A tap is a tool that can be used to quickly and accurately cut a thread in a prepared hole. This is a rod divided into a working part and a shank. The shank is used for fixation in the driver or chuck of the machine. Chip removal is provided by longitudinal or helical grooves located on the cutting part. For the manufacture of this tool, carbon or high-speed steels are used. To cut internal threads efficiently, you need to know how to choose the right tap and prepare the hole.
Types of instruments
The appropriate tool is selected depending on the characteristics of the material being processed, the required productivity and other parameters. Using different types of taps, you can cut metric or inch internal threads with a cylindrical or conical profile.
According to the method of conducting the process, models are distinguished:
- Pass-through (universal) . Their working part consists of three zones. The first performs rough cutting, the second – intermediate, and the third – finishing.
- Complete . To perform a full range of work, several tools are used - for roughing, intermediate and finishing cutting. The sets consist of three taps, less often of two (for roughing and finishing). For processing particularly strong metals, kits with 5 tools are used.
The tool is made of two types: for processing holes manually or using metal-cutting equipment.
- Machine-manual . Has a square shank. Works complete with a holder with two handles - a knob.
- Machine . Installed in the chuck of metalworking machines of various types.
Taps of different designs are used for cutting threads in blind and through holes:
- For non-passable holes, use a complete tool without a conical tip. The work is usually done with a crank.
- In through holes, threads are made using taps with a conical tip. Most often these are varieties of universal type tools.
The channels for removing chips have different shapes: straight, screw, shortened.
Chip channels of any shape are suitable for processing materials of low hardness. To tap threads in high-hardness materials, such as stainless and heat-resistant steels, use only a tool in which the cutting segments are staggered.
Types by purpose
Modern industry produces various types of taps, which differ from each other in design and functionality. Thus, according to their purpose, taps can belong to one of the following types.
Locksmith
These tools are most often hand-held and are used in conjunction with a special crank, with the help of which rotation is imparted to the tap. As a rule, they are produced and used in sets consisting of two or three tools, each of which removes only part of the allowance from the surface being processed. The dimensions of the taps included in this kit (in particular, their working diameters) vary. The first of the tools, on the shank of which is marked in the form of one line, is used for roughing, the second (with two lines on the shank) is used for intermediate processing, and the third (with three lines, respectively) is used for finishing the thread being cut.
Complete hand taps
Machine or machine-hand
These are tools with which threads can be cut both manually and on various types of machines (lathes, drills, aggregates, etc.). Such taps differ from metalwork taps only in that they have a slightly shorter fence part and higher resistance to mechanical loads.
Machine-manual triple taps
Nuts
With the help of such tools, as their name suggests, they cut threads in nuts. Nuts, which have already been threaded with such a tap, are not twisted from the tool, but are moved to its elongated tail part. The shanks of nut taps, with which threads are cut on drilling machines, have a rectilinear shape. Nuts with already cut threads, moved to such a shank, are simply shaken off it after removing the tool from the machine chuck. To cut nuts, automatic threading machines use taps whose shanks have a curved shape. When carving in this way, the nuts, under the pressure of each other, are pushed along the curved shank of the tool, reach its end part and fall into the prepared container.
Tapping threads with a nut tap
Requirements for the design and dimensions of both manual and machine taps for cutting metric threads are specified by GOST 3266-81, which is called: “Machine and hand taps. Design and dimensions."
You can familiarize yourself with the GOST requirements for manual and machine taps by downloading the document in pdf format from the link below.
GOST 3266-81 Machine and hand taps. Design and dimensions
How to correctly determine the hole diameter?
Before cutting a thread, a hole is made, the diameter of which is determined according to standardized tables. If you prepare a hole whose cross-section is smaller than the recommended size, the tool will fail; if it is larger, the result will be of poor quality.
Correspondence table for metric threads and hole diameters for them
| Thread designation | Diameter, mm | Thread designation | Diameter, mm | Thread designation | Diameter, mm |
| M 2 | 1,6 | M 8 | 6,7 | M 22 | 19,4 |
| M 2.2 | 1,75 | M 9 | 7,7 | M 24 | 20,9 |
| M 2.5 | 2,05 | M 10 | 8,5 | M 27 | 23,9 |
| M 3 | 2,5 | M 11 | 9,5 | M 30 | 26,4 |
| M 3.5 | 2,9 | M 12 | 10,2 | M 33 | 29,4 |
| M 4 | 3,3 | M 14 | 12,0 | 31,9 | |
| M 5 | 4,2 | M 16 | 14,0 | M 39 | |
| M 6 | 5,0 | M 18 | 15,4 | M 42 | 37,4 |
| M 7 | 6,0 | M 20 | 17,4 | M 45 | 40,4 |
Correspondence table for inch threads and hole diameters for them
| Thread size, inches | Diameter, mm | Thread size, inches | Diameter, mm |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Characteristics of inch thread
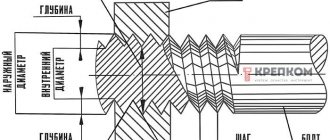
The main parameters of inch threads are diameter and pitch.
There are internal and external diameters. The internal diameter is defined as the distance between the lowest points of the recesses between the threaded ridges, which are on opposite sides of the part. The outer diameter of an inch thread is defined as the distance between the top points of the ridges, which are on opposite sides of the part. The difference between the outer and inner diameter determines the height of the thread profile.
The pitch of an inch thread is the distance between two adjacent valleys or crests. For a thread to work, the pitch must be constant along the entire length of the cut thread.
Standard sizes are given in the table of parameters of inch threads with diameters and pitch:
Stages of thread cutting with a machine-hand tap
Work order:
- The first step is marking in accordance with the drawings.
- According to the marks, punching is carried out with a sharply sharpened core.
- Drill with medium pressure at low speeds. The drill should be at right angles to the surface. Before starting work, the drill is lubricated. If the hole depth is large, then lubrication is carried out not only before starting, but also during operation. The depth of the blind hole should be slightly greater than the length being cut. If there is no reserve, the thread may be incomplete.
- The quality of the result can be improved by countersink processing, which reduces the taper and ensures parallelism of the side surfaces.
- The tap is secured in the driver, its tip is lubricated and inserted into the hole strictly at right angles to the surface. Make the first turn, lightly pressing the knob from above. After the first turn forward, make a half turn back to remove chips. Particular care is taken when using a multi-tool - it is fragile and easy to damage. It's easier to work with complete models.
Types of taps
Specification of taps by thread cutting method
Pass-through (universal). The thread is cut in one pass. The working part contains teeth for marking and final cutting. The device is well suited for soft metals. When working with durable material, more effort is required.
Complete. For work, several nozzles (two or three) of the same thread size are used. When working with particularly hard metals, it is possible to use a set of five nozzles. The carving is created in several stages.
The beginning is laid with a marking tap, then a deeper cutting is carried out, and finally the final part, when the edges are finally formed.
It takes more time to complete the task, but the quality is significantly higher, and the likelihood of tool breakage is practically eliminated;
Application Specification
Machine. Extended length shank. Designed for mounting in an electrical tool holder.
Machine - manual. The shortened shank has flats with a square structure. Can be used both in an electric drill and manually. In the second case, a special wrench is used - a tap holder.
Specification by hole type
For through holes. Such nozzles have an elongated approach (sharp tip of the working area), smoothly turning into the working diameter. Working with such a tap is not difficult; an electric drive can handle cutting. After the pass, the tool will simply come out on the opposite side of the workpiece.
For blind holes. The tip of the working area is cut off like a cutter. This allows threads to be cut to almost the entire depth of the hole. You should work with extreme caution, since when reaching the bottom of a blind hole, a stuck tap may break. For this reason, hand cutting is practiced.
Specification by work area type
To work with various metals, the shape of the working area (teeth) can be straight, helical or with shortened grooves. The teeth themselves are arranged in one line or in a checkerboard pattern. Universal tap designs in soft and hard alloys cannot be used.
Popular: How to use a tile cutter, and is it possible to do without it?
Therefore, if you want to cut threads correctly, use a tool that matches the type of metal and hole.
When cutting threads with taps and dies, it is necessary to accurately select the drill and cutting tool for the screw or stud used in the future.
Useful tips
- In order to correctly cut threads in metals with low hardness and high viscosity, such as aluminum, alloys based on it, copper, babbitt, it is recommended to periodically remove the tap to clean the channels from adhering chips.
- When using complete models, the complete set should be used. Skipping the roughing tool does not speed up, but slows down cutting. Such a violation of technology leads to a decrease in the quality of the result, and sometimes to failure of the tap.
- To prevent the tap from skewing, check the verticality of its position after 2-3 threads using a square. This precaution is especially important for blind and small holes.
The process must be carried out using liquids intended for lubrication and cooling:
- emulsions, linseed oil, and drying oil are used in steel elements;
- in products made of aluminum and its alloys - kerosene;
- when processing copper - turpentine.
It is possible to cut threads in parts made of cast iron or bronze without the use of lubricant.
Differences from metric threads
In terms of their external features and characteristics, metric and inch threads do not have many differences, the most significant of which include:
- profile shape of the threaded ridge;
- procedure for calculating diameter and pitch.
Differences in thread profile
When comparing the shapes of threaded ridges, you can see that inch threads have such elements that are sharper than in metric threads. If we talk about exact dimensions, the angle at the top of the ridge of an inch thread is 55°.
The parameters of metric and inch threads are characterized by different units of measurement. So, the diameter and pitch of the former are measured in millimeters, and the latter, respectively, in inches. It should, however, be borne in mind that in relation to an inch thread, it is not the generally accepted one (2.54 cm), but a special pipe inch equal to 3.324 cm that is used. Thus, if, for example, its diameter is ¾ inch, then in terms of millimeters it will correspond to the value 25.
To find out the basic parameters of an inch thread of any standard size, which is fixed by GOST, just look at the special table. The tables containing inch thread sizes contain both whole and fractional values. It should be borne in mind that the pitch in such tables is given in the number of cut grooves (threads) contained in one inch of product length.
Drawing. Main profile parameters according to GOST
Table 1. Main thread profile dimensions
Table 2. Basic parameters of pipe threads
To check whether the pitch of the thread already made corresponds to the dimensions specified by GOST, this parameter must be measured. For such measurements, carried out for both metric and inch threads using the same algorithm, standard tools are used - a comb, a gauge, a mechanical gauge, etc.
The easiest way to measure the pitch of an inch pipe thread is using the following method:
- As a simple template, a coupling or fitting is used, the internal thread parameters of which exactly correspond to the requirements given by GOST.
- The bolt, the external thread parameters of which need to be measured, is screwed into the coupling or fitting.
- If the bolt has formed a tight threaded connection with the coupling or fitting, then the diameter and pitch of the thread that is applied to its surface exactly correspond to the parameters of the template used.
The pitch of an inch thread is the number of turns per inch.
If the bolt does not screw into the template or is screwed in but creates a loose connection with it, then such measurements should be made using another coupling or another fitting. The internal pipe thread is measured using a similar technique, only in such cases a product with an external thread is used as a template.
The required dimensions can be determined using a thread gauge, which is a plate with notches, the shape and other characteristics of which exactly correspond to the parameters of the thread with a certain pitch. Such a plate, acting as a template, is simply applied to the thread being checked with its serrated part. The fact that the thread on the element being tested corresponds to the required parameters will be indicated by a tight fit of the jagged part of the plate to its profile.
Using a thread gauge for inch threads
To measure the outside diameter of an inch or metric thread, you can use a regular caliper or micrometer.
Table of taps and drills for internal threads
The fact is that the through hole and thread diameter must comply with the standards. If the hole diameter is too large, the depth of the grooves will be too small and the threaded connection will be unreliable.
At the slightest load the thread will break. The other extreme is a narrow threaded hole. In this case, the tap will play the role of a drill, and its configuration is not suitable for this. There is a very high probability of tool failure.
IMPORTANT! If there is no drill that exactly matches the diameter, make the hole a little smaller than required, not larger.
After that, be sure to countersink and carefully cut the thread with a triple set of taps.