Information about the manufacturer of the IZH-250 screw-cutting lathe
The manufacturer of the screw-cutting lathe model IZH-250 is Izhevsk Machine-Building , founded in 1807.
The history of machine tool building at the Izhevsk Machine-Building Plant begins on July 28, 1930, after the issuance of Order No. 181 on the creation of a machine tool department.
The first machine-tool production product at the plant was a lathe with an external transmission.
The most popular models of universal lathes produced at different times were “Udmurt”, “Udmurt-2” (161-AM), IZH-250, 1I611P, 1IS611V, 95TS, 250ITVM, 250ITVMF1 and the IT42 CNC lathe.
Machine tools produced by the Izhmash machine-building plant
IZH-250 Universal screw-cutting lathe. Purpose, scope
The IZH-250 screw-cutting lathe is one of the first serial machines produced by the Izhevsk Machine-Building Plant in the post-war years. The machine was produced until 1964, when it was replaced by a much more advanced screw-cutting lathe 1I611P
.
The IZH-250 lathe was produced for a relatively short time (1960-1964). The machine has been radically redesigned in relation to its predecessor (model 161-AM (Udmurt-2)
).
Screw-cutting lathes, models IZH-250, are designed for turning on centers, chucks or collets, as well as for cutting metric, modular and inch threads for use in large and small enterprises.
The machines can be used in tool and instrument manufacturing related to the precision processing of small-sized parts.
The IZH-250P machine has an increased accuracy class and is used to perform more precise work.
Main technical characteristics of the IZH-250 screw-cutting lathe
Manufacturer: Izhevsk Machine-Building Plant Izhmash. Serial production began in 1960.
- The largest diameter of a Disk-type workpiece processed above the bed is Ø 250 mm
- The largest diameter of the Shaft type workpiece processed above the support is Ø 125 mm
- Distance between centers - 500 mm
- Height of centers - 150 mm
- Electric motor power - 2.6/3 kW
- Full machine weight - 1.5 t
Spindle of screw-cutting lathe IZH-250
- Spindle end - threaded M68x6
- Internal (tool) spindle cone - Morse 5
- The diameter of the through hole in the spindle is Ø 33 mm
- The largest diameter of the processed rod is Ø 30 mm
- Limits of direct spindle revolutions per minute (22 steps) - 16..2000 rpm
Feeds and threads of a screw-cutting lathe IZH-250
- Limits of longitudinal feeds - 0.07..2.17 mm/rev
- Transverse feed limits - 0.01..1.08 mm/rev
- Limits of metric thread pitches - (24 pcs) 0.2..6 mm
- Limits of modular thread pitches - 0.2..6 modules
- Limits of inch thread pitches - 24..3.5 threads per inch
Design features of the screw-cutting lathe IZH-250
The spindle of the IZH-250 screw-cutting lathe is mounted on bronze split adjustable plain bearings and has 22 rotation speeds: 12 revolutions from the gearbox through a V-belt drive and 10 speeds through the gearbox in the headstock.
The end of the spindle is threaded M68x6. A standard Ø200 mm cartridge is installed on an intermediate (adapter) flange, which is screwed onto the thread until it stops. The diameter of the hole in the spindle is Ø 33 mm for a rod Ø 30 mm. Morse taper 5.
The gearbox is installed in the left cabinet of the machine and is a four-axis gearbox, receiving movement from a flange electric motor. From the gearbox through a V-belt transmission, the movement is transmitted to the spindle. A friction plate clutch and brake are located on the drive shaft of the gearbox. The clutch provides on/off rotation of the spindle, and the brake reduces the spindle rotation time.
The feedbox receives movement through the guitar from the headstock gearbox.
The thread pitch and feed speed are selected using the handles on the front cover of the feed box.
support receives movement from the drive shaft connected to the output shaft of the feed box. When cutting threads, the movement of the caliper is ensured by the lead screw, and the lead shaft should not rotate.
The caliper apron converts the rotational movement of the lead shaft or lead screw into longitudinal and transverse movement of the caliper. The apron also provides manual longitudinal movement of the caliper from the flywheel.
Electrical equipment installed on the IZH-250 machine:
- The electric motor of the main movement drive is asynchronous, two-speed - 1420/2800 rpm, power - 2.6/3 kW, three-phase 380 V, type FT42-4/2.
- Electric motor for driving the lubrication oil pump is asynchronous with a squirrel-cage rotor - 1400 rpm, power - 0.18 kW, three-phase 380 V, type AOL12-4
- Cooling pump drive electric motor - 2800 rpm, power - 0.125 kW
- Irreversible magnetic starter with coil 380V, type PMI-1
- Reversible magnetic starter with a 380V coil for switching the direction of rotation of the main motion electric motor, type PMI-1R
- Two-pole thermal relay for protecting electric motors, type RT-1
Description of the electrical equipment of the EMU-200 machine
Power supply data:
- Mains voltage 380 V, 50 Hz
- Maximum operating current 5 A
- Maximum starting current 20 A
- Rated current of the main fuse / refractory / 10 A
Description of electrical equipment operation
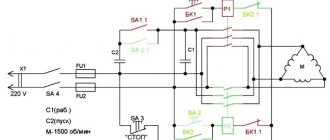
To make it easier to see the connections in Fig. Figure 5 shows a schematic diagram of the electrical equipment of the machine. The network is connected to the RST terminals of the terminal block. The machine is protected from short circuits by fuses. The pump motor and transformer are also protected by fuses.
The on position of the input switch is indicated by a red signal lamp. The auxiliary circuit of the contactor is designed for 24 V, which also powers the signal lamp. This voltage is generated by a 100 VA transformer TM. The transformer is protected from overload by two fuses. It is allowed to use an incandescent lamp up to 60 W, 24 V for lighting.
Starting the drive motor, as well as reversing, is carried out using the reversing switch FJ. The PSZ switch is used to start the coolant pumps.
If the voltage disappears, the motors are started again only if the FJ switch and the PSZ switch have been previously set to the “O” position.
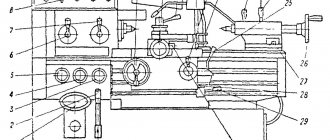
Work, machine and service organs
When the electric motor is turned on, the spindle also starts. The spindle is stopped and reversed electrically by stopping and reversing the electric motor.
The permissible number of spindle reverses is as follows: at 90-130 rpm. spindle 600 reverses per hour, at 140-380 rpm. spindle – 400 reverses per hour.
Spindle speed – Two cases are possible;
- a) Speed 90-480 rpm. In this case, the handle for switching the spindle drive through overdrive or direct drive /18. rice. 8/ turn right. After this, by moving the reversing handle 36 to the left or right, turn on the forward or reverse direction of rotation of the engine and with it the spindle. Only after this is it possible to turn the speed adjustment knob 34 until the corresponding speed value on the spindle speed dial 33 aligns with the pointer,
- b) Required speed 630-315 rpm.
Move the handle for switching the spindle drive through overdrive or direct drive /18/ to the left, and then, after starting the engine, adjust the required number of revolutions.
The right position of the handle corresponds to lower spindle speeds /33/ on the dial, and the left position of the handle corresponds to higher speeds.
The handle for switching the spindle drive through overdrive or direct drive is allowed to be switched only when the spindle is stationary, and the handle for adjusting the speed of rotation - only when the spindle is rotating.
Reversing the spindle is carried out by reversing the motor /switch 36/.
The machine can be stopped so that the switch handle 36 is moved to the neutral position
Screw-cutting lathe 250ITVM
When equipping shops for turning operations, a 250ITVM screw-cutting lathe is used, and more modern modifications manufactured on this basis are also widely used. The developers of this multifunctional device are mechanical engineering specialists from Izhevsk. The IZH machine, the original marking of which was exactly this, is used for turning work in a chuck, collet, and also in centers.
Location of machine components 250ITVM.01, 250ITVM.03, 250ITVMF1
Location of the main components of the lathe 250Itvm.01
List of components of the machine 250ITVM.01, 250ITVM.03, 250ITVMF1
- Bed 250ITVM.10.000 (250ITVM.03.10.000)
- Gearbox 250ITVM.17.000
- Feed box 250ITVM.30.000
- Guitar 250ITVM.25.000
- Front headstock 250ITVM.21.000
- Electrical equipment 250ITVM.90.000
- DRO wiring 250ITVMF1.94.000
- Guard (cartridge) 250ITP.86.000
- Apron 250ITVM.50.000
- Four-position tool holder 250ITP.61.000
- Guard (support) 1I611P.89.000
- Caliper 250ITVM.60.000
- Cooling 250ITP.70.000
- Rear headstock 250ITP.40.000
- Fencing 250ITVM.10.02.000
- Grease 250ITVM.74.000
Technical data
The 250ITVM screw-cutting lathe was developed for the purpose of processing small-sized workpieces. The technical characteristics of the machine completely determine its scope of application; the passport of this installation can be found in small workshops, school classrooms, and instrument-making shops.
Download the passport (operating instructions) of the 250ITVM machine
The model is able to guarantee high accuracy of the operations performed if the master performs a finishing fit or a semi-finishing procedure. When carrying out rough technological processing, the mechanisms of a lathe are subjected to maximum loads, which significantly reduces accuracy. The solution will be to use an improved modification of this series for these works.
Lathe IZH 250ITVM technical characteristics:
- The permissible length of the workpiece is 500 mm.
- The maximum diameter of the workpiece is 240 mm.
- The rod used (located in the chuck) is up to 24 mm.
- The cutter cross-section is 16x16 mm.
- The end part of the spindle is 4.
- Main drive rotation speed – 50-2500.
- Accuracy indicator according to GOST - the model belongs to class “B”, high accuracy.
- The total weight of the structure is 1180 kg.
Purpose and scope of the machine
There are hundreds of possible shapes and sizes of objects that can be processed. The metal cutting machine has been used for industrial purposes for over 50 years. During this time, he managed to establish himself on the positive side. The main distinctive features that make it popular are impeccable accuracy, versatility, reliability and safety.
Used for processing various parts, dimensions are indicated in the technical specifications of the device. It is used mostly in large and small-scale instrument-making and tool companies in the country.
Features and capabilities
Analyzing the drawings of the 250ITVM, you can notice a lot of docking points for additional modules. The passport of the improved model is characterized by superior technical parameters, which allows for work with maximum loads. The accuracy of this model is ensured by a special digital indicator, thanks to which there is no need to spend a lot of time for manual measurement of workpiece parameters, and the need for trial runs is also eliminated.
Machine appearance
The Izhevsk plant has provided the ability to connect highly efficient modules even to basic standard equipment; this feature is used during modernization.
The 250ITVM installation is equipped with a function for fixing the head of the cutting tool without clearance. By carving using this technology, maximum rigidity, stability and accuracy are maintained throughout the operation. During thread cutting, the main lead screw is automatically lubricated. Thanks to the unique design of the spindle module, instantaneous change of drive belts is possible, and disassembly of the hub unit is not required.
Device
The passport of the 250ITVM model contains information about the main operating modules of the installation - the drive that provides the rotational torque of the cutter; the second element is the electrical circuit. The latter is used primarily for repair work or as the main means of high-quality installation of additional modules.
Electrical diagram of the machine
The drive operates thanks to a 12-speed gearbox, which allows you to operate at the required speed with the possibility of pre-setting for subsequent start-up. V-belts have an important purpose, which in this unit can be changed without cumbersome disassembly of the main elements.
The smooth gear shift mechanism works according to the following scheme:
- As the flywheel turns, the two selector discs shift.
- Inside the disks, the combination of holes instantly changes, the resulting displacement fully corresponds to the intended gear that the worker wants to engage.
- The holes correspond to locking levers that ensure the required speed is switched.
- The handle is pulled back, which is accompanied by a slight braking of the gears, after which the gear changes.
Design features of the structure
The 250ITVM series turning machine has quite unique design drawings. The structure of the machine allows us to highlight a lot of technological features:
- Changes in feed parameters and current spindle speed are made over a wide range, which increases functionality.
- The apron of this model is equipped with a well-thought-out stopping mechanism; thanks to this innovation in the structure, the main elements of the device (gearbox, drive, electrical circuits) are protected from loads.
- The basis for adjusting the spindle operation is preselective control technology. Its essence lies in the advance configuration of this node for the next time it is put into operation.
- The cutting of several thread options is determined not by the sequential change of gears, but by the versatility of the gearbox.
- The resistance parameters of the bed have extremely high numerical values. During manufacturing, the main material for this part is a special grade of chromium-nickel cast iron.
It is possible to regulate feeds on the machine using a lightweight scheme - a special handle is used. The feed direction completely corresponds to the movement of the handle.
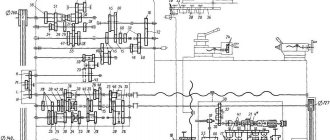
Kinematic diagram of the machine
Options, descriptions
DESIGN FEATURES:
A wide range of speeds and feeds ensures productive processing with good surface quality. Preselective control of spindle speeds allows you to prepare the subsequent switching on while the machine is running and quickly implement it at the right time. Mnemonic feed control is provided by one handle, the direction of activation of which coincides with the direction of the selected movement of the support with the cutting head.
Backlash-free fixation of the cutting head ensures high rigidity and precision of installation. The lead screw is automatically lubricated when cutting threads. The design of the spindle unit allows you to quickly change drive belts without disassembling the unit. The bed of machines 250 ITVM.01, 250 ITVM F1, 250 ITVM.03 is made of chromium-nickel cast iron, the guides are hardened by high-frequency currents and ground. The stopping mechanism located in the apron protects the feed mechanisms from overload and also allows you to work against a hard stop when turning.
The main movement is driven by an electric motor through a twelve-speed gearbox, V-belts and poly-V-belts. When the flywheel is turned, a certain combination of holes is created in the two selector discs for the fixing fingers of the levers that switch the gear blocks. After this, pulling the handle towards you first slows down the rotating gears, and then switches them. The headstock contains a take-up pulley, a spindle, a 1:8 ratio, and a thread-pitch increasing link. The machine model 250 ITVMF1 is equipped with a digital display system (DDS).
- The equipment of the SDI machine allows:
- display dimensions in mm or inches with discreteness from 0.1 to 100 microns;
- carry out linear compensation for errors in the mechanical elements of the machine, for example, wear of guides;
- introduce compensation for tool wear.
To accurately measure transverse movements, a vernier mechanism is provided, allowing movements of 0.005 mm/rev. The feed box provides a wide range of cut thread sizes, longitudinal and transverse feeds. To cut precise threads, a direct connection of the lead screw to the guitar is provided, bypassing the feed box mechanism.
The closed-type apron provides longitudinal and transverse feeds of the caliper manually and mechanically from the lead roller, as well as thread cutting using a lead screw. Feed control is carried out with one handle. The direction in which the handle is turned on coincides with the direction in which the caliper moves. The presence of a locking device eliminates the possibility of simultaneous activation of the lead screw and the lead roller, as well as longitudinal and transverse feeds. The machine is equipped with electric motors and equipment designed for a voltage of 380 V three-phase alternating current with a frequency of 50 Hz, a local lighting voltage of 36 V. The machine is connected to the electrical network using a packet switch.
How used is the model today?
Despite the rather “ancient” year of launch into mass production, the IZH 250ITVM passport is still of the old USSR type, but its performance is equal to modern modifications of similar equipment. Today it is supplied to private workshops, school classrooms and secondary construction education institutions without major differences from the original model.
Comparing the design of the machine with alternative multifunctional units, the old IZH 250 loses in many respects, but even such competition cannot completely suppress the demand for these models. The 250ITVM passport does not have superior characteristics, but the accuracy of work on this device can amaze even an experienced modern master of parts processing.
The model lags behind its competitors in terms of ergonomics, number of manufactured parts, lack of computer control and other indicators. But every review of devices capable of thread cutting cannot do without this basic representative of the class.
Operating rules and tips
The kinetic circuit of the device operates stably thanks to a 12-speed 3 kW drive. Speed switching occurs thanks to a flywheel connected to the selector discs. The discs are responsible for the correct placement of holes and levers for a specific gear.
The operation of the handle is very similar in functionality to the operation of the clutch pedal in any car. Before changing speed, the handle is pulled back, which slows down the gears. When the overall speed decreases, the levers of the next gear fall into the pre-arranged holes in the discs and instantly pick up speed.
Note: the operating instructions include an important addition - the machine apron is equipped with a special lock that limits the simultaneous launch of the roller with the lead screw. Likewise, longitudinal movement is blocked if transverse movement of the workpiece is used, and vice versa.
Tips and useful recommendations for effective work on the 250ITVM machine:
- It is necessary to master the functional features and capabilities of each machine model, since in different modifications the same operations are performed by different modules. Care must be taken when considering the types of equipment on which the 5.5 kW drive is installed.
- Connection to the installation network occurs by installing a specialized package-type switch.
- There is a limitation on the power of the electrical network. Standard 220 V networks cannot provide the machine with the required amount of energy. The installation operates exclusively on three-phase 380 V networks.
After purchasing and installing the 250ITVM turning equipment model, the impression of insufficient functionality will not appear. The device is assembled as reliably as possible, which is confirmed by its weight and simultaneous simplicity of design. This “outdated” machine can perform precise thread cutting on small workpieces, while maintaining productivity at a sufficient level.
The only negative is that the model cannot be used under excessive loads and mass production. If processing is performed frequently at maximum speed, any of the main parts of the installation may fail.
Machine device
Electrical equipment of lathe IZH250
The frame is made by casting, it has reinforcements in the form of a U-shaped rib and is installed on a durable stand. The material for the frame is chromium-nickel cast iron. The bed is equipped with 4 guides (two are prismatic, the rest are flat). The latter are subjected to high-frequency surface hardening and grinding. Inside the cabinet there is an electric drive that rotates the gearbox, an automatic lubrication station and a coolant supply system (cutting fluid).
In accordance with the kinematic diagram of the machine, the gearbox plays the role of a gearbox driven by an electric motor mounted on the flange. To fix the gearbox in the cabinet there is an intermediate bracket.
The gearbox has a speed pre-selection device. This procedure is carried out without stopping the machine. The handle turns the flywheel connected to two disks, with the help of which the number of revolutions is selected. The discs form a set of pin holes with levers that flip the gear blocks. To stop the rotation of the gear wheels (up to a speed of less than 100 rpm), this handle is slightly pulled towards itself (a feeling of resistance), and a pause is maintained. Then, with an effort in the same direction (towards you until failure), the gear is engaged. At low speeds, this procedure is done with one movement of the handle.
To make it easier to transfer or change the drive belt (without having to disassemble the entire assembly), its pulley is shifted to the left half of the tailstock housing. The base for mounting the latter is a pin installed at the bottom of the spindle. This element controls the spindle assembly itself in case of heating of the latter and facilitates control of the position of its rotation axis. The rotational torque to the machine spindle comes directly from the pulley or through the selection gears. In front of the headstock body there is a shift knob between the gear coupling and the gearbox. The block will not allow you to turn them on at the same time. To avoid breaking the gears, do not move the handle until the spindle assembly comes to a complete stop. The design of the headstock includes a link that increases the thread pitch.
Using the feed box, thread cutting processes are adjusted or feeds are switched during turning. The size of all transverse feeds is half the size of similar longitudinal feeds. The gearbox rotates the input shaft of the specified box through a replaceable set of gears (thread) or a belt (all other operations). Feed switching at spindle speeds of less than 100 rpm is allowed on the fly. If the speed is higher, then only by coasting (reducing the speed) of the spindle by briefly turning off the rotation on the machine using the provided handle.
The guitar is mounted on the left end surface of the headstock. Due to the presence of blocking, it is impossible to engage the gear drive together with the belt drive.
You can lock the tailstock by turning its handle. The clamping force can be adjusted using nuts. An additional screw will contribute to the reliability of the clamp. Grooving short cones on the machine is made easier by the fact that it is possible to move the tailstock body relative to the axis of the machine centers. The displacement is made by no more than + - (10 mm) with a special screw. To control the horizontal position of the axis of the machine centers (relative to the bed guides), the corresponding bosses are aligned on the body and the tailstock tray. The quill is fixed using its handle.
The main functions of the apron include: implementation of the feed movement (longitudinal or transverse) for the caliper through the running shaft; cutting threaded surfaces - from the lead screw. Therefore, the apron is equipped with 4 couplings, which include direct or reverse feeds. These models of machines do not have accelerated cutting of the cutter.
During operation of the machine, the cross-shaped support moves along the workpiece using bed guides, and across it along similar elements of the carriage. Longitudinal movements are carried out manually or mechanically. On top of the caliper there is a main tool holder with four places for the tools. On request, an additional rear single tool holder for the transverse carriage can be supplied.
To cover the cutting zone from flying chips, a protective fence with an opening made of durable transparent polymer was installed. It is mounted using a height-adjustable stand. When cutting workpieces made of brittle material, an additional protective screen is used, which is attached to the main one on the right.
Review of the universal lathe IZH250
The IZH-250 machine for turning work was assembled for a long time at the machine-building plant in the city of Izhevsk, and is used in small and large manufacturing enterprises. It was produced in several variations. The main task is to produce an extensive range of turning operations in collet and jaw type chucks. It is also actively used for various types of carving.
Possibilities and varieties
Izhmash engineers tried to modernize the equipment to cover a wider range of work, so they released the turning unit in 3 versions:
- ITPM – specializes in low-precision operations;
- ITVMF1 – model with digital indicators;
- ITVM03 – characterized by an increased center-to-center gap.
To perform turning operations with increased loads, it is recommended to use the 250ITP version of the machine.
The ITVMF1 model, thanks to the digital display, which facilitates the turner’s work in determining the geometric dimensions of the workpiece, is characterized by increased productivity. This modification has a number of other advantages:
- no need to remember the revolutions of the lomb and count some parameters;
- compensation for errors in the interaction of elements;
- reduction of wear of cutting components during operation.
All these processes occur automatically, without the participation of a turner.
The IZH-250 machine makes it possible to carry out various types of threads with high precision, so this unit is in great demand for such activities.
Equipment technical parameters
The lathe has a number of design features:
- equipped with a special mechanism that allows turning and at the same time protecting working units from overloads;
- During operation, the lead screw is automatically lubricated;
- spindle and feed speeds can vary over a wide range;
- to replace belts, the spindle assembly does not need to be disassembled;
- the cutting head is very precisely and firmly fixed, which makes it possible to achieve high precision thread performance;
- changing thread types is done due to the versatility of the gearbox, and not by changing gears.
The machine body is made of a durable type of cast iron, and the guides are ground and hardened using high-frequency currents.
The feed control on the presented turning unit is carried out using a handle and is carried out according to the principle when its movement coincides with the movement of the feed element.
The table shows the technical characteristics of the IZH-250 screw-cutting lathe.
Technical characteristics and design features of the IZH-250 lathe
The IZH 250 lathe is still rightly considered one of the most popular models in its class, despite the fact that it has been produced since the early 60s of the last century.
) provides high build quality and durability. Modified versions have been developed and produced on the basis of this model. Knowledge of its features and technical capabilities will help you correctly evaluate the advantages of the machine.
What tasks does the unit solve?
The turning, or more precisely, screw-cutting lathe, IZH-250 belongs to multifunctional equipment and is designed to mechanize the work of a turner when working with parts in centers, a collet or a chuck.
It is widely used in the formation of various threaded structures (metric, inch, modular). This equipment is installed both in the workshops of large factories and in the workshops of small enterprises during mass production, production of small batches of products or repair of various equipment.
A sufficient degree of accuracy when working with small-sized parts allows the IZH-250 to be used in instrument making, mechanical engineering and tool manufacturing.
Technical characteristics of the machine 250ITVM
| Parameter name | 250ITVM.01 | 250ITVM.03 | 250ITVMF1 |
| Main settings | |||
| Accuracy class according to GOST 8-82 | IN | IN | IN |
| The largest diameter of the workpiece processed above the bed, mm | 240 | 240 | 240 |
| The largest diameter of the workpiece processed above the support, mm | 168 | 168 | 168 |
| The largest diameter of the workpiece installed above the bed, mm | 300 | 300 | 300 |
| Maximum workpiece length (RMC), mm | 500 | 750 | 500 |
| Spindle | |||
| Diameter of through hole in spindle, mm | 25 | 25 | 25 |
| The largest diameter of the rod passing through the hole in the spindle, mm | 24 | 24 | 24 |
| Number of stages of direct rotation of the spindle, rpm | 21 | 21 | 21 |
| Spindle direct rotation frequency, rpm | 25..2500 | 25..2500 | 25..2500 |
| Number of spindle reverse rotation stages, rpm | 21 | 21 | 21 |
| Spindle reverse rotation frequency, rpm | 25..2500 | 25..2500 | 25..2500 |
| Size of the internal cone in the spindle, M | Morse 4 | Morse 4 | Morse 4 |
| Spindle end according to GOST 12593-72 | 4 | 4 | 4 |
| Permissible torque on the spindle, Nm | 1051,90 | 1051,90 | 1051,90 |
| Submissions | |||
| Maximum stroke length of the caliper carriage, mm | 500 | 500 | 500 |
| Price for dividing the longitudinal movement dial of the caliper, mm | 0,1 | 0,1 | 0,1 |
| Longitudinal movement per one revolution of the dial, mm | 20 | 20 | 20 |
| Maximum lateral movement of the caliper, mm | 165 | 165 | 165 |
| Dividing value of the caliper transverse movement dial, mm | 0,05 | 0,05 | 0,05 |
| Transverse movement per one revolution of the dial, mm | 3 | 3 | 3 |
| Maximum movement of the upper slide of the caliper, mm | 120 | 120 | 120 |
| Number of longitudinal feed stages | |||
| Limits of longitudinal working feeds, mm/rev | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Number of cross feed stages | |||
| Limits of working cross feeds, mm/rev | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Speed of fast movements of the caliper, longitudinal, m/min | No | No | No |
| Speed of fast movements of the caliper, transverse, m/min | No | No | |
| Number of metric threads to be cut | |||
| Limits of pitches of cut metric threads, mm | 0,2..48 | 0,2..48 | 0,2..48 |
| Number of inch threads to be cut | |||
| Limits of pitches of cut inch threads | 24..0,5 | 24..0,5 | 24..0,5 |
| Number of modular threads to be cut | |||
| Limits of pitches of cut modular threads | 0,2..12 | 0,2..12 | 0,2..12 |
| Number of cut pitch threads | No | No | No |
| DRO resolution in X/Z coordinates. mm | — | — | 0,001/ 0,005 |
| Tailstock | |||
| The size of the internal cone of the tailstock quill according to GOST 25557-82 | Morse 3 | Morse 3 | Morse 3 |
| Tailstock quill center according to GOST 13214-79 | Morse 3 | Morse 3 | Morse 3 |
| Maximum movement of the tailstock quill, mm | 85 | 85 | 85 |
| Rule division price, quill movement, mm | 1 | 1 | 1 |
| Limb division price, quill movement, mm | 0,05 | 0,05 | 0,05 |
| Transverse displacement of the quill, mm | ±10 | ±10 | ±10 |
| Electrical equipment | |||
| Number of electric motors on the machine | 3 | 3 | 3 |
| Main drive electric motor, kW/rpm | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Lubrication station electric motor, kW/rpm | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Cooling pump electric motor, kW/rpm | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Cooling pump (pump) | PA-22 | PA-22 | PA-22 |
| Total power of electric motors on the machine, kW | 3,27 | 3,27 | 3,27 |
| Overall dimensions and weight of the machine | |||
| Machine dimensions (length width height), mm | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Machine weight, kg | 1180 | 1240 | 1190 |
Bibliography:
Screw-cutting lathe 250ITVM.01, 250ITVM.03, 250ITVMF1. Operating manual 250ITVM.00.000 RE, 2000 Screw-cutting lathe 250ITVM.01, 250ITVM.03, 250ITVMF1. Electrical equipment operating manual 250ITVM.00.000 RE1, 2000
Acherkan N.S. Metal-cutting machines, Volume 1, 1965
Batov V.P. Lathes., 1978
Beletsky D.G. Handbook of a universal turner, 1987
Denezhny P.M., Stiskin G.M., Thor I.E. Turning, 1972. (1k62)
Denezhny P.M., Stiskin G.M., Thor I.E. Turning, 1979. (16k20)
Modzelevsky A. A., Muschinkin A. A., Kedrov S. S., Sobol A. M., Zavgorodniy Yu. P., Lathes, 1973
Pikus M.Yu. A mechanic's guide to machine repair, 1987
Skhirtladze A.G., Novikov V.Yu. Technological equipment for machine-building industries, 1980
Tepinkichiev V.K. Metal cutting machines, 1973
Chernov N.N. Metal cutting machines, 1988
Related Links. Additional Information
- Classification and main characteristics of turning machines
- Selecting the right metalworking machine
- Multi-start thread. Methods for cutting multi-start threads on a lathe
- Graphic signs for lathes
- Friction clutch of a screw-cutting lathe
- Methodology for checking and testing screw-cutting lathes for accuracy
- Manufacturers of lathes
- Manufacturers of metal-cutting machines
- Directory of lathes
Home About the company News Articles Price list Contacts Reference information Interesting video KPO woodworking machines Manufacturers
Main technical characteristics
The basic model of a lathe has the following main technical parameters:
- the maximum diameter of the part when installed above the frame (category “Disk”) is 25 cm;
- the maximum diameter of the part installed above the caliper (category “Shaft”) is 12.5 cm;
- distance between attachment points – 50 cm;
- center height – 150 mm;
- standard electric motor power – 2400 and 3000 W;
- total weight of the equipment is 1500 kg.
Processing accuracy class B is ensured according to GOST 8–82.
Differences between modifications
Engineering thought does not stand still, and modified machines have been mass-produced, which have absorbed the best features of the IZH-250, but have also acquired specific features.
IZH 250 ITVM 01 and 03
The machine is distinguished by its increased dimensions of the working space. The center-to-center distance is 700 mm. The diameter of “Shaft” type blanks has been increased to 170 mm.
IZH 250 ITPM
Priority in the machine is given to turning work. Processing class P according to GOST 8–82 is provided. Weight – 1200 kg.
Among the latest modifications, we can highlight the IZH-250 SCI model, equipped with an accurate indication (up to 100 microns in diameter). The machine provides linear compensation for tool wear.
The IZH-250 lathe has been popular for more than 50 years. It is distinguished by fairly high accuracy of parts processing and increased reliability.
Modern modifications are quite competitive with other machines of more recent developments. This equipment can be recommended to both large businessmen and individual entrepreneurs for setting up small production.
Design features of the structure
Design solutions provide the following key features of the machine:
- increased gear range and spindle speed;
- automation of lead screw lubrication during thread cutting;
- location of the machine stopping mechanism in the apron, providing a rigid stop;
- securing the cutting tool without gaps;
- preselective spindle rotation control;
- universal gearbox design;
- special spindle design that simplifies the installation and replacement of drive belts;
- high-strength frame made of chromium-nickel cast iron.
Feed control is carried out by one lever according to the mnemonic principle, while the cutting head moves on the support in accordance with the movement of the handle.
General form
Like any screw-cutting lathe, it consists of the following main components and parts: caliper, headstocks (front and rear), gearbox, supporting frame, spindle, gear guitar, running shaft, apron, feed control box, equipment stand, electrical equipment. A screw-cutting lathe (TVS) is distinguished by the presence of a lead screw for cutting threads.
Workspace dimensions
An important characteristic of a fuel assembly is the dimensions of the working space, which determine the maximum dimensions of the workpiece being processed.
The main criteria are the distance between the fixing points of the part (500 mm) and the maximum diameter of the workpiece (250 mm). In addition, it is important to take into account the dimensions of the support and its mounting, which allows you to determine the maximum dimensions of the cutting tool.
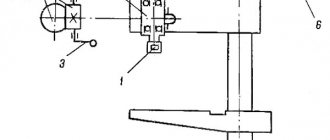
List and location of controls
The IZH-250 TVS has a closed apron, with the help of which the caliper moves in various directions manually or automatically. A lead screw is used to cut threads.
Machine design and modifications
Appearance
The functional purpose of lathes model IZH-250 is wide. With their help, you can process workpieces using the rotation method. In this case, the part is mounted in a collet, centers or chuck. Additionally, it is possible to form threads of various types.
The design of the equipment is standard, but has a number of features. These include a wide range of gear shifts and cutting tool feeds, the ability to pre-set an operating mode that will turn on in a certain period of time. For ease of control, a mnemonic mechanism is provided. The lead screw is automatically lubricated during thread formation.
In addition, there are several types of machine modernization, which differ in technical and operational qualities, as well as equipment.
- IZH-250ITVF1. Equipped with a digital display unit. With its help, you can significantly increase labor productivity, since the worker does not waste time measuring the actual dimensions of the workpiece;
- IZH-250ITP. Designed for rough processing. This model is produced by special order only.
All types of equipment have a twelve-speed gearbox. High-reliability V-belts are used for drive. The gear block switches when the disks, which have holes for the locking pins, are displaced.
Increasing the accuracy of thread formation is carried out using a vernier mechanism installed on the IZH-250 machine. Additionally, a diagram for connecting the guitar to the lead screw is provided. It allows you to improve processing accuracy.
The machines of this series have gained the greatest popularity for completing production lines specializing in instrument making. This is due to the possibility of individual configuration and changing some machine parameters when ordering from the manufacturing plant.
Nuances of operation and passport
The machine should be operated in strict accordance with the equipment instructions. The adjustment must be carried out by a specialist.
- Electrical equipment operates from a three-phase electrical network with a voltage of 380 V.
- Connection to the network is made through a batch and circuit breaker.
- In a number of models in the series under consideration, the speed is not adjusted by the gearbox. To do this, the power of the supplied electrical signal changes. In this case, electric motors of increased power (up to 5.5 kW) are installed.
The feed box provides wide possibilities for varying the feed and thread parameters. To use them correctly, you must use standard lever installation tables. The accuracy of the lateral movements of the tool is increased by the vernier (the accuracy increases to 0.005 mm/rev).
You can download the machine passport for free from the link - Passport of the IZH-250 lathe
Purpose and description of the unit
The screw-cutting lathe 250ITVM.01 is distinguished by a decent set of functions, as well as a reasonable price. This unit easily turns small metal workpieces. To maintain its high processing accuracy longer, do not use it for large series of parts and, in particular, for their pre-processing. For such processes, the line includes a 250 ITPM unit, which is produced to order.
The specified equipment was produced by the IzhmashStanko machine tool plant (Izhevsk). Units, components and spare parts for them are available for sale in full. Moreover, their cost is reasonable.
The entire series of machines we are considering was developed on the basis of the structurally and technically successful design of the IZH1I611P unit. They perform various types of turning operations with fixation of the part with a chuck, collet clamp or rotating centers, and cut inch, metric and modular threads.
The main drive is made by an electric motor operating on a V-belt drive (single and poly V-belt) or a gear reducer (12-speed).
The following is mounted in the headstock housing:
- Spindle assembly combined with input pulley.
- Sets of gears (two) - overkill (with a gear ratio of 1: and a link that increases the thread pitches.
The productivity of work on the machine can be increased by eliminating the test run with subsequent measurements of parts. This innovation is implemented in the IZH250ITVMF1 lathe. For this purpose, it has a digital display device (DRO). It greatly simplifies the work of a specialist in calculating the cutting depth, the corresponding number of dial revolutions, and recording them on the screen. The DRO helps ensure the machine has high processing accuracy due to:
- Reflections of size values (in mm, inches) with a resolution of 0.1 - 100 microns.
- Taking into account compensation amendments that take into account the wear of the rubbing pairs of the machine unit and the edge of the cutting tool.
Precise counting for cross feed (up to 0.005 mm/rev) is carried out by a vernier-type mechanism. This is a flywheel with a vernier scale. The feed box is able to change the speed of the cutter during threading, turning and other operations. And it does this within a fairly wide range. Threads are cut with high precision provided that the lead screw is directly connected to the guitar (without the participation of a feed box).
How used is the model today?
Serial production of the IZH-250 fuel assembly began in 1964, but even today the machine has not lost its relevance. The base model has undergone virtually no changes.
Modern technologies have made it possible to improve the quality of equipment assembly, which has increased the processing accuracy and durability of the equipment. At the same time, the distinctive feature of the machine is its low cost, versatility, ease of setup and operation.