold.
After a period of time determined by the technological process, cooling is supplied to the heating chamber. For this purpose, process water or forced air blowing is used. Meanwhile, the rotation continues until the plastic hardens. The finished product can be taken out only after the product has cooled down and assumed its final form.
rotation mold
The rotational casting method produces canisters, containers, boats and many other products that can be used both in industry and in everyday life. Features of the production of some products Rotary casting is widely used in the production of containers for liquids, both water and technical compositions. To produce such products, low-pressure polyethylene (LDPE) is used. The sizes of the products produced are limited only by the sizes of the Peculiar itself.
The world record machine was set in the USA, during one operation in which a container was made that could hold 151 thousand liters of liquid.
Rotary molding principle
Rotary casting is used to produce components and containers used in drinking and industrial water supply systems. Drainage devices, bulk cargo supply systems, etc.
Processing of polyurethane on rotary devices Polyurethane
Casting is used in many machines and devices; it is widely used in the footwear industry, in the production of rolling units, etc. Several casting methods are used for processing polyurethane. One of them is rotational polyurethane casting. The rotational polyurethane processing method makes it possible to coat parts up to 8 meters in diameter and 2 meters in diameter. This method of application is called gumming coating. Its hardness is 60 – 70 units. by For.
There is no need to use any molds for shore gumming rolls. To apply polyurethane, special dispensers are used that feed the material onto the surface directly onto the shaft. The process does not require additional use. heating the rotational method of rubber molding - this process is low-waste and does not require a large amount of By the way. electricity, you can use a modernized lathe for the rubber application process. Rotary equipment is usually equipped with a computer that regulates the rotation of the drum, the mixture feed speed and feed parameters. The polyurethane is fed to the shaft in the form of a strip of a certain thickness and therefore it may be necessary not to pass the feed head along the part.
Crystallizer
Crystallizer
- This is an installation that is used for metal processing. It transforms the metal from a molten state into a solidified product of a harder state. In this case, the solidification of the metal occurs due to its cooling to the temperature when it begins to crystallize. Today, the solidified melt is used in production in several forms: granules, plates and lozenges. But of all the types produced by the crystallizer, plates are used most often.
Its operating principle is as follows: installation of the crystallizer
has a drum that rotates continuously around an axis. And the molten metal is applied to it evenly and sticks to the drum due to its certain viscosity.