Various equipment is involved in the metalworking process. Turret lathes represent a separate category. According to the principle of operation, they are in many ways similar to universal units.
But on turret machines it is possible to process a workpiece using several tools, and the turner does not need to change or reinstall them.
General technical specifications
Turret lathes are used in enterprises for mass production of parts. A distinctive feature of the machines of this group is the presence of a turret head for attaching several cutting tools. The equipment is beneficial to use when the technological process involves repeated tool changes.
You can install 4 or more tools at the same time; changing occurs by turning the turret. The tool is installed in the sequence required for work. Due to this, the processing cycle of one part is accelerated compared to a similar process on a universal lathe.
Advantages and disadvantages of turrets
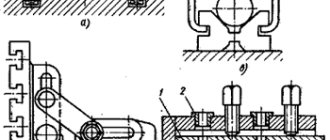
To quickly replace one tool with another, standardized fasteners are used. By design, turrets can vary in the number of tools and mounting orientation. Depending on the number of tools, there are 6, 8, 12 and 16 position turrets.
The number of tools directly affects the number of operations that the machine is capable of performing in one technological installation. Therefore, when choosing a turret, you should take into account the maximum number of operations that will be performed on this machine in one installation. Most often, 12-position heads are installed on machines.
For example, roughing and finishing with a turning tool are best done with different tools, while parting and grooving can sometimes be done with one tool.
Also, turrets differ in the orientation of the tool mounting. There are heads with radial mounting:
Such heads, as a rule, are installed on machines with a sub-spindle, since this orientation allows you to install two tools at once in one position - for the main one and for the sub-spindle. If there is a Y axis on the machine, you can install a double block for cutters, which allows you to work with another cutter by moving it along the Y axis.
The disadvantage of such a turret head can be considered the smaller processing diameter when turning with an external cutter, since due to the design the cutter is installed closer to the center of rotation of the spindle.
There are also heads with end-mounted tool:
This type is more common among simple machines, without a Y axis and without a counter spindle. In this arrangement, only the VDI mounting type is available, or a combined VDI + PU (we'll talk about types later). The main advantage of such a head is its compactness and ease of installation of the tool. The disadvantage is the limitation of the type of fastening. In addition, multi-position blocks for turning tools cannot be installed on such a head, and when installing boring tools, it is usually necessary to shorten the tool shank to reduce the overhang, since the block has a limited fixation depth.
Classification
Turret turning units are classified according to the following principle:
- In terms of the number of cutting tools - on average, the head has 6-12 slots, but on some modern models their number reaches several dozen.
- The direction of the turret is vertical, horizontal or at an angle.
- By type of control - manual, semi-automatic, CNC.
- According to the principle of operation - rod or for processing piece workpieces.
- By type of workpiece - light (parts made of rod), medium (processing of rod and piece workpieces), heavy (working only with piece workpieces in the chuck).
- Drive type: manual or hydraulic.
Links[edit]
- Hartness 1910.
- Editors (1924). American machinist. McGraw-Hill. paragraph 273.
- ^ ab Crosher, William P. (2014). Chronology of broadcasts. Bloomington, IN: Xlibris. paragraph 144. ISBN 978-1499071146.
- ^ a b Rolt 1965, p. 165. harvnb error: no target: CITEREFRolt1965 (help)
- ^ ab Editors (1901). "Part 5: Turning works". Reading working drawings. Arithmetic. Measuring instruments. Turning works
. Coal Mining Engineering Company. pp. 3–11. - ^ a b Bawa, H. S. (2004). Production processes
.
1
. New Delhi: Tata McGraw-Hill. paragraph 57. ISBN 0-07-053525-6. OCLC 57660758. - ^ ab Smid, Peter (2003). The CNC Programming Handbook: A Comprehensive Guide to Practical CNC Programming (2nd ed.). New York: Industrial Press. pp. 11 -14. ISBN 0-8311-3158-6. OCLC 52364066.
- Differences between spire and turret
- HW Ward & Co., Ltd 1938.
- ↑
Rowe, 1937, pp. 34–36. harvnb error: no target: CITEREFRoe1937 (help) - Editors (1921). ASME Mechanical Catalog and Reference. American Society of Mechanical Engineers. item 456.
- Hounshell 1984.
- Parker, Dana T. Victory in Construction: Aircraft Manufacturing in the Los Angeles Area During World War II,
pp. 81, 123, Cypress, CA, 2013. ISBN 978-0-9897906-0-4.
Purpose of the equipment
Universal turret machines are designed for processing rods up to 100 mm in diameter, as well as for manufacturing products from piece (cast, stamped, etc.) blanks with a diameter of up to 630 mm. What operations can be performed:
- Grinding of external cylindrical surfaces.
- Thread cutting with taps and dies.
- End processing.
- Reaming holes to obtain the desired parameters.
- Grooving.
Reference!
When cutting threads with a cutter, round, radial and tangential dies are used instead. They move in the longitudinal direction, the feed speed is equal to the thread pitch. Processing of complex shaped surfaces is possible. For this purpose, instead of a copy ruler, a curved template is installed. For some operations, shaped cutters are used, which are fed in the transverse direction.
Working on a turret lathe allows you to achieve high processing accuracy. You can also sharpen products that have been rough processed on other equipment.
Important!
It is advisable to use turret group machines in mass production for the manufacture of large batches of similar products.
Notes[ | ]
- What is a Lathe Machine? History, Parts, and Operation (English). Brighthub Engineering
. Retrieved March 26, 2022. - Clifford, Brian
A brief history of woodturning.
The Woodturner's Workshop
. Woodturners' Guild of Ontario. — “the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centers in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece.” Retrieved July 24, 2022. - Clifford, Brian
A brief history of woodturning.
The Woodturner's Workshop
. Woodturners' Guild of Ontario. — “The earliest piece from that was found at a site known as the “Tomb of the Warrior” at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows “clear evidence of rounding and polishing on its outer surface and of hollow turning...” (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC." Retrieved July 24, 2022. - Emperor's Ghost Army
(documentary). PBS. Time from the beginning of the source: 26:00. - Clifford, Brian
A brief history of woodturning.
The Woodturner's Workshop
. Woodturners' Guild of Ontario. — “The earliest information on the late dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.” Retrieved July 24, 2022. - Murthy, S. Trymbaka.
Textbook of Elements of Mechanical Engineering (English). — ISBN 978-9380578576. - Nartov Andrey Konstantinovich 1693 - 1756: brief biography, years of life, activities (Russian). histrf.ru. Retrieved January 26, 2022.
- Inimitable accuracy (Russian) // rusplt.ru.
- Andrey Konstantinovich Nartov - Inventions and inventors of Russia (Russian). www.inventor.perm.ru. Retrieved January 26, 2019.
- Tomiyama, Testuo
Development of Production Technology and Machine Tools (presentation notes).
Pages 18—21 (English) (PDF). OpenCourseWare: TUDelft
.
TUDelft (16 February 2016). — “1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal.” Retrieved July 24, 2022. Archived July 25, 2022. 02. Ontwikkeling Fabricagetechnologie
. Delft, Netherlands: TUDelft.
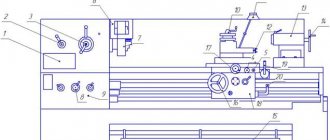
Device
The design of the machines as a whole is similar to other groups of turning equipment. The basis is the frame on which the remaining components are located.
Gearbox
On turret machines, the gearbox is built into the spindle head. Depending on the model, it has a certain number of spindle speed and tool feed ranges.
Caliper
The unit carries a turret head for attaching a cutting tool. It is installed in the grooves of the head and secured using special holders. They, in turn, ensure rigidity and reliability of fixation of instruments. The support moves in the longitudinal and transverse directions using manual or automatic feed.
Also located on the caliper are a command device and a stop drum. The command device is responsible for turning on/off the specified speed and feed rate for each tool. The stop drum ensures that the support automatically stops when the tool travels a predetermined distance.
Some models are equipped with a turret and cross slide. The design of the latter allows you to install two tool holders simultaneously with six tools. This is convenient when processing complex parts.
Spindle assembly
This unit provides feeding and fixing of the rod workpiece. The main movement in the machine is the rotation of the spindle with the workpiece in the forward or reverse direction.
The diameter of the spindle hole on a particular unit determines the largest size of bar that can be worked with. Depending on the model, a rod with a maximum diameter of 10, 16, 18, 25, 40, 65, 100 mm can be installed in it.
The spindle rotation speed and feed are adjusted using a command device, or manually by installing the handles located on the spindle head into the desired positions.
Cutters for lathes
The quality of the resulting products directly depends on how wear-resistant the cutters are that you use for turning products. Reliable technological equipment will allow you to cope with even complex production tasks, making it a simple and convenient task.
We offer you sets of cutters, which, depending on the configuration, include the following types of tools:
- Parting cutters. This technological equipment is necessary in order to separate the finished part from the workpiece, as well as to perform production operations such as grooving and cutting grooves;
- Passing cutters. Used to perform processing of external cylindrical surfaces. The bent cutter allows for end processing with transverse feed;
- Scoring cutters are necessary for turning the stepped profile of the workpiece and trimming the ends. Thanks to this technological equipment, you will be able to process external cylindrical surfaces;
- Groove cutters. Used for cutting internal grooves;
- Boring cutters for through and blind holes. Boring is performed in several stages to form a stepped surface at the end;
- Thread cutters are needed to create a threaded connection.
When selecting this technological equipment, it is necessary to take into account many parameters:
It is important that the selection of material and geometric dimensions of the cutting part of the tool in question is optimal and exactly corresponds to the assigned production task; The holder was sufficiently vibration resistant; The cutting part of the tool must be wear-resistant. It is necessary to take into account the maximum operating time. You can buy cutters for lathes by contacting our manager
The considered technological equipment is made in accordance with GOST, which is confirmed by relevant certificates
You can buy cutters for lathes by contacting our manager. The technological equipment in question is made in accordance with GOST, which is confirmed by relevant certificates.
For detailed information, call the number listed on the website. An experienced manager will help you select high-quality turning equipment, as well as technological equipment for it.
ONLINE broadcast from the Metal Master demo room
Principle of operation
In mass production, the rod is mounted in a collet chuck using hydraulics. There is a built-in mechanism that ensures that the workpiece is fed to the required length. When working with piece workpieces, the turner secures them manually.
Typically, machines are equipped with a universal collet with replaceable jaws for clamping a circle and a polyhedron. The kit includes additional mandrels, bushings and other accessories.
Important!
On some models, it is possible to replace the collet with a three-jaw chuck.
Modifications of machines for chuck work are designed for processing cast, stamped and forged piece workpieces. They are equipped with three-jaw (or four-jaw) chucks.
All tools are mounted in the turret. Having completed the working stroke with one cutter (drill, reamer), it changes position and feeds a new tool. The length of the tool's working stroke is limited by special stops that shut off the feed.
Safety precautions
Metal processing on lathes is equated to work with increased danger. Workers are allowed into the process only after preliminary instruction. While working, the turner must follow the safety rules:
Firmly fix the workpiece.
- Do not start work if any malfunctions are detected.
- Perform only the work assigned by the master.
- If the return end of the bar protrudes from the spindle, this area must be protected.
- Do not allow the jaws to protrude beyond the outer diameter of the chuck or faceplate. In this case, it is necessary to use other equipment.
- After securing the workpiece, remove the key.
- Do not leave tools in the turret that are no longer in use.
- Measure, remove and install the part after the mechanisms have completely stopped.
- When sanding a product, remove the turret head manually.
- Do not open the protective devices while the machine is operating.
Important!
It is permitted to work on a turret lathe strictly in closed, neat clothing.
Modern CNC models
Conventional machines are being replaced from production by improved models with program control. They allow you to fully automate the workflow and provide high processing accuracy. There is also no need to take measurements after each pass.
The following equipment models are relevant in modern production.
1V340F30 - equipped with an Electronics NTs-31 CNC device and a turret for 8 tools. Allows you to process piece workpieces with a diameter of no more than 20 cm, as well as produce products from a rod with a diameter of up to 4 cm.
1P426DFZ - equipped with two turrets. The first allows the use of 8 cutting tools and is intended for processing external surfaces. The second head is designed for working with internal surfaces.
ST and DS are a series of American-made CNC turret machines. Universal units designed for processing workpieces of different types of steel.
It is advisable to use turret lathes in mass production for the manufacture of large batches of similar products. But their turret functionality is slightly limited compared to screw-cutting turning units.
Performing some operations (for example, thread cutting, turning shaped surfaces) requires the use of additional devices.
Lathe repair cost
| Type of work | Price |
| Spindle Prevention | 9,000 rub. |
| Troubleshooting clamping devices | 19,000 rub. |
| Burnout (damage) of the stator winding | 30,000 rub. |
| Replacing bearings with rotor balancing | 50,000 rub. |
| Replacing spindle sensors | 10,000 rub. |
| Maintenance | 10,000 rub. |
| Non-standard work | 10,000 rub. |
| Major renovation | 50,000 rub. |
| Modernization of machine tools | 30,000 rub. |
Our main specialization is machine repair
If your machine does not work, our specialist will arrive as soon as possible and fix it. Call and consult by phone: 8
Technologies
Thanks to the use of modern devices, we can more accurately identify faults. And we save your money on repairs
Ideas
If your machine does not break down as usual. We will send it to our technicians and they will solve any problem
Speed.
You need the machine to work as quickly as possible. Our desires coincide.
Read useful information:
Repair of the electrical part of the machine
The slightest malfunction of the electrical part of the machine can disrupt the plant’s work schedule
It is important to be able to identify the source of the problem and eliminate it
Further
Spindle malfunctions and their elimination
In modern production, many CNC (computer numerical control) machines are used. Machines work continuously around the clock and, like any equipment, sometimes have malfunctions. One of the main elements of machine tools is the spindle. Let’s look at what breakdowns can occur during operation and whether they can be repaired yourself.
Further
Repair of guide machines
What is the design of machine guides, their features and repair specifics. Service and self-repair.
Further
Repair of metalworking machines
Further
Causes of machine gearbox malfunctions, methods for eliminating them, cost
The article talks about common failures of the gearbox of a lathe. Their causes and ways to eliminate them yourself are described. The approximate cost of repairing a machine gearbox in Moscow is also given.
Further
When concluding a long-term service agreement, you receive a discount of up to 20%. Don't forget, we have a guarantee on all types of work.
- engineer - mechanic
- CNC programmer
- Service engineer
- Electrician
- Electronics engineer
- Locksmith - repairman