Rotary vane pumps are available in single and two-stage versions. The second stage ensures the creation of a higher vacuum. Rotary vane vacuum pumps allow you to create low and medium vacuum and can be used as fore-vacuum pumps that provide preliminary vacuum.
Navigation:
- Operating principle of rotary vane pumps
- Rotary vane pumps
- Rotary vane pump 2NVR 5DM
- Oil rotary vane pumps
- Oil-free rotary vane pumps
- Buy rotary vane vacuum pump
The simplest design ensures easy repair and maintenance, subject to operating rules. Pumps of this type are very sensitive to the presence of solid impurities in the pumped medium. If abrasive particles get under the plate, they cause damage not only to the blades, but also to the housing, which can lead to irreversible consequences. To prevent such malfunctions, filter systems are used that provide protection from mechanical impurities and, if necessary, from liquid vapors. Special oils are used as a working fluid that reduces blade friction. There are rotary vane pumps that operate without oil, but they are usually less reliable. A dry rotary vane pump is used in cases where it is necessary to prevent oil from entering the working environment.
Monoblock rotary vane vacuum pump:
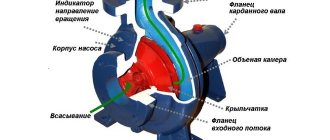
Operating principle of rotary vane pumps
A rotary vane vacuum pump consists of a housing mounted offset from the axis of the rotor housing, blades installed in the rotor body, pressure springs and a housing. During the operation of the simplest rotary vane pump with two blades, each blade alternately creates zones of rarefaction (I) and compression (III), between which there is a neutral zone. When the rotary vane pump is turned on, the rotor (2) begins to rotate. Springs (4) located in the rotor housing ensure constant pressure of the plates against the housing (1). Some pumps use more vane pairs. In addition, there are dual-flow designs in which the pump housing has two inlets and two outlets, using not one, but two pairs of plates.
To ensure maximum compaction of the working medium, special oil is used. To ensure maximum performance and extend service life, do not use oils not recommended by vacuum pump manufacturers. In addition, the oil acts as a lubricant, reducing friction of the plates, and ensures tightness, sealing the gaps between the body and the plates. Depending on the needs, various types of rotary vane pumps are used. They can be used either independently or as a forevacuum, creating a preliminary vacuum. Spiral, molecular and others can be used as deep vacuum pumps.
Schematic diagram of the operation of a rotary vane pump:
Theoretical performance
There are two types of single- and double-acting pumps, as we have already defined earlier, so there will be two formulas for calculating productivity.
Single acting vane pump performance
The performance of a single-acting rotary-plate unit is determined by the formula:
As can be seen from the formula, productivity depends on the value of e, which determines the deviation of the rotor axis from the stator axis. From which it follows that if we place the rotor inside a ring, the movement of which we can control, we will get an adjustable rotary vane pump.
Performance of double acting vane pump
The performance of a rotary-plastic device is determined by the following formula:
Based on the formula, we can draw some conclusions. The pump power cannot be increased except by increasing the rotor rotation (n). From which it follows that double-acting units are not adjustable.
Rotary vane pumps
In various fields of industry, a rotary vane pump has become widespread, the design of which allows for rapid pumping of the working medium until the desired degree of vacuum is achieved. Even if the vacuum pump fails, the design allows you to quickly restore functionality. Vacuum rotary vane pumps have become widespread in such areas as:
- surgery;
- vacuum packaging in the food industry;
- woodworking production;
- chemical and petrochemical industries;
- electronics.
NVR pump
The HBP pump is a device whose main purpose is to pump out air. It's no secret that pumping air is a very labor-intensive process that requires a lot of effort. Thanks to such devices, such procedures become almost everyday things. HBP pumps began to be actively in demand only a few years ago, since before that no one could imagine that such huge potential was hidden inside such devices.
Now we will list several industries where NBP pumps are actively used:
- Electronics industry
- Chemical industry
- Radio engineering industry
These three industries at the moment most often use such devices for their personal purposes. It is worth noting that there are several times more similar industries, but in each of them NBP pumps are used differently, which is why we added to the list only those industries where such pumps are used normally.
Rotary vane pump 2NVR 5DM
The manufacturer of the two-stage monoblock pump 2NVR 5 DM is Vakuummash LLC. The electric motor installed at the factory has reliable protection against overheating, which prevents its premature failure. Oil rotary vane pumps 2NVR 5 DM are used for pumping gases, steam-gas mixtures, vapors from sealed containers, the volume of which does not exceed 3.5 m3. The pumped-out medium must not contain flammable or explosive mixtures of gases or aggressive chemicals. For normal operation of the pump, VM-6 or VM-1S oil in a volume of 1.2 liters can be used. Depending on the oil used, the maximum residual pressure can be from 1x10-5 (VM-1S) to 1.3x10-5 (VM-6) kPa. Since the pump is sensitive to abrasive particles, a mechanical filter is usually installed at its inlet. In cases where the presence of abrasive particles is excluded, the 2NVR 5 DM vacuum rotary vane pump can be operated without a filter.
Appearance of the vacuum rotary vane pump 2NVR5 DM:
Two stage vacuum pump
The unit has found application in the assembly of refrigeration units. It is endowed with excellent performance, high power and energy efficiency. A two-stage rotary vane vacuum pump is the most popular type of equipment of this type of action.
There is a classification of units, which is represented by the following compressors:
- industrial;
- multifunctional;
- laboratory
The first type of units is used in various industries. The equipment configuration depends on the type of technological process being performed.
Multifunctional installations differ in the speed of pumping out the working substance. They are equipped with direct drive and reliable vibration protection. The rotary vane oil vacuum pump in its design has a special device for controlling the lubricant.
Laboratory installations are almost similar systems, with more functions and power control. They are used in medicine, science, and the design of various vehicles.
Oil rotary vane pumps
Rotary vane pumps of most modifications use oil during operation, which must have a number of characteristics:
- low vapor pressure;
- oxidation resistance;
- resistance to significant temperature increases;
- chemical neutrality;
- do not foam during operation;
- sufficient viscosity to ensure a seal between the body and the plates.
When oil-filled rotary vane vacuum pumps operate, there is a slight evaporation of oil, so the level should be checked periodically. When the level drops, you should add oil of the same brand that was in the pump. If the brand of oil is different from that used in the pump, a complete replacement should be performed. This will avoid additive reaction and maintain equipment performance. Manufacturers of rotary vane pumps always indicate brands of oils that can be used without harm to the equipment. Under no circumstances should you use brands that are not declared by the manufacturers, as this can lead to increased wear or complete failure of the pumps. The negative properties of such pumps include the entry of oil vapor into the working environment, so they cannot be used in vacuum systems that require the creation of a “dry” vacuum. As an example, we can list such vacuum pumps as:
- NVR-1, single-stage, with pumping speed up to 1 l/s;
- 2NVR-0.1 D, two-stage, with a pumping speed of up to 0.1 l/s, capable of creating and maintaining a residual pressure of up to 5x10-2;
- Bush R-5, can be produced in versions capable of working with vapors of aggressive, flammable and explosive liquids, maintaining a residual pressure of up to 0.1 mbar;
Single Stage Rotary Vane Vacuum Pump:
Forevacuum pump
The unit is used to create a preliminary vacuum (forevacuum). It ensures stable operation of the higher vacuum compressor. A fore-vacuum pump can be represented by various types of equipment:
- liquid ring installations;
- rotary vane compressors;
- spool systems;
- steam jet units.
This is a mechanical type equipment.
When creating a preliminary vacuum, mercury steam-jet diffusion, turbomolecular, and steam-oil diffusion compressors are used. The units have found application in metallurgy, laboratory research, oil refining and chemical industries, production of construction and finishing materials, and in other types of industry.
Oil-free rotary vane pumps
To create a vacuum in which there are no various foreign impurities and vapors, oil-free rotary vane vacuum pumps are used. There is also no need to constantly monitor the oil level in the pump, which simplifies its maintenance. The plates for such pumps are made of materials that can operate without lubrication, for example, graphite. The housing of vacuum oil-free rotary vane pumps is made of metal, so the graphite blades glide over the surface with a minimum coefficient of friction.
Significant wear of the graphite plates reduces the performance of vacuum pumps. In this case, the pump does not fail; replacing the plates will restore performance.
The disadvantages of oil-free rotary vane pumps include a much shorter service life of the vanes. Typically, service life does not exceed 10,000 hours even from the most reliable manufacturers, while metal vanes (used in oil-based rotary vane pumps) last 50,000 hours or more.
Rotary vane pumps are not intended to create deep vacuum; they are mainly used to quickly create medium vacuum. In addition, they are used as fore-vacuum pumps, providing the necessary degree of vacuum before turning on high vacuum pumps. As the plates wear, graphite powder is formed, which over time covers the internal surfaces of the outlet pipes. In addition, at the points of contact of the plates, the housing wears out faster than with oil analogues.
Photo of CNV single stage oil free pump:
Vane Vacuum Pump
Typically, vane vacuum pumps find their best application in steelmaking. The fact is that vacuum is especially often used in many technological processes that are characterized by abundant gas release from the metal in one unit of time. Also, such processes (in which a vane vacuum pump is used) differ in the maximum permissible pressure, the size of the vacuum chambers themselves and the total amount of dust and gases.
The most important characteristics of vane vacuum pumps:
1. Pumping speed. How to determine this indicator? Everything here is quite simple: it is necessary to calculate the amount of gas that passes through the section of the vacuum pump pipe at a certain pressure.
2. An equally important characteristic is the maximum amount of pressure that a vane vacuum pump can release.
Rotary vane compressor: design
Vane compressors are quite compact, as they have a monoblock design, and their design and operating principle are very simple, which ensures the reliability of the device.
The rotor is a cylinder mounted on an elongated eccentric motor shaft, in which inclined radial grooves are made. These grooves contain plates made of anti-friction material - composite graphite.
When the rotor rotates, centrifugal force forces the plates to move out of the grooves, and they are pressed against the body, forming working cells of variable volume.
Thanks to the properties of graphite, the plates slide easily and seal the working cells well. Therefore, there is no need to use lubricant, as in oil models with metal plates.
To prevent dust or other contaminants from getting into the suction, which can lead to breakage of the plates, it is recommended to purchase a device with a set of air filters.
Device diagram
The schematic diagram is shown in the figure. Rotor 1 rotates in a cylindrical housing. The rotor is a metal cylinder, eccentrically located on the shaft through which the axis of rotation passes.
The rotor has radial grooves. During rotation, graphite plates 2 slide freely in them. The grooves are made at a slight angle and tilted in the direction of rotation of the rotor to reduce the likelihood of jamming. Two adjacent plates and the surfaces of the rotor and housing form a working cell 3. In such cells, the gas is compressed when their volume is reduced during rotation.
In housing 5, a water jacket 4 is made for cooling.
Operating principle of the VVN pump
VVN is a water vacuum pump, the operating principle of which is the same as that of a liquid ring vacuum pump.
The working fluid of VVN pumps is water. In the diagram you can see the simple principle of operation of the VVN pump.
The movement of the VVN pump rotor occurs directly from the engine through the coupling. This provides high rotor speeds, and as a result, the possibility of obtaining a vacuum. True, VVN pumps can only create low vacuum, which is why they are called low-pressure pumps. Simple VVN pumps can pump out gases saturated with vapors and contaminated environments, and at the same time purify them. But the composition must be non-aggressive so that the cast iron parts of the pump are not damaged as a result of a reaction with the chemical composition of the gas. Therefore, there are models of VVN pumps, the parts of which are made of titanium alloy or nickel-based alloy. They can pump out mixtures of any composition without fear of damage. The VVN pump, due to its operating principle, is designed only in a horizontal design, and gas enters the chamber from above along the axis.
SCOPE OF APPLICATION
Rotary vane pumps are most widely used in industries requiring medium and low vacuum. This type of pump is ideal for working with a medium that does not condense either at the operating pressure of the device or at normal pressure.
Rotary vane pumps are best suited for pressure levels below 100 mbar. All pumps of this type are equipped with a gas ballast valve to prevent condensation. However, the use of such a valve in single-stage devices reduces pump performance and increases pressure. The presence of a gas ballast valve does not affect the operation of two-stage units.
Units of this type are used in many industries, including:
- research and medical equipment;
- transport and pneumatic lifts;
- production of vacuum forming lines;
- food processing and packaging.