Author: Yuriy Fedorovich Kolesnikov, thermal power engineer
The induction furnace was invented a long time ago, back in 1887, by S. Farranti. The first industrial installation started operating in 1890 at the Benedicks Bultfabrik company. For a long time, induction furnaces were exotic in the industry, but not due to the high cost of electricity; then it was no more expensive than now. There was still a lot of unknowns in the processes occurring in induction furnaces, and the electronics element base did not allow the creation of effective control circuits for them.
In the induction furnace industry, a revolution has occurred literally before our eyes, thanks to the emergence, firstly, of microcontrollers, the computing power of which exceeds that of personal computers ten years ago. Secondly, thanks to... mobile communications. Its development required the availability of inexpensive transistors capable of delivering power of several kW at high frequencies. They, in turn, were created on the basis of semiconductor heterostructures, for the research of which Russian physicist Zhores Alferov received the Nobel Prize.
Ultimately, induction stoves not only completely transformed the industry, but also became widely used in everyday life. Interest in the subject gave rise to a lot of homemade products, which, in principle, could be useful. But most authors of designs and ideas (there are many more descriptions of which in the sources than functional products) have a poor understanding of both the basics of the physics of induction heating and the potential danger of poorly executed designs. This article is intended to clarify some of the more confusing points. The material is based on consideration of specific structures:
- An industrial channel furnace for melting metal, and the possibility of creating it yourself.
- Induction-type crucible furnaces, the simplest to use and the most popular among home-made furnaces.
- Induction hot water boilers are rapidly replacing boilers with heating elements.
- Household induction cooking appliances that compete with gas stoves and are superior to microwaves in a number of parameters.
Note: all the devices under consideration are based on magnetic induction created by an inductor (inductor), which is why they are called induction. Only electrically conductive materials, metals, etc. can be melted/heated in them. There are also electric induction capacitive furnaces, based on electrical induction in the dielectric between the capacitor plates; they are used for “gentle” melting and electrical heat treatment of plastics. But they are much less common than inductor ones; consideration of them requires a separate discussion, so we’ll leave them for now.
Operating principle
The operating principle of an induction furnace is illustrated in Fig. on right. In essence, it is an electrical transformer with a short-circuited secondary winding:
Operating principle of an induction furnace
- The alternating voltage generator G creates an alternating current I1 in the inductor L (heating coil).
- Capacitor C together with L form an oscillatory circuit tuned to the operating frequency, this in most cases increases the technical parameters of the installation.
- If the generator G is self-oscillating, then C is often excluded from the circuit, using the inductor’s own capacitance instead. For the high-frequency inductors described below, it is several tens of picofarads, which exactly corresponds to the operating frequency range.
- In accordance with Maxwell's equations, the inductor creates an alternating magnetic field with intensity H in the surrounding space. The magnetic field of the inductor can either be closed through a separate ferromagnetic core or exist in free space.
- The magnetic field, penetrating the workpiece (or melting charge) W placed in the inductor, creates a magnetic flux F in it.
- F, if W is electrically conductive, induces a secondary current I2 in it, then the same Maxwell equations.
- If Ф is sufficiently massive and solid, then I2 closes inside W, forming an eddy current, or Foucault current.
- Eddy currents, according to the Joule-Lenz law, release the energy received through the inductor and the magnetic field from the generator, heating the workpiece (charge).
Electromagnetic interaction from the point of view of physics is quite strong and has a fairly high long-range effect. Therefore, despite the multi-stage energy conversion, an induction furnace is capable of showing an efficiency of up to 100% in air or vacuum.
Note: in a medium made of a non-ideal dielectric with a dielectric constant >1, the potentially achievable efficiency of induction furnaces drops, and in a medium with a magnetic permeability >1, it is easier to achieve high efficiency.
Recommendations for use
Users who prefer an induction cooker should take into account the following points:
- Do not use dishes with obvious signs of damage or those with a convex bottom;
- It is advisable that the pots and pans used cover the work surface of the burner. In this case, the dishes should be located exactly in the center of the heating area;
- While the induction cooker is operating, stay away from it and do not touch the surface;
- When purchasing cookware, pay attention to the special notes in which the manufacturer notes the possibility of using the products on an induction hob;
- When stirring food, use non-metallic utensils.
How to use an induction hob. Simple instructions
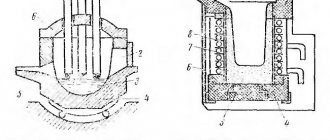
Channel furnace
The channel induction melting furnace is the first one used in industry. It is structurally similar to a transformer, see fig. on right:
Channel induction furnace
- The primary winding, powered by a current of industrial (50/60 Hz) or high (400 Hz) frequency, is made of a copper tube cooled from the inside by a liquid coolant;
- Secondary short-circuited winding – melt;
- A ring-shaped crucible made of heat-resistant dielectric in which the melt is placed;
- Magnetic circuit assembled from transformer steel plates.
Channel furnaces are used for melting duralumin, non-ferrous special alloys, and producing high-quality cast iron. Industrial channel furnaces require priming with a melt, otherwise the “secondary” will not short-circuit and there will be no heating. Or arc discharges will appear between the crumbs of the charge, and the entire melt will simply explode. Therefore, before starting the furnace, a little melt is poured into the crucible, and the remelted portion is not poured completely. Metallurgists say that a channel furnace has residual capacity.
A channel furnace with a power of up to 2-3 kW can be made from an industrial frequency welding transformer yourself. In such a furnace you can melt up to 300-400 g of zinc, bronze, brass or copper. You can melt duralumin, but the casting needs to be allowed to age after cooling, from several hours to 2 weeks, depending on the composition of the alloy, so that it gains strength, toughness and elasticity.
Note: duralumin was actually invented by accident. The developers, angry that they could not alloy aluminum, abandoned another “nothing” sample in the laboratory and went on a spree out of grief. We sobered up, returned - and no one had changed color. They checked it - and it gained the strength of almost steel, while remaining as light as aluminum.
The “primary” of the transformer is left standard; it is already designed to operate in the short-circuit mode of the secondary with a welding arc. The “secondary” is removed (it can then be put back and the transformer can be used for its intended purpose), and a ring crucible is put in its place. But trying to convert an HF welding inverter into a channel furnace is dangerous! Its ferrite core will overheat and shatter into pieces due to the fact that the dielectric constant of ferrite is >>1, see above.
The problem of residual capacity in a low-power furnace disappears: a wire of the same metal, bent into a ring and with twisted ends, is placed in the seeding charge. Wire diameter – from 1 mm/kW furnace power.
But a problem arises with a ring crucible: the only material suitable for a small crucible is electroporcelain. It is impossible to process it yourself at home, but where can you get a suitable one? Other refractories are not suitable due to high dielectric losses in them or porosity and low mechanical strength. Therefore, although a channel furnace produces smelting of the highest quality, does not require electronics, and its efficiency already at a power of 1 kW exceeds 90%, they are not used by home-made people.
Features of melting some metals
In order to melt metal at home, this element must be placed in a small cup or crucible. The cup with the material is inserted into the oven. Then its melting begins. To melt the precious elements, they are placed in a glass ampoule. In order to make an alloy from several components, follow these instructions:
- First, a refractory element - copper or iron - is placed in the melting cup.
- Then a more fusible component is placed - tin, aluminum.
Melting aluminum in a homemade furnace
Steel is a refractory material. Its melting point is one thousand four hundred degrees Celsius. Therefore, to melt steel at home, you must follow the following instructions:
- To melt steel at home, introduce additional regenerators. If the furnace runs on electricity, then electricity is used.
- During induction heating, slags are added. They increase the speed of melting.
- Constantly monitor instrument readings. If necessary, lower the melting temperature by switching to a more moderate mode.
- It is always correct to determine whether the steel is ready for work or melting. Follow all the above steps. Only then will the resulting metal be of high quality.
Metal smelting
To melt iron at home, the furnace must be preheated. First, a large piece is placed, and then small ones. Iron must be turned over in time. A properly molten metal will have a spherical shape.
If you are going to make bronze, you must first place copper in the melting hole. Since this component is more refractory. When the copper is melted, tin is added.
And when melting aluminum, tin or iron, you must be careful. Rivet slowly and should be done with a small hammer. Heat the material frequently until reddened and cool in cold water. Only then will you get the perfect alloy at the end.
For a regular crucible
Construction of a crucible induction furnace
The residual capacity irritated metallurgists - the alloys they melted were expensive. Therefore, as soon as sufficiently powerful radio tubes appeared in the 20s of the last century, an idea was immediately born: throw a magnetic circuit onto (we will not repeat the professional idioms of tough men), and put an ordinary crucible directly into the inductor, see fig.
You can’t do this at an industrial frequency; a low-frequency magnetic field without a magnetic circuit concentrating it will spread out (this is the so-called stray field) and give off its energy anywhere, but not into the melt. The stray field can be compensated by increasing the frequency to a high one: if the diameter of the inductor is commensurate with the wavelength of the operating frequency, and the entire system is in electromagnetic resonance, then up to 75% or more of the energy of its electromagnetic field will be concentrated inside the “heartless” coil. The efficiency will be corresponding.
However, already in the laboratories it became clear that the authors of the idea overlooked an obvious circumstance: the melt in the inductor, although diamagnetic, is electrically conductive, due to its own magnetic field from eddy currents, it changes the inductance of the heating coil. The initial frequency had to be set under the cold charge and changed as it melted. Moreover, the range is greater, the larger the workpiece: if for 200 g of steel you can get by with a range of 2-30 MHz, then for a blank the size of a railway tank, the initial frequency will be about 30-40 Hz, and the operating frequency will be up to several kHz.
It is difficult to make suitable automation on lamps; to “pull” the frequency behind the blank requires a highly qualified operator. In addition, the stray field manifests itself most strongly at low frequencies. The melt, which in such a furnace is also the core of the coil, to some extent collects a magnetic field near it, but still, to obtain acceptable efficiency it was necessary to surround the entire furnace with a powerful ferromagnetic screen.
Nevertheless, due to their outstanding advantages and unique qualities (see below), crucible induction furnaces are widely used both in industry and by home-made people. Therefore, let’s take a closer look at how to properly make one with your own hands.
Build process
A do-it-yourself induction crucible furnace consists of an inductor, which is a solenoid made from a water-cooled copper tube and a crucible, which can be made of ceramic materials, and sometimes of steel, graphite and others. In such a device you can smelt cast iron, steel, precious metals, aluminum, copper, magnesium. Do-it-yourself induction furnaces are made with a crucible capacity from a couple of kilograms to several tons. They can be vacuum, gas-filled, open and compressor. The furnaces are powered by high, medium and low frequency currents.
So, if you are interested in making your own induction furnace, the scheme involves the use of the following main components: a melting bath and an induction unit, which includes a hearth stone, an inductor and a magnetic core. A channel furnace differs from a crucible furnace in that electromagnetic energy is converted into thermal energy in the heat release channel, in which there must always be an electrically conductive body. To make the initial start-up of a channel furnace, molten metal is poured into it or a template made of a material that can be straightened in the furnace is inserted. When the melting is completed, the metal is not completely drained, but a “swamp” remains, intended to fill the heat release channel for future start-up. If you are going to build an induction furnace with your own hands, then to make it easier to replace the hearth stone for the equipment, it is made detachable.
A little theory
When designing a homemade “induction”, you need to firmly remember: the minimum power consumption does not correspond to the maximum efficiency, and vice versa. The stove will take the minimum power from the network when operating at the main resonant frequency, Pos. 1 in Fig. In this case, the blank/charge (and at lower, pre-resonant frequencies) operates as one short-circuited turn, and only one convective cell is observed in the melt.
Operating modes of crucible induction furnace
In the main resonance mode, up to 0.5 kg of steel can be melted in a 2-3 kW furnace, but heating the charge/workpiece will take up to an hour or more. Accordingly, the total electricity consumption from the network will be high, and the overall efficiency will be low. At pre-resonant frequencies it is even lower.
As a result, induction furnaces for melting metal most often operate at the 2nd, 3rd, and other higher harmonics (Pos. 2 in the figure). The power required for heating/melting increases in this case; for the same half a kilo of steel, the 2nd one will need 7-8 kW, and the 3rd one 10-12 kW. But warming up occurs very quickly, in minutes or fractions of minutes. Therefore, the efficiency is high: the stove does not have time to “eat” much before the melt can be poured.
Furnaces using harmonics have the most important, even unique advantage: several convective cells appear in the melt, instantly and thoroughly mixing it. Therefore, it is possible to conduct melting in the so-called mode. rapid charge, producing alloys that are fundamentally impossible to smelt in any other melting furnaces.
If you “raise” the frequency 5-6 or more times higher than the main one, then the efficiency drops somewhat (not much), but another remarkable property of harmonic induction appears: surface heating due to the skin effect, displacing EMF to the surface of the workpiece, Pos. 3 in Fig. This mode is rarely used for melting, but for heating workpieces for surface cementation and hardening it is a nice thing. Modern technology would be simply impossible without this method of heat treatment.
About levitation in an inductor
Now let’s do a trick: wind the first 1-3 turns of the inductor, then bend the tube/bus 180 degrees, and wind the rest of the winding in the opposite direction (Pos. 4 in the figure). Connect it to the generator, insert a crucible in the charge into the inductor, and give current. Let's wait until it melts and remove the crucible. The melt in the inductor will gather into a sphere, which will remain hanging there until we turn off the generator. Then it will fall down.
The effect of electromagnetic levitation of the melt is used to purify metals by zone melting, to obtain high-precision metal balls and microspheres, etc. But for a proper result, melting must be carried out in a high vacuum, so here levitation in the inductor is mentioned only for information.
Power calculation
Since the induction method of steel melting is less expensive than similar methods based on the use of fuel oil, coal and other energy sources, the calculation of an induction furnace begins with calculating the power of the unit.
The power of an induction furnace is divided into active and useful, each of them has its own formula.
As initial data you need to know:
- the capacity of the furnace, in the case considered for example, it is 8 tons;
- unit power (its maximum value is taken) – 1300 kW;
- current frequency – 50 Hz;
- The productivity of the furnace plant is 6 tons per hour.
It is also necessary to take into account the metal or alloy being melted: according to the condition, it is zinc. This is an important point, the heat balance of cast iron melting in an induction furnace, as well as other alloys, is different.
Useful power transferred to liquid metal:
- Рpol = Wtheor×t×P,
- Wtheor – specific energy consumption, it is theoretical, and shows the overheating of the metal by 10C;
- P – productivity of the furnace installation, t/h;
- t – overheating temperature of the alloy or metal billet in the bath furnace, 0C
- Rpol = 0.298×800×5.5 = 1430.4 kW.
Active power:
- P = Ppol/Yuterm,
- Rpol – taken from the previous formula, kW;
- Yuterm is the efficiency of a foundry furnace, its limits are from 0.7 to 0.85, with an average of 0.76.
- P = 1311.2/0.76 = 1892.1 kW, the value is rounded to 1900 kW.
At the final stage, the inductor power is calculated:
- Rind = P/N,
- P – active power of the furnace installation, kW;
- N is the number of inductors provided on the furnace.
- Rind =1900/2= 950 kW.
The power consumption of an induction furnace when melting steel depends on its performance and the type of inductor.
Why an inductor at home?
As you can see, even a low-power induction stove for apartment wiring and consumption limits is too powerful. Why is it worth doing it?
Induction heating for hardening
Firstly, for the purification and separation of precious, non-ferrous and rare metals. Take, for example, an old Soviet radio connector with gold-plated contacts; They did not spare gold/silver for plating back then. We put the contacts in a narrow, high crucible, put them into the inductor, and melt them at the main resonance (professionally speaking, at the zero mode). After melting, we gradually reduce the frequency and power, allowing the blank to harden for 15 minutes to half an hour.
Once it cools down, we break the crucible and what do we see? A brass post with a clearly visible gold tip that just needs to be cut off. Without mercury, cyanide and other deadly reagents. This cannot be achieved by heating the melt from the outside in any way; convection in it will not do so.
Inductor for tempering induction furnace
Well, gold is gold, and now there is no black scrap metal lying on the road. But the need for uniform or precisely dosed heating of metal parts over the surface/volume/temperature for high-quality hardening will always be found by a homemaker or individual entrepreneur. And here again an inductor stove will help out, and the electricity consumption will be feasible for the family budget: after all, the main share of heating energy comes from the latent heat of metal melting. And by changing the power, frequency and location of the part in the inductor, you can heat exactly the right place exactly as it should, see fig. higher.
Finally, by making an inductor of a special shape (see figure on the left), you can release the hardened part in the right place, without breaking the hardening carburization at the end/ends. Then, where necessary, use bending, ivy, and the rest remains hard, viscous, elastic. At the end, you can reheat it again where it was released and harden it again.
Cooling system equipment
Industrial units for melting metal are equipped with special cooling systems using antifreeze or water.
Equipping these important installations in homemade HDTV stoves will require additional costs, which is why the assembly can put a significant dent in your wallet. Therefore, it is better to provide a household unit with a cheaper system consisting of fans. Good to know: types of antifreeze.
Air cooling with these devices is possible when they are located remotely from the furnace. Otherwise, the metal windings and fan parts can serve as a loop for short-circuiting eddy currents, which will significantly reduce the efficiency of the equipment.
Tube and electronic circuits also tend to become hot during operation of the unit. Heat sinks are usually used to cool them.
Let's get to the stove: what you need to know
An electromagnetic field (EMF) affects the human body, at least warming it up in its entirety, like meat in a microwave. Therefore, when working with an induction furnace as a designer, craftsman or operator, you need to clearly understand the essence of the following concepts:
PES – electromagnetic field energy flux density. Determines the general physiological impact of EMF on the body, regardless of the frequency of radiation, because The PES of an EMF of the same intensity increases with increasing radiation frequency. According to sanitary standards of different countries, the permissible PES value is from 1 to 30 mW per 1 sq. m. of body surface with constant (more than 1 hour per day) exposure and three to five times more with a single short-term, up to 20 minutes.
Note: the United States stands apart; its permissible power consumption is 1000 mW (!) per square meter. m. body. In fact, Americans consider the beginning of physiological effects to be external manifestations, when a person already becomes ill, and the long-term consequences of EMF exposure are completely ignored.
The PES decreases with distance from a point source of radiation by the square of the distance. Single-layer shielding with galvanized or fine-mesh galvanized mesh reduces the PES by 30-50 times. Near the coil along its axis, the PES will be 2-3 times higher than at the side.
Let's explain with an example. There is a 2 kW and 30 MHz inductor with an efficiency of 75%. Therefore, 0.5 kW or 500 W will go out of it. At a distance of 1 m from it (the area of a sphere with a radius of 1 m is 12.57 sq. m.) per 1 sq. m. will have 500/12.57 = 39.77 W, and per person - about 15 W, this is a lot. The inductor must be positioned vertically, before turning on the furnace, put a grounded shielding cap on it, monitor the process from a distance, and immediately turn off the furnace when it is completed. At a frequency of 1 MHz, the PES will drop by a factor of 900, and a shielded inductor can be operated without special precautions.
Microwave – ultra high frequencies. In radio electronics, microwave frequencies are considered to be so-called. Q-band, but according to microwave physiology it starts at about 120 MHz. The reason is electrical induction heating of cell plasma and resonance phenomena in organic molecules. Microwave has a specifically targeted biological effect with long-term consequences. It is enough to receive 10-30 mW for half an hour to undermine health and/or reproductive capacity. Individual susceptibility to microwaves is extremely variable; When working with him, you need to regularly undergo a special medical examination.
It is very difficult to suppress microwave radiation; as the pros say, it “siphons” through the slightest crack in the screen or with the slightest violation of the grounding quality. Effective combating of microwave radiation from equipment is possible only at the level of its design by highly qualified specialists.
Fortunately, the frequency range in which induction furnaces operate does not extend to microwaves. But if it is poorly designed or used, the oven can enter a mode in which parasitic microwave frequencies appear. Of course, this should be avoided at all costs.
Tilt mechanism
The tilting mechanism must ensure that the furnace is tilted to completely drain the metal.
Currently, a wide variety of mechanisms are used. For small-capacity furnaces, mechanisms are used consisting of a winch with a manual or electromechanical drive and a cable thrown over a block.
Larger stoves are tilted using a hoist, engaging its hook with an earring mounted on the frame. Large furnaces are equipped with a hydraulic tilt drive, which is in principle similar to the hydraulic tilt drive of arc furnaces.
The rotation of the furnace is carried out, as a rule, around axles, the axis of which passes under the toe of the furnace. In some cases, rotation begins around the lower trunnions and is carried out at high speed until the upper trunnions fit into the socket. After this, the furnace rotates around the upper pair of axles, but at a lower speed (the radius of the point of application of forces increases).
Furnace components
Inductor
The most important part of an induction furnace is its heating coil, the inductor. For homemade stoves with a power of up to 3 kW, an inductor made of a bare copper tube with a diameter of 10 mm or a bare copper bus with a cross-section of at least 10 square meters will be used. mm. The internal diameter of the inductor is 80-150 mm, the number of turns is 8-10. The turns should not touch, the distance between them is 5-7 mm. Also, no part of the inductor should touch its shield; the minimum gap is 50 mm. Therefore, in order to pass the coil leads to the generator, it is necessary to provide a window in the screen that does not interfere with its removal/installation.
The inductors of industrial furnaces are cooled with water or antifreeze, but at a power of up to 3 kW, the inductor described above does not require forced cooling when operating for up to 20-30 minutes. However, it itself becomes very hot, and scale on copper sharply reduces the efficiency of the furnace until it loses its functionality. It is impossible to make a liquid-cooled inductor yourself, so it will have to be changed from time to time. You cannot use forced air cooling: the plastic or metal fan housing near the coil will “attract” EMFs to itself, overheat, and the efficiency of the furnace will drop.
Note: for comparison, an inductor for a melting furnace for 150 kg of steel is bent from a copper pipe with an outer diameter of 40 mm and an inner diameter of 30 mm. The number of turns is 7, the inside diameter of the coil is 400 mm, and the height is also 400 mm. To power it up in zero mode, you need 15-20 kW in the presence of a closed cooling circuit with distilled water.
Generator
The second main part of the furnace is the alternator. It’s not worth even trying to make an induction furnace without knowing the basics of radio electronics at least at the level of an average radio amateur. Operating is the same, because if the stove is not under computer control, you can set it to mode only by feeling the circuit.
Generator circuit for an induction furnace, giving parasitic microwave frequency
When choosing a generator circuit, you should in every possible way avoid solutions that give a hard current spectrum. As an anti-example, we present a fairly common circuit using a thyristor switch, see Fig. higher. A calculation available to a specialist based on the oscillogram attached to it by the author shows that the PES at frequencies above 120 MHz from an inductor powered in this way exceeds 1 W/sq. m at a distance of 2.5 m from the installation. Deadly simplicity, to say the least.
Tube generator circuit for induction furnace
As a nostalgic curiosity, we also present a diagram of an ancient tube generator, see fig. on right. These were made by Soviet radio amateurs back in the 50s, Fig. on right. Setting to mode - with an air capacitor of variable capacitance C, with a gap between the plates of at least 3 mm. Works only on zero mode. The setting indicator is a neon light bulb L. The peculiarity of the circuit is a very soft, “lamp” radiation spectrum, so this generator can be used without special precautions. But - alas! – you can’t find lamps for it now, and with a power in the inductor of about 500 W, the power consumption from the network is more than 2 kW.
Note: the frequency of 27.12 MHz indicated in the diagram is not optimal, it was chosen for reasons of electromagnetic compatibility. In the USSR, it was a free (“junk”) frequency, for which permission was not required to operate, as long as the device did not interfere with anyone. In general, C the generator can be tuned in a fairly wide range.
Homemade crucible induction furnace from the 50s.
In the next fig. on the left is a simple self-excited generator. L2 – inductor; L1 – feedback coil, 2 turns of enameled wire with a diameter of 1.2-1.5 mm; L3 – blank or charge. The inductor's own capacitance is used as a loop capacitance, so this circuit does not require adjustment, it automatically enters the zero mode mode. The spectrum is soft, but if the phasing of L1 is incorrect, the transistor instantly burns out, because it turns out to be in active mode with a DC short circuit in the collector circuit.
Circuit of the simplest generator for an induction furnace
Also, the transistor can burn out simply from a change in the external temperature or self-heating of the crystal - no measures are provided to stabilize its mode. In general, if you have old KT825 or similar ones lying around somewhere, then you can start experiments on induction heating with this circuit. The transistor must be installed on a radiator with an area of at least 400 square meters. see with blowing from a computer or similar fan. Adjustment of the capacity in the inductor, up to 0.3 kW, by changing the supply voltage within 6-24 V. Its source must provide a current of at least 25 A. The power dissipation of the resistors of the basic voltage divider is at least 5 W.
Multivibrator generator for induction furnace
The diagram follows. rice. on the right is a multivibrator with an inductive load using powerful field-effect transistors (450 V Uk, at least 25 A Ik). Thanks to the use of capacitance in the oscillatory circuit circuit, it produces a rather soft spectrum, but out-of-mode, therefore suitable for heating parts up to 1 kg for quenching/tempering. The main disadvantage of the circuit is the high cost of components, powerful field switches and high-speed (cutoff frequency of at least 200 kHz) high-voltage diodes in their base circuits. Bipolar power transistors in this circuit do not work, overheat and burn out. The radiator here is the same as in the previous case, but airflow is no longer needed.
The following scheme already claims to be universal, with a power of up to 1 kW. This is a push-pull generator with independent excitation and bridge-connected inductor. Allows you to work in mode 2-3 or in surface heating mode; the frequency is regulated by a variable resistor R2, and the frequency ranges are switched by capacitors C1 and C2, from 10 kHz to 10 MHz. For the first range (10-30 kHz), the capacitance of capacitors C4-C7 should be increased to 6.8 μF.
Scheme of a universal generator for an induction furnace
The transformer between the stages is on a ferrite ring with a cross-sectional area of the magnetic core of 2 square meters. see Windings - made of enameled wire 0.8-1.2 mm. Transistor radiator – 400 sq. see for four with airflow. The current in the inductor is almost sinusoidal, so the radiation spectrum is soft and no additional protective measures are required at all operating frequencies, provided that it works for up to 30 minutes a day after 2 days on the 3rd.
Video: homemade induction heater in action
Frame
The frame is the basis for fastening all the elements of the stove. On large-capacity stoves, the frame is replaced with a solid casing.
The frame elements must have great strength and withstand significant loads. Since the frame is located in the zone of the strong electromagnetic field of the inductor, it can, under certain conditions, heat up almost in the same way as the metal in the crucible.
To reduce heating losses of the frame, it is necessary to weaken the currents induced in it. This is most simply achieved by dividing the frame into separate elements electrically insulated from each other, and then it is better to make it from non-magnetic, or even better, from non-electrically conductive materials. However, since the most accessible structural material is steel, the frame is most often made of steel parts isolated from each other.
Sometimes it is advisable to reduce the magnetic field strength near the frame. This can be achieved by installing magnetic cores or magnetic screens between the inductor and the frame.
The magnetic core is made in the form of packages made from sheets of electrical steel 0.2-0.5 mm thick and installed around the circumference between the inductor and the frame. Due to the higher magnetic permeability of electrical steel compared to air, the magnetic field lines are closed along the magnetic circuit and do not reach the frame. The total cross-section of the magnetic circuit is chosen such that the concentration of heat generated in it is small and it does not heat up. This condition is met when the magnetic circuit is made sufficiently massive. Often the mass of the magnetic core significantly exceeds the mass of the charge.
Installation of magnetic cores, in addition, complicates the design of the furnace and maintenance of the inductor. For these reasons they are of limited use.
Simpler and more compact are furnaces with electromagnetic screens, made in the form of a cylinder from copper or aluminum sheet and installed between the inductor and the frame.
The essence of frame shielding is that electromagnetic waves emanating from the inductor induce currents in the screen that are opposite in direction to the inductor current. These currents create a field opposite to that of the inductor, and it reaches the frame significantly weakened.
To ensure small losses in the screen, it is necessary that its thickness is at least 1.3 times the current penetration depth. Therefore, it is most advisable to use electromagnetic screens in high-frequency installations. For industrial frequency furnaces, the thickness of the copper screen must be at least 1.3 cm.
Induction boilers
Induction hot water boilers will undoubtedly replace boilers with heating elements wherever electricity is cheaper than other types of fuel. But their undeniable advantages have also given rise to a lot of homemade products, which sometimes literally make a specialist’s hair stand on end.
Let's say this design: a propylene pipe with running water is surrounded by an inductor, and it is powered by a 15-25 A HF welding inverter. An option is to make a hollow donut (torus) from heat-resistant plastic, pass water through the pipes, and wrap it around it for heating bus, forming an inductor rolled into a ring.
EMF will transfer its energy to water well; It has good electrical conductivity and an abnormally high (80) dielectric constant. Remember how the remaining droplets of moisture on the dishes shoot out in the microwave.
But, firstly, to fully heat an apartment or private house in winter you need at least 20 kW of heat, with careful insulation from the outside. 25 A at 220 V provide only 5.5 kW (how much does this electricity cost according to our tariffs?) with 100% efficiency. Okay, let's say we're in Finland, where electricity is cheaper than gas. But the consumption limit for housing is still 10 kW, and for excess you have to pay at an increased tariff. And the apartment wiring will not withstand 20 kW; you need to pull a separate feeder from the substation. How much will such work cost? If the electricians are still far from overpowering the area, they will allow it.
Then, the heat exchanger itself. It should either be massive metal, then only induction heating of the metal will work, or made of plastic with low dielectric losses (propylene, by the way, is not one of these, only expensive fluoroplastic is suitable), then the water will directly absorb the EMF energy. But in any case, it turns out that the inductor heats the entire volume of the heat exchanger, and only its inner surface transfers heat to the water.
As a result, at the cost of a lot of work and risk to health, we get a boiler with the efficiency of a cave fire.
An industrial induction heating boiler is designed in a completely different way: simple, but impossible to do at home, see fig. on right:
Diagram of an induction hot water boiler
- The massive copper inductor is connected directly to the network.
- Its EMF also heats a massive metal labyrinth-heat exchanger made of ferromagnetic metal.
- The labyrinth simultaneously isolates the inductor from water.
Such a boiler costs several times more than a conventional one with a heating element, and is suitable only for installation on plastic pipes, but in return it provides a lot of benefits:
- It never burns out - there is no hot electric coil in it.
- The massive labyrinth reliably shields the inductor: PES in the immediate vicinity of the 30 kW induction boiler is zero.
- Efficiency – more than 99.5%
- Absolutely safe: the intrinsic time constant of the highly inductive coil is more than 0.5 s, which is 10-30 times longer than the response time of the RCD or machine. It is further accelerated by the “recoil” from the transient process when the inductance breaks down on the housing.
- The breakdown itself, due to the “oakiness” of the structure, is extremely unlikely.
- Does not require separate grounding.
- Indifferent to lightning strikes; It cannot burn a massive coil.
- The large surface of the labyrinth ensures effective heat exchange with a minimum temperature gradient, which almost eliminates the formation of scale.
- Enormous durability and ease of use: the induction boiler, together with a hydromagnetic system (HMS) and a sediment filter, operates without maintenance for at least 30 years.
About homemade boilers for hot water supply
Diagram of an induction water heater for hot water supply
Here in Fig. A diagram of a low-power induction heater for hot water systems with a storage tank is shown. It is based on any power transformer of 0.5-1.5 kW with a primary winding of 220 V. Dual transformers from old tube color TVs - “coffins” on a two-rod magnetic core of the PL type - are very suitable.
The secondary winding is removed from such windings, the primary is rewound onto one rod, increasing the number of its turns to operate in a mode close to a short circuit (short circuit) in the secondary. The secondary winding itself is water in a U-shaped pipe bend surrounding another rod. Plastic pipe or metal – it makes no difference at industrial frequency, but the metal pipe must be isolated from the rest of the system with dielectric inserts, as shown in the figure, so that the secondary current is closed only through water.
In any case, such a water heater is dangerous: a possible leak is adjacent to the winding under mains voltage. If you are going to take such a risk, then you need to drill a hole in the magnetic circuit for the grounding bolt, and first of all, tightly ground the transformer and the tank with a steel busbar of at least 1.5 square meters. cm (not sq. mm!).
Next, the transformer (it should be located directly under the tank), with a double-insulated power cable connected to it, a ground electrode and a water-heating coil, is poured into one “doll” with silicone sealant, like an aquarium filter pump motor. Finally, it is highly advisable to connect the entire unit to the network via a high-speed electronic RCD.
Video: “induction” boiler based on household tiles
Inductor in the kitchen
Induction hob
Induction hobs have become commonplace in the kitchen, see fig. According to the principle of operation, this is the same induction stove, only the bottom of any metal cooking vessel acts as a short-circuited secondary winding, see fig. on the right, and not just from ferromagnetic material, as the ignorant often write. Aluminum cookware is simply falling out of use; doctors have proven that free aluminum is a carcinogen, and copper and tin have long been out of use due to toxicity.
Household induction cookers are a product of the age of high technology, although the idea arose simultaneously with induction melting furnaces. Firstly, to isolate the inductor from the cooking, a durable, resistant, hygienic and EMF-free dielectric was needed. Suitable glass-ceramic composites have come into production relatively recently, and the top plate of the slab accounts for a significant portion of its cost.
Kitchen induction hob diagram
Then, all cooking vessels are different, and their contents change their electrical parameters, and the cooking modes are also different. A specialist will not be able to do this by carefully tightening the knobs to the desired fashion; you need a high-performance microcontroller. Finally, according to sanitary requirements, the current in the inductor must be a pure sinusoid, and its magnitude and frequency must vary in a complex way according to the degree of readiness of the dish. That is, the generator must have digital generation of the output current, controlled by the same microcontroller.
There is no point in making a kitchen induction hob yourself: more money will be spent on electronic components alone at retail prices than on ready-made good tiles. And it’s still quite difficult to control these devices: anyone who has one knows how many buttons or sensors there are with the inscriptions: “Stew”, “Roast”, etc. The author of this article saw a tile that separately listed “Navy Borscht” and “Pretanier Soup.”
However, induction cookers have many advantages over others:
- Almost zero, unlike microwave ovens, PPE, even if you sit on this tile yourself.
- Possibility of programming for preparing the most complex dishes.
- Melting chocolate, rendering fish and poultry fat, preparing caramel without the slightest sign of burning.
- High efficiency as a result of fast heating and almost complete concentration of heat in the cooking vessel.
Heating up cooking utensils on an induction hob and gas burner
To the last point: take a look at fig. on the right, there are schedules for heating up cooking on an induction stove and a gas burner. Anyone who is familiar with integration will immediately understand that an inductor is 15-20% more economical, and there is no need to compare it with a cast-iron “pancake”. The cost of money on energy when preparing most dishes for an induction cooker is comparable to that of a gas cooker, and even less for stewing and cooking thick soups. The inductor is so far inferior to gas only during baking, when uniform heating is required on all sides.
Video: failed induction heater from a kitchen stove
What are the differences from other plates?
Induction cookers compare favorably with other types of stoves (gas and electric).
A number of points are worth highlighting:
- The efficiency of induction furnaces reaches 90%. For comparison, in gas stoves this figure is only 30-60%, and in electric stoves - no more than 70%;
- High heating rate (devices with heating elements or gas burners cannot boast of this feature);
- Efficiency. After removing the dishes, you do not need to turn off the work area manually - this happens automatically. In electric or gas stoves, the burner continues to work, which leads to excessive consumption of gas and electricity. In the summer, this is especially important, because there is additional heating of the air, which complicates the process of air conditioning (cooling) the room;
- Precise temperature control. On stoves with heating elements or those running on gas, temperature control occurs “by eye”. In the case of induction cookers, you can maintain the same setting throughout the entire cooking time;
- Safety. If a person accidentally mixes up the cookware and places a product with a non-magnetic bottom, the burner will not work. To activate the burner, the cookware must cover its area as much as possible, 50% or more;
- Many additional functions that classic gas or electric stoves cannot boast of.