Home»Useful information» Strength class
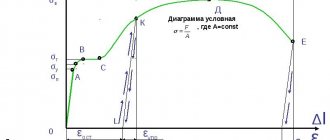
The strength class shows an important mechanical characteristic of metal fasteners. This indicates the tensile limit of the metal. For fasteners that are made of carbon steel, it has a designation in the form of two numbers, which are separated by a dot. At the same time, the standard with the requirements of which the fastener is manufactured is indicated. Bolts, nuts, studs are divided into 10 strength classes. The first number shows a hundred times reduced value of the critical breaking limit. It is expressed by the designation N/mm². That is, the effect of tensile force on the cross-sectional area of the hardware. For example, in the value 8.8, the first digit indicates that the strength limit is 800 N/mm². The second figure eight shows the yield point, after which deformation processes begin. The second number can be written as 800(N/mm²).
For convenient selection of hardware based on mechanical and other properties, special tables are created that reflect the strength class of DIN and GOST. This allows customers of fastening materials to more quickly fill out applications indicating absolutely accurate parameters, as well as resistance to force effects on tearing, shearing, and so on.
4.2. Assembling connections with high-strength bolts if complete disassembly of connections is necessary
If it is necessary to completely disassemble the connections, the design load should be removed according to a specially developed project and the assembly should be restored using the following technology:
4.2.1. The technological process for assembling connections includes:
— inspection of structures and verification of their compliance with the requirements of the project and Chapter SNiP III-18-75 (regarding the accuracy of manufacturing of structures);
— alignment of holes and fixation of elements and connection parts in the design position using mounting plugs (10% of the number of holes, but not less than 2 pcs.);
— installation of high-strength bolts in holes free from plugs;
— checking the geometric dimensions of assembled structures;
- tight seal of the package;
— tensioning the supplied high-strength bolts to the force specified in the project;
- removing the plugs, placing high-strength bolts in the vacated holes and tensioning them to the design force.
4.2.2. The difference in thickness of the elements covered by the overlays, determined before installing the overlays using a ruler and feeler gauge, should not exceed 0.5 mm.
4.2.3. If the difference between the planes of the parts being connected is from 0.5 to 3 mm, in order to ensure a smooth bend of the lining, the edge of the protruding part must be smoothed with an emery stone at a distance of up to 30 mm from the edge of the part with a slope no steeper than 1:10. If the difference between the planes is more than 3 mm, spacers should be used. The use of gaskets must be agreed with the design organization.
4.2.4. The lengths of the bolts used are selected depending on the thickness of the package ().
4.2.5. When drilling holes in elements with machined surfaces, coolants containing oil should not be used.
4.2.6. The connections should be assembled immediately using high-strength bolts and plugs. The use of other bolts as assembly bolts is prohibited.
4.2.7. Each bolt is installed in connection with two high-strength washers (one is placed under the bolt head, the other under the nut).
4.2.8. Nuts tightened to the design torque are not secured with anything additional.
4.2.9. When installing high-strength bolts, the nuts must be screwed freely (by hand) along the threads. Otherwise, the nut or bolt should be replaced and the rejected bolts and nuts sent for reprocessing.
Features of high-strength fasteners
A distinctive feature of high-strength hardware from conventional fasteners is a set of special physical and chemical qualities that make them resistant to increased loads. For example, a 4.8 class bolt will break when a force of 42.828 kgf/mm is applied to it. And with the same fastener, but class 12.9, this will happen at a load of 122.366 kgf/mm, that is, almost 3 times greater. However, the features (read: advantages) of high-strength fasteners are not limited to these. These include the following factors.
- The metal consumption of created structures and products is reduced without compromising the strength of fastening points. This effect is achieved due to the possibility of using smaller bolts, but capable of withstanding higher external loads.
- It is possible for a high-strength part to operate in environments characterized by varying degrees (up to the highest) of negative influence on the material of its manufacture, provided that a protective paint or metal coating is applied to the surface.
- Resistance to constant, variable, and special loads, including seismic, dynamic, vibration, etc.
- Can be used in regions with different climatic conditions. Operation of high-strength fasteners of the northern version can be carried out at T≥-60°C (marked with the sequence of letters “HL”) or at a temperature not lower than -40°C (marked with the letter “U”).
- Replacing fasteners with high-strength analogs provides the opportunity to reduce the number of points for reliable fastening. This reduces the cost of purchasing fasteners.
- Formation of shear-resistant (so-called friction) bonds. When a conventional bolted connection is subjected to a shear load, the phenomenon of mating members being displaced by the amount of the gap between the wall of the mounting hole and the threaded rod is observed. The physical characteristics of a high-strength bolt kit make it possible to tighten these elements with greater force. The resulting increased friction eliminates shear.
- The strength of metal structures increases due to the use of bolts with a smaller cross-section of the threaded rod. This phenomenon is a consequence of reducing the diameter of the holes prepared for their installation.
How to decipher steel markings?
To make deciphering the designations of different types of steels easy, you should know well what they are. Certain categories of steel have special markings. They are usually designated by certain letters, which allows you to immediately understand both the purpose of the metal in question and its approximate composition. Let's look at some of these brands and understand their designation.
Properties and purpose of structural alloy steels
Structural steels specially intended for the manufacture of bearings can be recognized by the letter “Ш”; this letter is placed at the very beginning of their marking. After it in the brand name there is a letter designation of the corresponding alloying additives, as well as numbers by which the quantitative content of these additives is determined. Thus, steel grades ShKh4 and ShKh15, in addition to iron and carbon, contain chromium in amounts of 0.4 and 1.5%, respectively.
The letter “K”, which appears after the first digits in the brand name, indicating the quantitative carbon content, denotes structural non-alloy steels used for the production of vessels and steam boilers operating under high pressure (20K, 22K, etc.).
High-quality alloy steels, which have improved casting properties, can be recognized by the letter “L” at the very end of the marking (35ХМЛ, 40ХЛ, etc.).
Deciphering the grades of construction steel can cause some difficulty if you do not know the specifics of the markings. Alloys of this category are designated by the letter “C”, which is placed at the very beginning. The numbers following it indicate the minimum yield strength. These brands also use additional letter designations:
- letter T – heat-strengthened rolled products;
- letter K – steel, characterized by increased corrosion resistance;
- letter D is an alloy characterized by a high copper content (S345T, S390K, etc.).
Unalloyed steels belonging to the tool category are designated by the letter “U”; it is affixed at the beginning of their marking. The number following this letter expresses the quantitative carbon content in the alloy in question. Steels of this category can be high-quality and high-quality (they can be identified by the letter “A”, it is placed at the end of the brand name). Their marking may contain the letter “G”, which means a high content of manganese (U7, U8, U8A, U8GA, etc.).
, containing alloying elements in their composition, are marked similarly to alloyed structural ones (KhVG, 9KhVG, etc.).
Composition of alloy tool steels (%)
The marking of those steels that are included in the high-speed cutting category begins with the letter “P”, followed by numbers indicating the quantitative content of tungsten. Otherwise, brands of such alloys are named according to the standard principle: letters denoting the element, and, accordingly, numbers reflecting its quantitative content. The designation of such steels does not indicate chromium, since its standard content in them is about 4%, as well as carbon, the amount of which is proportional to the vanadium content. If the amount of vanadium exceeds 2.5%, then its letter designation and quantitative content are affixed at the very end of the marking (З9, Р18, Р6М5Ф3, etc.).
The influence of some additives on the properties of steel
Unalloyed steels belonging to the electrical category are marked in a special way (they are also often called pure technical iron). The low electrical resistance of such metals is ensured due to the fact that their composition is characterized by a minimum carbon content - less than 0.04%. There are no letters in the designation of grades of such steels, only numbers: 10880, 20880, etc. The first digit indicates the classification by type of processing: hot-rolled or forged - 1, calibrated - 2. The second digit is associated with the category of the aging coefficient: 0 - non-standardized, 1 - normalized The third digit indicates the group to which this steel belongs according to the standardized characteristic taken as the main one. The value of the standardized characteristic itself is determined from the fourth and fifth digits.
The principles by which the designation of steel alloys is carried out were developed back in the Soviet period, but to this day they are successfully used not only in Russia, but also in the CIS countries. Having information about a particular grade of steel, you can not only determine its chemical composition, but also effectively select metals with the required characteristics.
Symbols and markings
All nuts have a symbol; it shows specialists basic information about the products. They are also marked with markings that contain information about the parameters and properties of the hardware.
The symbol is divided into three types:
- complete – all parameters are indicated;
- brief – not very significant characteristics are described;
- simplified - only the most important information.
The designations include the following information:
- type of fastener;
- accuracy and strength class;
- view;
- step;
- thread diameter;
- coating thickness;
- designation of the standard according to which the product was produced.
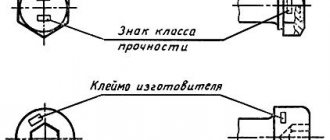
In addition, the nut is marked to help identify the fastener. It is applied to the end face and, in some cases, to the side face. It contains information about the strength class and the manufacturer's mark.
The inscription is applied by deepening into the surface using a special machine. Information about the manufacturer is indicated in any case, even if there is no strength class. Complete data can be obtained by studying relevant sources. For example, information for high-strength nuts can be found in GOST R 52645-2006. Or in GOST 5927-70 for ordinary ones.
Modern marking of bolts by strength
The new GOST has changed little both in the arrangement of symbols and in their semantic meaning. At the top we can still see the maker's mark. Next comes the swim number.
The strength class of the hardware is indicated below according to the new GOST. Here you can also find the letter S, which says that we have a high-strength bolt with a hex head with an increased size. The designation of the class of resistance to harmful atmospheric influences also remains. It comes last.
By purpose
Based on their purpose, the following types of bolts can be distinguished:
- Ploughshare – designed for fastening heavy suspended structures. Based on the name, you can understand that it is widely used in agriculture, usually for attaching shares to tillage equipment.
- Furniture - differs from other types in that the thread is not cut along the entire length of the rod. The third part remains the usual integral part. The head of such fasteners is usually smooth, which is necessary so that the bolt does not protrude above the surface of the furniture. Despite the names, such elements are also used in other areas, especially often in construction.
- Road – widely used when installing fences. It is distinguished by a semicircular head, under which there is a square headrest. This design allows the fencing elements to be firmly fixed to the posts. It is used in all areas where there is a need to fix thin sheets of metal, wood, plastic and other materials.
- Mechanical bolts are the most common type of bolts used in mechanical engineering. It is characterized by increased strength properties and resistance to aggressive external environments.
- Track - used in the railway sector, most often for connecting individual parts of the rails. They differ in that the thread can be less than half the length of the rod.
You can understand what type of hardware it is based on the symbol of the bolts.
Features of connection using threads
- Reliability due to the use of special metric threads and profile versatility. Numerous studies confirm that with the correctly selected bolt strength class and tightening torque, such a connection can withstand heavy loads and is also reliably protected from self-unscrewing.
- Withstands transverse and axial loads. Made from special grades of steel, the bolts resist loads well in any direction.
- Easy installation and dismantling of structures. Despite the fact that after some time it can be difficult to unscrew a threaded connection (due to metal corrosion), it is quite possible to do this with the help of special solvents.
- Low cost of work, which is significantly lower than the cost of welding. Many structures are built today using bolts because it requires less time and effort.
Read also: How to choose a UPS for a computer based on power
It should be noted that a small drawback of a threaded connection can be considered a strong concentration of stress at the valley of the profile of the thread itself. For this reason, the bolt marking must be selected correctly, in exact accordance with the load experienced by the part. This will reduce the risk of both self-loosening due to loose tightening and nut breakage/thread cutting due to extreme stress.
Ploughshare bolt with countersunk head
We must not forget that today all kinds of locking means are also actively used, including locknuts and spring washers.
Strength classes
GOST 1759.4−87, depending on the mechanical characteristics of parts, involves dividing these products into eleven categories. The rules for deciphering their designations should not cause serious problems - multiplying the number located in front of the point by 100 allows you to determine such an indicator as the tensile strength of the bolt material. The unit used to measure it is N/mm 2. For example, designation 4.6 assumes that the product has a tensile strength parameter equal to 400 N/mm 2.
Multiplying the second digit by 10 allows you to find out the yield strength parameter (the stress at which the alloy becomes susceptible to plastic deformation). For example, for category 3.6 it will be 60%.
When calculating loads in threaded connections, it is customary to include a certain margin of safety in terms of the yield strength.
Bolts belonging to the group of high-strength products must have a tensile strength of at least 800 MPa. They have found wide application in those industries in which strict reliability requirements are imposed on structures. This group includes all parts starting from category 8.8. High-strength nuts, in turn, should be considered products of class no less than 8.0.
It should be noted that the strength category of threaded parts depends not only on their material, but also on the manufacturing technology. Almost all bolts included in the group of high-strength products are produced by the upsetting method, and special semi-automatic rolling machines are used to form threads. After mechanical processing, the products undergo appropriate heat treatment. The final stage in the production of high-strength bolts is coating.
The technological equipment used to produce parts using the upsetting method is very diverse. There are models capable of producing about 200 units of product in one minute. The main material for their production is low-carbon and alloy steel alloys. The main requirement for them is the amount of carbon. According to the documentation, this parameter should not exceed 40%.
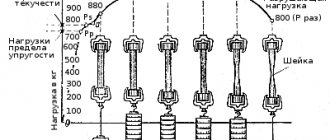
An excellent example of such materials can be steel 20KP, 40Kh, 20G2R and others. Thanks to the use of various types of heat treatment, it is possible to produce parts belonging to different strength categories from one material. As an example, it is worth considering steel 35, from which the following products can be made:
- 5.6 - achieved by processing the product on lathes and milling machines.
- 6.6, 6.8 - volumetric stamping.
- 8.8 - after machining, the product is subjected to hardening.
The classification of high-strength bolts involves the presence of highly specialized products used in certain industries. All their characteristics are described in special regulatory documentation. And also highly specialized bolts may differ in design options, which are designated by letters:
- U - indicates the possibility of using the fastening element at temperatures down to -40 °C. It is worth noting that the letter is most often not indicated in the designation.
- HL - temperature conditions are more stringent, and this product can be used at -65 °C.
8.2 Hardness test
When inspecting nuts, the hardness test is carried out on one of the supporting surfaces of the nut at three points shifted relative to each other by 120°, and the hardness values are determined as the arithmetic mean of three measurements.
In controversial cases, hardness is checked on a longitudinal section passing through the axis of the nut, at points located as close as possible to the outer diameter of the nut thread.
The Vickers hardness test is decisive and, where possible, a load of 30HV should be applied.
If Brinell and Rockwell tests are used, conversion tables should be used.
Vickers hardness test - according to GOST 2999.
Brinell hardness test - according to GOST 9012.
Rockwell hardness test - according to GOST 9013.
What classes are there?
Strength classes for nuts are approved in GOST 1759.5-87, which is currently not relevant. But its analogue is the international standard ISO 898-2-80, which is what manufacturers all over the world are guided by. This document applies to all nuts with metric threads, except fasteners:
- with special parameters (work in conditions of extreme temperatures - 50 and +300 degrees Celsius, with high resistance to corrosion processes);
- self-locking and locking type.
In accordance with this standard, nuts are divided into two groups.
- With a diameter of 0.5 to 0.8 mm. Such products are called “low” and are used in places where high loads are not expected. Basically, they protect nuts with a height of more than 0.8 diameters from unwinding. Therefore, they are made from low-quality low-carbon steel. For such products there are only two strength classes (04 and 05), and they are designated by a two-digit number. Where the first says that this product does not support a force load, and the second shows one hundredth of the force at which the thread can break.
- With a diameter of 0.8 or more. They can be of normal height, high and especially high (H≈0.8d; 1.2d and 1.5d, respectively). Fasteners above 0.8 diameter are designated by a single number, which indicates the highest degree of reliability of the bolts with which the nut can be connected. There are seven strength classes in total for nuts of the high group – that’s 4; 5; 6; 8; 9; 10 and 12.
The regulatory document specifies the rules for selecting nuts to bolts according to strength level. For example, with a class 5 nut, it is recommended to use a bolt cross-section less than or equal to M16 (4.6; 3.6; 4.8), less than or equal to M48 (5.8 and 5.6). But in practice, it is advised to replace products with a low level of strength with a higher one.
8.1 Proof load test
A proof load test should be carried out whenever the testing equipment used allows, and this test is decisive for nuts with a thread diameter of M5 and larger.
The nut is screwed onto a hardened mandrel, as shown in Figures 1 and 2. In cases of dispute, the tensile test is decisive (see Figure 1).
1) D11 - according to GOST
25346
Figure 1 - Axial tensile test
Figure 2 - Axial compression test
The test load is applied to the nut in the axial direction and held for 15 s. The nut must withstand the load without breaking or stripping the thread and can be unscrewed by hand after the load is removed. If the thread of the mandrel is damaged during the test, the test is considered invalid. When unscrewing a nut, it is permissible to use a wrench to turn the nut 1/2 turn, and then it must be unscrewed by hand.
The hardness of the test mandrel must be at least 45 HRC.
The tolerance field of the mandrel thread is 5h6g, with the exception of the tolerance of the outer diameter of the thread, which should be 1/4 of the tolerance field 6g in its lower part.
Manufacturing technology
In the modern world, several technologies are used to make nuts. Some of them are used to produce large quantities of fasteners with a minimum amount of scrap and optimal consumption of materials. The process occurs virtually without human intervention, automatically. The main methods for producing nuts in large volumes are cold stamping technology and hot forging.
Cold stamping
It is a fairly progressive technology that allows the mass production of fasteners with small losses of no more than 7% of the total number of products. Special automated machines allow you to produce up to 400 products within a minute.
Stages of manufacturing fasteners using cold technology.
- Rods are prepared from the required type of steel. Before processing, they are cleaned of rust or foreign deposits. Phosphates and a special lubricant are then applied to them.
- Slicing. Metal blanks are placed in a special mechanism and cut into pieces.
- The nut blanks are cut off using a movable cutting mechanism.
- Stamping. After all the previous manipulations, the blanks are sent to a hydraulic stamping press, where they are shaped and a hole is punched.
- The final stage. Cutting threads inside parts. This operation is carried out on a special nut-threading machine.
After completing the work, some nuts from the batch must be checked for compliance with the parameters specified in advance. These are the dimensions, thread and maximum load that the product can withstand. To produce hardware using this technology, a certain steel intended for cold stamping is used.
Hot forging
The hot technology for producing nuts is also very common. The raw materials for the production of hardware using this method are also metal rods, cut into pieces of the required length.
The main stages of production are as follows.
- Heat. Cleaned and prepared rods are heated to a temperature of 1200 degrees Celsius so that they become plastic.
- Stamping. A special hydraulic press forms hexagonal blanks and punches a hole inside them.
- Thread cutting. The products are cooled and threads are applied inside the holes. For this, rotating rods resembling taps are used. To facilitate the process and prevent rapid wear during cutting, machine oil is supplied to the parts.
- Hardening. If products require increased strength, they are hardened. To do this, they are heated again to a temperature of 870 degrees Celsius, cooled at high speed and immersed in oil for about five minutes. These actions harden the steel, but it becomes brittle. To get rid of fragility while maintaining strength, hardware is kept in an oven at high temperature (800-870 degrees) for about an hour.
After all processes are completed, the nuts are checked on a special stand to ensure they meet the strength requirements. After inspection, if the hardware passes it, they are packaged and sent to the warehouse. The production facilities still have outdated equipment in need of repair and maintenance work. To produce fasteners for such equipment, lathes and milling machines are used. However, such work is characterized by very low productivity and huge consumption of materials. But they are needed in any case, and therefore for small batches of fasteners this technology still remains relevant.
See the following video for the process of making nuts and other hardware.
Equipment for the production of nuts
The main equipment for production are machines for upsetting and threading.
Most enterprises purchase equipment from Taiwan. Presses must have a closed design for safe cutting of products. It is advisable to choose forming matrices in a round shape, as it provides excellent balancing characteristics. The connecting rod mechanism must be made of alloy steel. An important feature is the oil filtration system (usually magnetic), which reduces costs.
Nut setting machine from Taiwan
For thread cutting, it is recommended to use pneumatic machines with multiple spindles for high speed operation. Such spindles can be programmed for different types of work, for example, for long and short threads or left and right. It is also worth taking care of overload and jam fuses.
Material
The strength of the fastening element is one of the most important parameters characterizing hardware. The strength of the fastening directly depends on the type of material from which it is made. Depending on the strength characteristics, the metal for production and the mode of its heat treatment are selected.
Most often, standard bolts are made of alloy and non-alloy steel. But in some cases they can be made of other metals, such as copper, aluminum, which are used in cases where there is no need to achieve high fastener strength. For jewelry making, fasteners can be made from precious metals such as gold, silver and others.
Very often, to improve the technical characteristics of hardware, a special coating is used that protects the fastening element from environmental influences (humidity, water, temperature range, chemicals).
Among the most common coatings are the following varieties:
- Zinc. The thickness of the zinc coating can vary depending on the requirements. For bolts used in household appliances, the thickness is usually small. But for industrial fasteners it is usually up to 25 microns.
- Cadmium-plated. Not a very common type of bolt, due to the toxic properties of cadmium. Therefore, they are used in rare cases when coatings made of other materials do not allow achieving the desired performance characteristics.
- Nickel. Typically used for fasteners used in furniture production. Nickel only improves decorative characteristics and practically does not change operational characteristics.
- Phosphating and oxidation. They are used to create a protective layer on the surface of bolts due to oxidation of the base metal.
- Zinc lamellar. They are becoming widespread because they can increase the service life of fasteners several times.
The importance of choosing the right fasteners
Bolts produced by modern industry can vary significantly in their strength classes, which depends mainly on the grade of steel that was used for their manufacture. That is why you should choose bolts corresponding to a particular class based on the tasks for which you plan to use them.
For example, for connecting elements of a light, unloaded structure, bolts of a lower strength class are suitable, but for fastening critical structures operating under significant loads, high-strength products are needed. The most notable of these structures are tower and gantry cranes, respectively, the bolts with the highest strength are called “crane” bolts. The characteristics of such fasteners, used to connect elements of the most critical structures, are regulated by the requirements of GOST 7817-70. Such bolts are made from high-strength steel, which is also specified in the regulatory document.
Fastening elements, as you know, come in several types: bolts, nuts, screws, studs. Each of these products has its own purpose. For their manufacture, steels of different strength classes are used. Accordingly, the markings of bolts, as well as fasteners of other types, will also differ.
According to the shape of the heads
Given the variety of bolts and their designs, there is an additional classification. Depending on the shape of the head, the following are distinguished:
- Universal (hex head) is the most common type and can be tightened using regular wrenches. It is used in almost all areas; most often this type can be found in mechanical engineering and construction.
- Anchor - a special type that is used for fastening heavy elements. These bolts come in a wide variety of shapes and sizes. Typically used in construction for the installation of window frames, doorways, suspended ceilings and lamps.
- An eye bolt is a high-strength fastener that has a fastening ring instead of a head. This design allows you to lift large loads. Some models provide a hinged ring, which allows it to rotate freely on the base.
- With a semicircular head - often used in the production of furniture and installation of fences.
- With a countersunk head - usually used in radio engineering and electrical engineering. After tightening, the bolt head does not protrude above the surface; the bolt head is completely flat and has internal slots for tightening with a screwdriver. The diameter of the head is not much larger than the diameter of the rod.
- Headless Bolt - This type does not have a part called the head, the drive slots are cut directly into the shank.
Bolt accuracy
Another important property is accuracy. Manufacturers produce products in two accuracy classes. Class A - implies that the rod fits into the hole with minimal clearance. The diameter of the mounting hole cannot be 0.3 mm greater than the thickness of the bolt. This kind of precision is quite easy to achieve on a production floor, but almost impossible on a construction site. Class B and C fasteners can be installed in mounting holes larger than the product rod by 2 - 3 mm.
The precision of a bolted connection has a significant impact on its strength and load resistance. In particular, the more accurately the mounting hole is made, the less will be the impact of loads arising perpendicular to the axis of the rod.
Fastening elements, presented in a wide variety on the modern market, are used both for simple connection of elements of various structures, and for increasing their reliability and ability to withstand significant loads. The strength class of the bolts that need to be selected depends on the purposes for which these elements are planned to be used.
Galvanized hex bolt with nut