Parts, elements and geometric parameters of a twist drill
Twist drills are the most common.
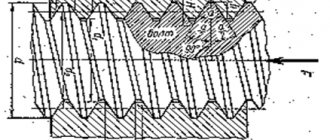
This drill (Fig. 309) consists of a working part, including a cutting part, a neck, a conical (Fig. 309, a) or cylindrical (Fig. 309, b) shank for fastening the drill in the machine spindle, a foot that serves as a stop for knocking out the drill from the spindle socket. The cutting part (Fig. 309, c) consists of two teeth formed by two grooves for removing chips; core - the middle part of the drill connecting both teeth; two front surfaces along which chips run and which absorb the cutting force; two ribbons - narrow strips along the outer diameter of the drill, serving to guide and center it in the hole; two main cutting blades formed by the intersection of the front and rear surfaces and performing the main cutting work; a transverse blade or bridge formed by the intersection of both rear surfaces. Rice. 309. Elements, geometric parameters and sharpening of spiral drills: 1 and 10 - ribbon blades; 2 and 6 — ribbons; 3 - two cutting blades; 4 and 8 — backs at the teeth; 5 - grooves; 7 - transverse blade; 9 - front surface.
A twist drill contains five blades: two main, two auxiliary (along the ribbons) and a transverse one, which does not cut, but crushes and squeezes out the metal. The cross blade of the drill has its main defect. The geometric parameters of the drill are considered on its cutting part.
The rear angle α is considered in the plane AA, parallel to the axis of the drill (Fig. 309, d), for the current point x (see section AA); it changes from αmin at the peripheral point of the drill to αmax, at the drill bridge.
The front angle γ is taken in the plane BB, perpendicular to the cutting blade of the drill (Fig. 309, d) for the current point x; this angle changes from γmin at the drill bridge to γmax at the peripheral point of the drill. The angle at the tip of the drill 2φ is between the main cutting blades: 2φ = 116 ÷ 118° when processing steel, cast iron, hard bronze; 2φ = 140° when processing aluminum and light alloys; 2φ = 80 ÷ 90° when processing ebonite, celluloid, marble.
The angle of inclination of the transverse blade ψ is 55º.
Drill sharpening. By sharpening the drill (Fig. 309, d) the following angle values are given: α min ≈ 7º, α max ≈ 26º, γ min ≈ 3º, γ max ≈ 30º.
The criterion for correct sharpening is compliance with the angles 2φ, ψ and α min.
In addition, it is necessary that the axis of the drill passes through the middle of the jumper and divides the apex angle of 2φ into two equal parts and that the main cutting blades are equal. To avoid pinching the drill on the drill, give a reverse cone towards the shank by an amount of approximately 0.05 mm per 100 mm length.
In Fig. 309, d single sharpening of the drill is given; in Fig. 309, e - double sharpening of the drill; in Fig. 309, g - single sharpening with sharpening of the transverse blade; in Fig. 309, h - single sharpening of the drill with sharpening of the ribbons. Double sharpening of the drill increases the durability of the drills, sharpening the jumper and ribbons facilitates the drilling process, reduces friction, and reduces the amount of feed force. With double sharpening there are angles 2φ and 2φ0; at 2φ = 116 - 118º, 2φ0 = 70 - 75°.
A bridgeless twist drill was proposed by the innovator V.I. Zhirov. Such drills are obtained from standard drills by using their special sharpening.
In the transverse blade (Fig. 310, c), the drills cut a groove with a grinding wheel, which significantly reduces the feed force.
Rice. 310. Bridgeless spiral drill designed by V.I. Zhirov.
Read also: How to connect a screwdriver to a computer power supply
However, the best results (increased productivity and increased durability) are provided by a combined sharpening of the transverse drill blade (Fig. 310, b). Here, at a distance K equal to one third of the length of the cutting blade, the transverse blade is sharpened with an undercut of its core at an angle of 30°. The width of the cut groove a and the depth h are equal to 0.15 of the drill diameter.
It is necessary to ensure that sharpening is done efficiently. It is especially recommended to take drills with a double cone (Fig. 310, a).
Fig.21. Parts and elements of a twist drill.
1 – working part; 2 – cutting part; 3 – guide part; 4 – neck;
5 – shank; 6 – foot
The cutting part is the part of the drill sharpened to a cone. The working part is the part of the drill equipped with two spiral grooves. The guide part is the part of the drill that ensures the direction of the drill during the cutting process. The shank is the part of the drill that serves to secure the drill.
Fig.22. Main elements of the working part of the drill
1 – front surface; 2 – back surface; 3 – cutting edge;
4 – ribbon; 5 – transverse edge
The rake surface is the helical surface of the groove along which chips flow. Rear surface - the surface facing the cutting surface. Cutting edge - the line formed by the intersection of the front and rear surfaces; The drill has two cutting edges. Ribbon - a narrow strip on the cylindrical surface of the drill, located along the screw groove; Provides direction to the drill when cutting. Cross edge is a line formed by the intersection of both back surfaces.
Geometry of a twist drill.
The geometric parameters of the twist drill are shown in Fig. 23.
Fig.23. Geometry of a twist drill.
The angle 2φ (twice the entering angle) between the cutting edges varies widely depending on the material being processed. The inclination angle of the helical groove ω determines the rake angle and ranges from 100 to 45° depending on the material being processed.
Angle ψ – the angle of inclination of the transverse cutting edge is measured between the projections of the transverse and main cutting edges onto a plane perpendicular to the axis of the drill.
To determine the geometric parameters of the cutting edges, they are considered
1) in plane NN, perpendicular to the cutting edge;
2) in the OO plane, parallel to the drill axis. The front angle γ is considered in the NN plane.
The inclination angle of the helical groove ω and the clearance angle α are considered in
Cutting elements when drilling.
The cutting speed when drilling is the peripheral speed of rotation of the point of the cutting edge most distant from the axis of the drill.
Feed when drilling is the movement of the drill along the axis in one revolution. The feed rate is measured in millimeters per revolution
drill and is designated S mm/rev. Because the drill has two main cutting edges,
then the feed per each of them is Sz = S/2.
As with turning, feed can also be measured in mm. in 1 min. (minute feed)
Fig.24. Cutting elements when drilling.
a – cut thickness in mm, measured in the direction perpendicular to the cutting edge;
b – cutting width in mm, measured along the cutting edge;
t – depth of cut – distance from the machined surface of the hole to the axis of the drill t = D/2.
Milling.
Milling is one of the highly productive and widespread methods of metal cutting.
A cutter is a tool that has several teeth, each of which can be considered a cutter.
Fig. 25 Cutting part of the cutter.
When milling, the main (rotational) movement is carried out by the cutter, and the feed movement is carried out by the workpiece. Milling is used to process planes, grooves, shaped surfaces, and cut metals.
Geometry of cutters.
| Fig. 26 Geometry of the cutting part of the cutter. |
The cutter consists of a body (body) and cutting teeth. It is a multi-tooth cutting tool in the form of a body of rotation, on the forming surface or at the end of which cutting edges are located. There are angles of the main cutting edge of the tooth in a plane normal to the cutting lump, and angles in a plane normal to the axis of the cutter.
In the plane A-A, normal to the cutting edge, there are the main rake angle y and the normal rear angle αn. In the plane B-B, normal to the cutter axis, there are the main clearance angle α and the transverse or radial clearance angle γ'.
Read also: Message on the topic of ferrous and non-ferrous metallurgy
The main purpose of the rake angle γ is to reduce the work of plastic deformation and the work of friction along the rake surface during the cutting process and ensure the best durability of the cutting tool.
The main relief angle α is measured in the B-B plane, perpendicular to the cutter axis.
Rear Angle Purpose:
1. in creating conditions for unhindered movement of the rear surface of the tooth relative to the cutting surface;
2. in reducing the work of friction on the back surface of the tooth.
This page was last modified: 2016-08-01; Page copyright infringement
Drill
- a cutting tool designed for drilling holes in various materials.
Drills can also be used for drilling
, that is, enlarging existing, pre-drilled holes, and
drilling
, that is, obtaining blind recesses.
14.1. Design and geometric parameters of a twist drill
The following parts are distinguished in a twist drill (Fig. 14.2).
Working part
– part of the drill equipped with two spiral (more precisely, helical) grooves; the working part includes the cutting and guiding parts of the drill.
Cutting part
- part of the drill, sharpened to a cone and bearing the cutting edges.
Guide part
– part of the drill that provides direction for the drill during the cutting process.
Shank
- part of the drill that serves to secure it and transmit torque from the spindle.
Paw
(for drills with a conical shank) serves as a stop when knocking the drill out of the spindle hole.
Rice. 14.2. Drill components
The main elements of a twist drill (Fig. 14.3).
Front surface
1
is the helical surface of the groove along which chips flow.
Main back surface 2
– surface facing the cutting surface.
Auxiliary rear surface (ribbon)
3
– a narrow strip on the cylindrical surface of the drill, located along the helical groove; Provides direction to the drill when cutting.
Main cutting edge 4
– an edge formed by the intersection of the front and main rear surfaces.
Secondary cutting edge 5
– an edge formed by the intersection of the front and auxiliary rear surfaces.
Cross edge 6
– formed at the intersection of two main rear surfaces.
Blade top 7
– the intersection point of the main and auxiliary cutting edges.
Drill back 8
– a surface lowered relative to the ribbon, designed to reduce friction between the drill and the machined surface of the hole.
Rice. 14.3. Drill blade surfaces and cutting edges
The two main cutting edges (see Fig. 14.2), located on the cutting part (fence cone), form an apex angle of 2φ, which for drills made of tool steels when processing structural materials is usually equal to 116...118°; for different materials it should be different: for harder ones - more, for softer ones - less. For example, when processing heat-resistant and stainless materials, drills with an angle of 2φ = 125...135° (for a blind hole) and 2φ = 140° (for through holes) have maximum durability; when processing ebonite, marble and other fragile materials, the angle 2φ = 80...90°; when drilling titanium alloys 2φ = 90…120°; when drilling aluminum and aluminum alloys 2φ = 130…140°.
Cross edge angle
ψ is measured between the projections of the transverse and main cutting edges onto a plane perpendicular to the drill axis; with proper sharpening of the drill, the angle ψ = 50...55°.
The inclination of the helical groove along which the chips flow is determined by the angle ω between the axis of the drill and the tangent to the helical line along the outer diameter of the drill. This angle ω, called the helical groove angle
drill, determines the value of the rake angle: with increasing angle ω, the rake angle increases and thereby facilitates the chip formation process. The inclination of the screw groove of drills is taken from 18 to 30°. As the angle ω increases, the strength of the drill decreases, as a result of which it becomes smaller for small-diameter drills than for large-diameter drills.
Geometric parameters of the cutting part of the drill.
The angles of the cutting edges of the drill are considered in a static state and during the cutting process (in motion). Let's consider a drill as a geometric body in a static coordinate system.
Static coordinate system
– a rectangular coordinate system with the origin at the considered point of the cutting edge, oriented relative to the direction of the speed of the main cutting movement (Fig. 14.4,
a
).
The main plane
P V is
a coordinate plane drawn through the point of interest on the cutting edge perpendicular to the direction of the speed of the main cutting movement at this point.
Cutting plane
P n is
a coordinate plane tangent to the cutting edge at the point under consideration and perpendicular to the main plane
P V
.
The main cutting plane
P
τ
is
a coordinate plane perpendicular to the intersection of the main plane and the cutting plane.
Working plane Р s –
the plane in which the directions of the velocities
V
and
V s
of the main cutting movement
D r
and the feed movement
D s
.
Rice. 14.6. Static drill angles in the main secant and working planes for various points of the cutting edge
Main rake angle
γ is the angle in the main secant plane
P
τ
– P
τ between the front surface
A
γ of the blade and the main plane
P V – V
.
The rake angle of the drill at an arbitrary point x
of the cutting edge is clearly shown in Fig.
14.7. The front angles γ and γ s
in the main cutting plane
P
τ
– P
τ and the working plane
P s – P s
are determined as follows.
In Fig. Figure 14.8 shows the development of helical lines lying on cylinders with diameters D
,
D
1,
D
2. From Fig. 14.8 it can be seen that the front angles in the working plane for the points under consideration will be equal:
,
,
.
Rice. 14.7. Rake angle measurement diagram
For an arbitrary point of the cutting edge lying on the diameter D x ,
will have
,
where H
– pitch of the helical flute of the drill, mm.
Since at any point X
cutting edge, the pitch of the drill helix
H
remains constant, then we can write
.
In the main cutting plane P
τ
– P
τ rake angle is determined by recalculation using the formula
.
The final recalculation formula has the form
.
Source
Twist Drill Geometry
Drilling is one of the most common methods for making a hole. The cutting tool is a drill, which is used to make a hole in a solid material or increase the diameter of a previously drilled hole (reaming). The cutting movement during drilling is rotational, the feed movement is translational. The cutting part of the drill is made of tool steels (P18, P12, P6M5, etc.) and hard alloys. According to their design, drills are distinguished: spiral, with straight flutes, feather, for deep holes, for annular drilling, centering and special combined. Structural elements include: drill diameter D
, angle of the cutting part (apex angle), angle of inclination of the helical groove w, geometric parameters of the cutting part of the drill, i.e.
respectively, front g and rear a angles and cutting angle d, core thickness d
(or core diameter), feather (tooth) thickness
b
, ribbon width
f
, reverse taper j1, cutting edge shape and drill groove profile, working part length
l
o, total drill
length L.
Classification of drills [edit | edit code ]
According to the design of the working part
there are:
- Spiral (screw)
drills are the most common drills, with a drill diameter from 0.1 to 80 mm and a working part length of up to 275 mm, widely used for drilling various materials.
- Zhirov’s designs
- on the cutting part there are three cones with angles at the apex: 2φ=116...118°; 2φ=70°; 2φ ' =55°. This increases the length of the cutting edge and improves heat dissipation conditions. A groove 0.15D wide and deep is cut into the jumper. The jumper is sharpened at an angle of 25° to the axis of the drill in a section of 1/3 of the length of the cutting edge. As a result, a positive angle γ≈5° is formed.
- Flat
(
feather
; jargon:
perki
) - used when drilling holes of large diameters and depths. The cutting part has the form of a plate (blade), which is mounted in a holder or boring bar or is integral with the shank. - Forstner drills
are an improved version of a feather drill, with additional cutters. - For deep drilling (L≥5D)
- elongated screw drills with two screw channels for internal coolant supply. Screw channels pass through the body of the drill or through tubes soldered into grooves milled into the back of the drill. - The designs of Yudovin and Masarnovsky
are distinguished by a large angle of inclination and the shape of the helical groove (ω=50...65°). There is no need to frequently remove the drill from the hole to remove chips, thereby increasing productivity. - Single-sided cutting
- used to make precise holes due to the presence of a guide (support) surface (the cutting edges are located on one side of the drill axis). - Cannon blades
are a rod whose front end is cut in half and forms a channel for removing chips. To guide the drill, a hole must first be drilled to a depth of 0.5...0.8D. - Gun
- used for drilling deep holes. They are made from a tube, which, when crimped, produces a straight groove for removing chips with an angle of 110...120° and a cavity for supplying coolant. - Hollow
(also annular, core) - drills that turn only a narrow annular part of the material into chips. - Centering
- used for drilling center holes in parts. - Stepped
- for drilling holes of different diameters in sheet materials with one drill. - with cylindrical shank (GOST 10902-77, DIN 338)
- with tapered shank (GOST 10903-77 (Morse taper), DIN 345)
- with three-, four- and hexagonal shank
- SDS, SDS+, etc.
By manufacturing method
there are:
- Solid
- spiral drills made of high-speed steel grades R9, R18, R9K15, R6M5, R6M5K5, or carbide. - Welded
- twist drills with a diameter of more than 20 mm are often made welded (the tail part is made of carbon and the working part is made of high-speed steel). - Equipped with carbide inserts
- available with straight, oblique and helical grooves (including ω=60° for deep drilling). - With replaceable carbide inserts
- also called cased (the mandrel to which the inserts are attached is called the body). Mainly used for drilling holes of 12 mm or more. - With replaceable carbide heads
- an alternative to case drills.
Read also: How a bending channel works
By purpose [edit | edit code ]
According to the shape of the holes being machined
there are:
According to the processed material
there are:
- Universal
- For processing metals and alloys
- For processing concrete, brick, stone
- it has a carbide tip designed for drilling hard materials (brick, concrete) with rotary impact drilling. Drills designed for a conventional drill have a cylindrical shank. The drill shank for rotary hammers has different configurations: cylindrical shank, SDS-plus, SDS-top, SDS-max, etc. - For processing glass, ceramics
- For wood processing