To increase the durability and load-bearing capacity of transport parts, the method of hardening by surface plastic deformation (SPD) is widely used. PPD is the processing of parts by pressure (without removing chips), in which only their surface layer is plastically deformed. SPD is carried out by a tool whose deforming elements (DE) (balls, rollers or bodies of a different configuration) interact with the surface being processed according to rolling, sliding or penetration patterns.
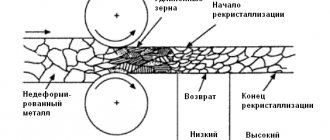
During SPD according to a rolling pattern, deforming elements (usually a roller or ball) are pressed against the surface of the part with a fixed force P (Fig. 1, a), move relative to it, while rotating around its axis. In the zone of local contact of the DE with the treated surface, a zone of plastic deformation appears, which moves along with the tool, due to which the surface layer is successively deformed to a depth H (Fig. 1, b), equal to the depth of propagation of the deformation zone. The dimensions of the deformation zone depend on the technological processing factors - force P, shape and size of the DE, feed rate, hardness of the material being processed, etc.
Rice. 1. Surface plastic deformation according to the rolling pattern : a – rotation of the part with a ball pressed to the surface; b – diagram of the occurrence of a deformation zone
Hardening of PPD is carried out with the aim of increasing the fatigue resistance and hardness of the surface layer of the metal and the formation of compressive stresses in the surface layer, as well as a regulated microrelief. Hardening treatment by surface plastic deformation is used at the finishing operations of the technological process instead of or after heat treatment, often instead of abrasive or finishing treatment. Surface plastic deformation, performed without the use of external heat and ensuring the creation of a surface layer with a given set of properties, is called cold hardening.
Hardening
Hardening of metals and alloys is a change in the structure and, accordingly, properties of metals and alloys caused by plastic deformation at a temperature below the recrystallization temperature. Hardening is also the technological process of creating a strengthened state of a material by cold surface plastic deformation. The phenomenon of hardening is explained by the accumulation of part of the deformation energy in the metal, which is spent on distorting the crystal lattice, the formation of predominantly oriented crystals, changes in dislocation structures, and also on increasing the specific volume of the metal in the layer. Hardening can be the result of external deforming forces (deformation hardening) or, less commonly, phase transformations (phase hardening). Hardening is accompanied by an increase in strength and hardness and a decrease in the ductility of the material.
In technology, cold hardening is used to surface harden parts. In addition, cold hardening leads to the appearance of a favorable system of residual stresses in the surface layer of the part, the influence of which mainly determines the high strengthening effect of surface plastic deformation, expressed in an increase in fatigue strength and sometimes wear resistance. Hardening is carried out using special methods and on special equipment, for example, rolling cylindrical surfaces with rollers, gear teeth with rollers or gear knurls, shot blasting of shaped surfaces, processing with impact tools, etc. In mechanical engineering, there are a large number of SPD methods based on dynamic (impact) impact of the tool on the surface of the part. In these processes, the tool is inserted into the surface layer of the part perpendicular to the surface profile or at a certain angle to it. Numerous blows applied by a tool to a part according to a given program or randomly leave a large number of local plastic imprints on it, which as a result cover (with or without overlap) the entire surface. The dimensions of the deformation zone depend on the material of the part, the size and shape of the tool, and the impact energy on the surface.
Hardening of the surface by shot blasting is carried out due to the kinetic energy of the flow of cast iron, steel or other shot, which is directed, for example, by compressed air through the nozzle of a rotary shot blaster (Fig. 2).
Rice. 2. Diagram of a rotary shot blaster : 1 – product; 2 – shot blaster body; 3 – cast iron or steel shot; 4 – shot blaster rotor
The material used for shot peening can be supplied to the surface of the part with a shot blasting nozzle, also using water or centrifugal forces.
Shot peening is used in the automotive industry to treat coil springs found on most vehicles, including leaf springs and torsion bars. Gearboxes, gearboxes, axles, shafts and connecting rods are often shot blasted.
In the aerospace industry, shot peening has become a standard process in both the manufacturing and maintenance phases for many types of aircraft. The following engine components are typically processed: fan blades, turbine disks and shafts. A type of shot blasting is also used, such as shot blasting, to form the cladding profile.
In order to increase productivity, chambers with a shot collection system are used for shot blasting (Fig. 3).
Rice. 3. Diagram of a shot blasting chamber with a shot collection system
The figure shows: 1 – steel cassettes and internal walls, equipped with rubber curtains for high wear resistance; 2 – intense lighting for optimal visibility conditions; 3 – supply ventilation channels; 4 – elevator. Transports spent shot vertically to the shot preparation device; 5 – shot recovery unit with built-in air separator. Removes dust and coarse particles from spent shot; 6 – built-in exhaust ventilation chambers with removal of shot from the air flow; 7 – transport chute (longitudinal). For transporting shot to the transverse conveyor; 8 – drive station. For automatic reciprocating movement; 9 – filter unit for ventilating the chamber, purifying air and shot from dust; 10 – transport chute (transverse). Transports shot to the elevator; 11 – the shot blasting machine is equipped with a metering valve, a mixing chamber and a shot blasting hose with a nozzle
Advantages of the shot blasting method:
- simplicity of design;
- concentrated flow of shot, allowing you to process hard-to-reach areas of parts;
- the possibility of obtaining high shot flight speeds;
- ease of handling the tool (shot);
- possibility of particle separation by air flow;
- no need to wash the part after hardening.
1.2. The essence of plastic deformation
It should be noted that metals are characterized by the presence of a metallic bond, when positively charged ions surrounded by an electron gas are located at the nodes of the atomic crystal lattice. The presence of such a metallic bond gives the metal the ability to undergo plastic deformation.
Plastic
- the property of a solid body, under the influence of external forces or internal stresses, without collapsing, irreversibly changing its shape and size.
This change in the shape and size of a metal body is called plastic deformation
.
Deformation
— change in the shape and size of a solid body under the influence of applied external forces.
Deformation can be elastic
, which disappears after the load is removed, and
plastic
, which remains after the load is removed.
Mechanisms of plastic deformation.
No matter how small the forces applied to the metal are, they cause its deformation.
Initial deformations are always elastic, and their magnitude is directly dependent on the load (Hooke's law). During elastic deformation under the influence of external forces, the distances between the atoms in
the lattice change. After the load is removed, the atoms, under the influence of interatomic forces, return to their original position, and the metal restores its original size and shape.
Slip.
During plastic deformation, one part of the crystal irreversibly shifts relative to the other by an integer number of periods of the atomic-crystal lattice - it shifts along the so-called shear (slip) planes.
It should be noted that these are the crystallographic planes in which the largest number of atoms are located. The location of these planes depends on the type of atomic crystal lattice of the metal. Iron, tungsten, molybdenum and other metals with a body-centered cubic (bcc) lattice have six shear planes (each of them has two shear directions) and a so-called slip system (has 6 × 2 = 12 shear elements) (Fig. 2.1 , A
).
In this case, g-iron, copper, aluminum and other metals with a face-centered cubic (fcc) lattice have four shear planes with three sliding directions in each, i.e. 4 × 3 = 12 shear elements (Fig. 2.1, b )
.
Zinc, magnesium and other metals with a hexagonal close-packed (hcp) lattice have one plane with three sliding directions, i.e. three shear elements (Fig. 2.1, c
). The more shear elements in the lattice, the higher the ductility of the metal.
Rice.
2.1. Planes and directions (shaded planes) of shear in the crystal lattice
:
a - bcc;
b - HCC; c - hcp The easiest shift along certain planes and directions is explained by the fact that with such a movement of atoms from one stable equilibrium position to another, the values of the expended effort will be minimal, and, therefore, the energy required for this will be the least.
If the load is removed, the displaced part of the crystal will not return to its original location and the deformation will persist. The presence of slip planes in the crystal is confirmed by microstructural studies of plastically deformed metals.
Twinning.
Sliding or shear along certain crystallographic planes is the main, but not the only mechanism of plastic deformation of metals. Under certain conditions, plastic deformation can also occur by twinning. At low temperatures, metals with a bcc lattice experience a transition from the sliding mechanism to the twinning mechanism. The essence of twinning is that under the action of tangential stresses, one part of the grain is displaced relative to the other part, occupying a symmetrical position and being, as it were, its mirror image (Fig. 2.2).
Dislocation mechanism of plastic deformation.
The sliding process should not be represented as the simultaneous movement of one part of the crystal relative to another. Such a severe or synchronous shift would require stresses hundreds or even thousands of times greater than those at which the process actually occurs
Rice.
2.2. Scheme of
the plastic deformation twinning process. In real metals, shear (ptillian deformation) occurs at stresses, the magnitude of which is hundreds and thousands of times less than theoretical (for example, for iron ttheor ≈ 2600 MPa, and treal ≈ 290 MPa, for copper
ttheor ≈ 1,540 MPa, and treal ≈ 1 MPa). This discrepancy is explained by the dislocation mechanism of plastic deformation.
With the dislocation mechanism of plastic deformation, slip occurs as a result of the movement of a dislocation in a crystal, when the shift occurs sequentially from atom to atom near the dislocation core. In this case, the shear force is significantly less than when all atoms are simultaneously shifted.
This process can be explained using models of caterpillar movement (Fig. 2.3, a
) and moving the carpet (Fig. 2.3,
b
).
Rice.
2.3. Dislocation mechanism of plastic deformation
:
a - model of caterpillar movement;
b - carpet movement model The caterpillar moves by sequentially lifting one pair of legs and moving them to a new place, and not by lifting all legs simultaneously and moving one step. When
If all the legs of the caterpillar sequentially perform this operation, then it will move one step (this mode of movement requires significantly less effort from it). The carpet moves across the floor in a similar way when a fold is rolled on it, which requires significantly less effort than transporting the entire carpet.
The dislocation mechanism of plastic deformation is explained in the following way. Atoms located in the dislocation field are excited (their energy is increased) and removed from a stable equilibrium position with minimal free energy. This state of the crystal is metastable. Therefore, in order for a limited group of atoms in the dislocation region to move and occupy a new stable equilibrium position, it is sufficient to apply a significantly lower voltage than during their synchronous shift, i.e., to perform insignificant work and expend a minimum of energy.
The mechanism of dislocation movement at the atomic level is presented in Figure 2.4.
Rice.
2.4. Scheme of dislocation movement
It should be noted that the interaction forces between atoms depend on the distance. In the dislocation zone, the distance of atoms is 3
and
4
from the edge atom
1
of extraplane
1
–
11
are increased and the bonds between these atoms are lost.
Under the action of a shear force P,
the displacement of the planes leads to a decrease in the distance
1
–
4
and an increase in the distance
2
–
4
.
As a result of this, the bond between atoms 1
and
4
is restored, and between atoms
2
and
4
is broken. A dislocation moves one interatomic distance.
Thus, the movement of a dislocation is a process of sequential breaking and restoration of bonds in the crystal lattice. As a result of the path of a dislocation from one crystal boundary to another, part of the crystal is displaced by one interatomic distance. The total deformation of the crystalline body is formed from the totality of dislocation paths.
Knurling
Knurling is a process of processing materials by surface plastic deformation using rolling tools - rollers, gear knurls, dies. Shaping is the rolling of threads, gear teeth, splines on shafts, the formation of a rough surface on the cylindrical heads of nuts, screws, handles and other parts of machines and devices. Hardening knurling is cold surface plastic deformation of shafts, axles, bushings, disks, gear teeth, flat parts, leading to increased fatigue strength and surface wear resistance.
Rolling of corrugated surfaces
The knurling, which is done on surfaces covered by the hand, can be straight (Fig. 4, a) and mesh (Fig. 4, b). Step
(Fig. 4, c) direct knurling is done regardless of the material of the part, equal to 0.5...1.2 mm.
Rice. 4. Scheme of knurling of corrugated surfaces : a – straight; b – mesh; c – knurling pitch
The mesh knurling pitch on parts made of brass and aluminum is 0.6...1.2 mm, and on steel parts - 0.6...1.6 mm. The harder the material of the part and the larger its diameter, the larger the knurling pitch should be.
Rice. 5. Rollers for knurling surfaces : a – for direct knurling; b – with a left notch; c – with a right notch; g – notch angle
The roller for obtaining straight knurling is shown in Fig. 5, a. To obtain a mesh knurling, it is necessary to have two rollers with left (Fig. 5, b) and right (Fig. 5, c) notches. The diameter of the rollers is usually taken to be about 20...25 mm, width - 10 mm. The angle a between the sides of the notch (Fig. 5, d) should be taken sharper for rolling hard materials and more obtuse if the material of the rolled part is soft (for brass a = 90°). Rollers for rolling are made of steel grades U10A, U12A, KhVG, 5KhNM.
Rice. 6. Scheme of the knurling process : 1 – part; 2 – tailstock of the machine; 3 – holder with knurling roller
The knurling turns out to be of high quality, i.e. without chipping of the metal, if the diameter of the surface prepared for knurling is divided without a remainder by the diameter of the roller. When knurling, the holder with the roller is fixed in the tool holder of the lathe (Fig. 6). The part rotates in the normal direction. Knurling to the required depth is obtained after several passes of the roller. The larger the knurling and the harder the material, the more passes must be made. For example, knurling with a pitch of 1.2 mm on a brass part can be obtained in 4...6 passes, and on a steel part in 6...8 passes of the roller.
Features of the process of rolling screw profiles
The process of rolling helical surfaces is one of the varieties of transverse knurling processes. Let's consider the most common process of rolling threads with rollers, in which parts with a screw profile are formed from cylindrical blanks.
Rice. 7. Diagram of thread rolling with rollers
The workpiece processed for rolling is installed between two or three tools rotating in the same direction, which have a negative profile in relation to the profile of the finished part (Fig. 7).
One of the tools (rollers) is fed in the radial direction. Thus, the process of rolling surfaces can be considered as a combination of pressing profile rolling tools into the workpiece and rolling, which occurs when the workpiece rotates.
The main features of plastic deformation occurring during rolling are:
- the possibility of significant deformations without destruction of the deformed metal (including corrosion-resistant, heat-resistant and other special steels and alloys);
- significant strengthening of surface layers during deformation and the associated increase in the load capacity of knurled parts.
Many operational properties of machine parts are largely determined by the geometric characteristics of the microrelief and the physical and mechanical state of the surface layer of the working surfaces of the parts. During rolling, as a result of sliding, a surface is formed on the contact that has optimal roughness, increased hardness (hardening), a uniform microstructure and optimal texture of the layers of material adjacent to the surface.
The strength of a rolled screw profile under static loads is higher than the strength of a machined profile by approximately 10% when tested in tension and by 20...35% when testing shear turns.
For highly loaded threaded parts, the place of greatest stress concentration is the profile depressions. Therefore, to increase fatigue strength, it is necessary to strive for the minimum surface roughness parameter of such areas; in this regard, a rolled profile has advantages over a cut profile.
Changes in the physical and mechanical properties of the surface layer of the metal during profile rolling have an even greater impact on the fatigue strength of parts. The resulting hardening of the surface layer and the texture of the metal significantly increase the cyclic strength of the parts. This is also facilitated by residual compressive stresses in the surface layer of the metal.
Thread rolling with a non-driven cylindrical tool is carried out using thread rolling heads and holders installed on supports of universal equipment (Fig. 8).
Rice. 8. Thread rolling heads : a – for internal threads; b – for external thread
The use of thread-rolling heads and devices expands the scope of application of rolling and ensures that this method produces precise threads on universal metal-cutting machines: lathes, turret lathes, single- and multi-spindle automatic machines. The use of heads and devices makes it possible to obtain finally processed parts that meet the necessary requirements for alignment, runout and stability of thread dimensions, without isolating the production of threads into an independent operation.
In addition to the above methods of thread rolling, there are several other different methods and devices, for example: rolling with flat dies, rolling with a roller-segment type tool, and also with the help of specialized thread-rolling machines.
Properties of plastically deformed metals.
As a result of cold plastic deformation, the metal is strengthened and its physical properties change - electrical resistance, magnetic properties, density. Riveted metal stores 5-10% of the energy spent on deformation. The stored energy is spent on the formation of lattice defects (for example, the dislocation density increases to 109-1012 cm-2) and on elastic distortions of the lattice. The properties of the cold-worked metal change the more strongly, the greater the degree of deformation (Fig. 20).
During deformation, the strength characteristics (hardness; σв; σ0.2; σур) increase and the ductility and toughness (δ; φ; an) decrease. Metals are intensively hardened in the initial stage of deformation; after 40% deformation, the mechanical properties change slightly. As the degree of deformation increases, the yield strength increases faster than the tensile strength (tensile strength).
Both characteristics of heavily cold-hardened metals are compared, and the elongation becomes equal to zero. This state of hardened metal is extreme; when you try to continue deformation, the metal is destroyed.
By hardening, hardness and temporary resistance (tensile strength) can be increased by 1.5-3 times, and the yield strength by 3-7 times at the maximum possible deformations. Metals with an fcc lattice are strengthened more strongly than metals with a bcc lattice. Among alloys with an fcc lattice, those in which the stacking fault energy is minimal are more strongly strengthened (for example, austenitic steel; aluminum bronze with 7% Al; nickel; and aluminum is only slightly strengthened).
Work hardening is widely used to improve the mechanical properties of parts manufactured by cold working methods. In particular, hardening of the surface layer of parts increases fatigue resistance. A decrease in ductility during work hardening is used to improve the cutting machinability of tough and ductile materials (aluminum alloys, brasses, etc.).
Smoothing and burnishing
Methods of surface plastic deformation, in which deforming elements (DE) operate according to a sliding scheme, include smoothing and mandreling. For these processes, DEs must be made from materials that have high hardness (diamond, hard alloy, etc.) and are not prone to adhesive setting with the material being processed.
Smoothing involves plastic deformation of the surface being processed by a tool sliding over it (Fig. 9).
Rice. 9. Scheme of deformation of the surface layer during diamond smoothing : 1 – microroughness of the original surface; 2 – influx; 3 – smoother; 4 – surface after smoothing
Surface irregularities from previous processing after smoothing are reduced or completely disappear. In this case, a decrease in roughness is accompanied by an increase in the hardness of the surface layer. Diamond burnishing is used for PPD of hardened steels and low-rigidity parts, that is, when it is impossible to apply rolling processing. The disadvantage of smoothing is low productivity and low tool life.
Burnishing (burning) is a type of processing of workpieces without removing chips. The essence of mandrel boils down to moving a workpiece in the hole with tension of a rigid tool - a mandrel. The cross-sectional dimensions of the tool are larger than the cross-sectional dimensions of the workpiece hole by the amount of interference. Manufacturer - deforming broaching, calibration, used for processing holes (Fig. 10).
Rice. 10. Burning scheme : 1 – product; 2 – mandrel; s – feed direction
This is a high-performance process that combines the capabilities of finishing, strengthening, sizing and shaping processing. Shaping processing is used to obtain small splines and other corrugations on the surface of the part. The thickness of the hardened layer during mandrel is controlled by interference, i.e., the difference in the diameters of the mandrel and the hole of the workpiece.
Burnishing is divided into superficial and volumetric. With surface mandrel, the surface layer is plastically deformed, while with volume mandrel, plastic deformation occurs throughout the entire cross-section of the workpiece. Surface burnishing is classified as methods of surface plastic deformation (SPD), and volumetric burnishing is classified as methods of metal forming (MDT).
Surface grinding tools are made of hard alloys. Hard alloys, having a number of advantages, are less susceptible to impact and bending loads compared to tool and bearing steels.
Properties of plastically deformed metals.
As a result of cold plastic deformation, the metal is strengthened and its physical properties change - electrical resistance, magnetic properties, density. Riveted metal stores 5-10% of the energy spent on deformation. The stored energy is spent on the formation of lattice defects (for example, the dislocation density increases to 109-1012 cm-2) and on elastic distortions of the lattice. The properties of the cold-worked metal change the more strongly, the greater the degree of deformation (Fig. 20).
During deformation, the strength characteristics (hardness; σв; σ0.2; σур) increase and the ductility and toughness (δ; φ; an) decrease. Metals are intensively hardened in the initial stage of deformation; after 40% deformation, the mechanical properties change slightly. As the degree of deformation increases, the yield strength increases faster than the tensile strength (tensile strength).
Both characteristics of heavily cold-hardened metals are compared, and the elongation becomes equal to zero. This state of hardened metal is extreme; when you try to continue deformation, the metal is destroyed.
By hardening, hardness and temporary resistance (tensile strength) can be increased by 1.5-3 times, and the yield strength by 3-7 times at the maximum possible deformations. Metals with an fcc lattice are strengthened more strongly than metals with a bcc lattice. Among alloys with an fcc lattice, those in which the stacking fault energy is minimal are more strongly strengthened (for example, austenitic steel; aluminum bronze with 7% Al; nickel; and aluminum is only slightly strengthened).
Work hardening is widely used to improve the mechanical properties of parts manufactured by cold working methods. In particular, hardening of the surface layer of parts increases fatigue resistance. A decrease in ductility during work hardening is used to improve the cutting machinability of tough and ductile materials (aluminum alloys, brasses, etc.).
Types of metal cold hardening
Cold-pressing is a useful process that compacts the top layers of metal. This level of hardening does not lead to the appearance of cracks and destruction of the upper layers. A “crust” appears on the outside of the metal, which protects the part during operation. After cold hardening, subsequent mechanical processing of the metal is not necessary.
Unlike cold hardening, harmful cold hardening requires the removal of stresses that have arisen in the upper layers. The metal is given a “bath”, heating the surface to a value of 40–60% of the melting point. Upon cooling, recrystallization occurs, the normal grain structure is restored, there are no more stresses and further machining of parts can be carried out without breaking the tool.
Useful work hardening (hardening) and harmful work hardening arise as a result of plastic deformation of the upper layers of metal only as a result of cold pressure treatment. “Cold” refers to the ambient temperature. The reference books tell us about the permissible upper temperature - no more than the “recrystallization” temperature.
An important feature of plastic deformation is the absence of destruction. Plasticity is assessed by the relative elongation of a standard sample at break. This value is 10–50%. Alloys with high ductility include low-carbon steels (carbon content 0.25%), alloys of aluminum, copper (brass), and many alloy steels.
What are the types of cold metal working that trigger the cold hardening process in metal?
There are only five of them:
- Forging.
- Rolling.
- Pressing or stamping.
- Drawing.
- Reduction.
Cold forging
The equipment includes pneumatic hammers for workpieces weighing from 0.3 to 20 kg, steam-air hammers for workpieces weighing 20–350 kg, and hydraulic presses for processing parts weighing up to 200 tons.
Cold forging is included in the processing technology if necessary:
- flatten the part - reduce the height by increasing the cross-section (draft);
- increase the length of the forging by reducing the cross-section (broaching);
- get a blind or through hole (firmware);
- bend the axis of the workpiece, while the bending radius should not cause folds on the inside and cracks on the outside of the product (bending);
- increase the width of the workpiece by reducing its thickness (expanding).
Cold rolling
This is the most common cold hardening method. This is how long workpieces are obtained - pipes, rails, profiles of building structures. Rolling produces sheet metal used in mechanical engineering. An example of cold rolling is aluminum foil with a thickness of up to 0.001 mm, obtained from pure aluminum.
Cold pressing or stamping
There are two types - volumetric and sheet stamping.
With volumetric stamping you can do:
- extrusion of the workpiece;
- disembarkation;
- molding
Extrusion is carried out on presses in dies that have a punch and a matrix. The starting material is a rod or sheet. If you do direct extrusion, you get bolts and valves. Reverse extrusion produces hollow parts. During lateral extrusion, various tees and crosses are produced. In a complex product, extrusion is done in combination.
Only this type of stamping allows you to obtain maximum surface deformation without destroying it.
Cold heading is the most highly productive method of manufacturing products. The process can be automated, so you can get from 20 to 400 parts per minute. The starting material here is a rod or wire with a diameter of 0.5–40 mm. There is a need for upsetting when producing parts with local thickening: rivets, bolts and screws, nails, balls, sprockets and union nuts. The metal utilization rate reaches 95%.
The cold forming process is similar to hot stamping. However, higher forces are needed here because the material has low formability due to hardening and friction forces. This is usually how parts are made from non-ferrous metals.
In cold sheet stamping, the blanks are sheets, strips or tapes with a thickness of no more than 10 mm.
Sheet stamping has many advantages:
- obtaining parts with low mass;
- high precision and surface quality;
- productivity - up to 40 thousand parts per shift on one machine;
- possibility of process automation.
In sheet metal stamping, deformation can be applied to the entire workpiece (cutting and punching) or part of it (bending, drawing and forming).
Cold drawing
If it is necessary to reduce the diameter and compact the surface of the wire to increase its strength characteristics, drawing is used. This is the only way to harden large volumes of wire. Unlike rolling, where the tool is rotating rolls, in drawing, a stationary matrix with dies is used for compression. In one cycle it is impossible to significantly reduce the diameter of the product, because the pulling force is applied to its thin end.
Drawing machines make it possible to produce wire with a diameter from 1 micron to 6 mm.
Reduction
With this method of cold hardening, the workpiece is placed between rotating crimping shafts or the rotating workpiece is formed under the action of a punch. During the process of rotation and crimping, the shape of the surface of the part changes and its compaction occurs.
Kinds:
- rolling of external and internal threads;
- pipe reduction;
- editing of blanks;
- Bending of workpieces.
Thread rolling machines produce workpieces with external and internal threads M3 - M68, using rolling rollers or mandrels. When reducing pipes, the ends are mainly rolled up or rolled out to a length of up to 200 mm. Editing blanks is necessary to straighten the geometric axis of the product. Bending of blanks is used to produce springs of different diameters.
As it turned out, cold hardening is a very interesting, useful and widespread method of deforming metals, which can significantly increase the efficiency of metalworking.
This is interesting: Heat treatment of metal
Editing of parts: bending, thermal, surface peening.
Pressure straightening is the elimination of distortions in the shape of a part. Only plastic materials can be edited. Straightening is used when repairing parts that have developed residual deformations (bending, twisting, warping) during operation. The metal is straightened in cold and hot conditions. The choice of straightening method (cold or hot) is determined by the amount of deflection, the dimensions of the part and the material.
Straightening is the straightening of hardened parts, as well as parts bent through a stiffener. When straightening, the concave side of the part is drawn out. The straightening accuracy can be 0.01…0.05 mm.
Straightening of strip and rod metal is carried out on plates and anvils. Hammer blows are applied to the convex part. The quality of editing is checked by eye, with rulers or on plates.
Prisms are used to straighten round bars and shafts.
If the hammer force is not enough, screw or hydraulic presses are used. Shafts with a diameter of up to 30 mm are driven by screw presses. The amount of deflection is determined at the centers using indicators.
Shafts straightened in this way may have internal residual stresses, which lead to their bending during operation. To eliminate stress, the shafts are heated to a temperature of 400...500°C and then slowly cooled. Cooling duration 30…60 min.
Straightening of sheet material with a thickness of 0.8 to 3 mm with waviness or bulging (“popping”) is carried out in the following order:
− determine the boundaries of the curvature and outline with chalk or a soft pencil;
− blows are applied in circles on the surface. The impact force at the edge of the curve is greater, at the edge of the sheet - less. The blows should be wrist blows, not very strong, and
be applied with the entire surface of the striker, since when struck by the side edges of the hammer, dents or holes may appear on the sheet.
Straightening by local peening is used to correct the shape in case of minor deformations, for example, for long parts with a deflection of no more than 0.05% of the length of the part (deflection per 1 meter of length is 1000 x 0.0005 = 0.50 mm).
Local hardening is formed by applying a large number of small blows to the concave part of the surface of the part with a hand or pneumatic hammer with a steel rounded striker. Compressive stresses are created in the deformed surface layer, which straighten the shape of the part. The diagram of residual stresses in the cross section of the part after cold hardening is shown in the figure.
Thermal straightening involves rapid local heating of a limited area of a part. In this case, due to the thermal expansion of a limited zone of the material, compressive stresses and deformation of the part material occur. Deformations can reach residual values when stresses exceed the elastic limit. After the part has cooled and the thermal expansion of the material has reduced to zero, the cooled section is shortened by the size of the residual deformations. For this reason, tensile stresses of the surface layer arise. These stresses, if the convex section of the part is heated, lead to straightening of the part.
Features of the structure of the ATB of airlines that include flight teams engaged in work related to the use of special-purpose aviation (SAP).
Special purpose aviation refers to the specialized use of aircraft. This could be an emergency response unit, a medical unit, a control unit, a police unit, or an agricultural unit.
The features include the tasks of such units, the aircraft used (helicopters, special equipment), and, accordingly, MRO facilities, and the number of personnel.
The specifics of PANH have a significant impact on the forms and methods of aircraft maintenance, depending on the method of their operation from base and temporary airfields. Each aircraft is assigned to a technical crew. Group 5-6 aircraft is assigned an aircraft technician-foreman, who is responsible for the quality, completeness and timeliness of maintenance. ATB ensures the dispatch of spare parts, necessary equipment, and mechanization equipment to the point, and constantly maintains contact with operational points.
TICKET No. 8
Concept of deformation
The term “deformation” refers to any changes in the structure, shape, and size of bodies. It occurs under the influence of stresses - forces that act per unit cross-sectional area of workpieces or parts. Metal deformation is caused by:
- external forces;
- shrinkage;
- structural transformations;
- internal physical and mechanical processes.
Examples of loads applied to the body:
- compression - the load is applied coaxially towards the body;
- stretching – occurs when a load is applied longitudinally from the body (coaxially or parallel to the plane in which the body’s attachment points are located);
- bending - violation of the straightness of the main axis of the body;
- torsion – occurs when a torque is applied to a body.
The mechanism and types of deformation are studied in materials science, solid state physics, and crystallography.
Solids are subject to two types of deformation:
- elastic;
- plastic.
The table shows the comparative characteristics of these phenomena.
| Comparison criterion | Kinds | |
| Elastic | Plastic (residual, irreversible) | |
| Behavior of crystal lattice atoms under loads | · shift by intervals smaller than the interatomic distance; · crystal blocks rotate slightly | · move over distances greater than interatomic ones; · residual changes occur in the structure; · no macroscopic violations of metal continuity |
| Deformation of shape and structure after termination of the load | is eliminated completely | not eliminated |
| Caused by stress | · normal; low tangents | major tangents |
| Resistance indicators | elastic modulus | theoretical strength |
| Development result | irreversibility occurs when stresses reach the elastic limit; elastic turns into plastic. | possibility of ductile failure by shear. |
Plastic deformation leads to modifications in the structures of metals and their alloys, and, consequently, to changes in their properties.