Cold-deformed seamless steel pipes GOST 8734 75 and 78 are types of metal pipes. They are used in almost all sectors of the national economy, as well as in the field of room decoration and furniture industry. Having many advantages, they do not lose their relevance today. However, before using them for your own purposes, you should familiarize yourself with all the features of this product.
Seamless pipes have higher strength than welded pipes and are used in many areas of construction
Main characteristics
Today, the plumbing equipment market can offer a lot of products that differ in individual technical characteristics, material, diameter, overall parameters, purpose and other criteria. Since the last century, metal has been a popular material for communication water supply and sewerage systems. Today it is also used for the transportation and supply of gas, oil, chemicals, etc. Despite the fact that relatively recently steel products began to receive significant competition from plastic ones, the former still do not lose their relevance, because in some cases they are simply irreplaceable.
Cold-deformed seamless steel pipes GOST 8734 78 are made from a special steel composition, which ensures that they meet the necessary quality standards and creates certain advantages over products made from other materials.
This pipe has different characteristics and technical features depending on its purpose, dimensions and other parameters.
Thin-walled steel electric-welded pipes
One of the areas of work is the sale of certified thin-walled electric-welded steel pipes directly from the manufacturing plant. Such products are distinguished by high technical characteristics and reasonable prices.
Electric-welded thin-walled steel pipes can be used in various fields:
- as grounding;
- in the form of posts for fences, fences (often a rectangular or square thin-walled pipe);
- for internal systems of various mechanisms and machines;
- during construction, in the case of erecting metal structures (for example, mobile base station towers, power lines);
- when installing pipelines with low pressure (water supply systems, gas pipelines);
- in the production of furniture and tents.
Features of operation of thin-walled pipes
Electro-welded steel products of small thickness are the optimal material for the installation of modern lightweight structures, both domestic and industrial. Steel grades (08, 10, 20, St1, St3, St2) used in the production of products comply with the requirements of GOST 380-2005 and guarantee strength and long service life.
The plasticity and flexibility of thin-walled steel pipes makes it possible to form transport systems of complex configurations and reduce hydraulic resistance. It is worth remembering that connections of such structures should preferably be threaded.
You can only use welding work if you have the proper experience and high professionalism of the specialist, because it is quite easy to burn through thin metal.
Electric-welded steel pipes, supplied by , are made of low-alloy and high-carbon steel. The most popular products are round, but they can also be oval, square, or rectangular.
Advantages of steel pipes
These seamless steel products have many positive qualities that cannot be ignored when choosing equipment.
Seamless pipes are the basis of pipelines for various purposes - for supplying water, gas, oil
Among them:
- versatility. Pipes are used in almost all areas of everyday and professional human activity; pipelines made from them can be used in various types of buildings for transporting almost any liquids and gaseous substances;
- absolute tightness. Such equipment is used for laying closed communications that require protection from airing. Cold formed systems provide maximum protection against oxygen and gases;
- extensive assortment. The modern market for plumbing equipment can offer a huge number of varieties of pipes, differing in manufacturing method, length, diameter, purpose and technical characteristics;
- strength. Metal is a hard and dense material, it is not subject to expansion as a result of working with hot substances, that is, parts are resistant to damage of a mechanical, biological and chemical nature. In addition, standards No. 8734 75 and 8733 74 suggest some of their varieties that can work with aggressive substances;
- ability to withstand temperature changes and heavy loads. Possessing a high melting point and due to the dense structure of the material, such pipes, if, of course, their parameters comply with GOST 8734 78 and 75, function normally even in cold weather. Due to the fact that these products are seamless, they can better withstand workload and increased pressure, since they do not have weak points - joints.
The parameters of the pipes are indicated on their outside, this allows you to determine their purpose and compliance with the conditions of the future highway
Helpful advice! Whatever type you are interested in, make sure that the product complies with GOST standards (8734 75 for cold-formed and 87 for hot-formed). You can distinguish high-quality steel seamless cold-deformed pipes produced in accordance with GOST 8734 75 (as well as 78, 78, 87) by their appearance and markings.
GOST 8734-75 Cold-deformed seamless steel pipes. Assortment
STATE STANDARD OF THE USSR UNION
COLD-FORMED SEAMLESS STEEL PIPES
Assortment
GOST 8734-75
STATE STANDARD OF THE USSR UNION
| COLD-FORMED SEAMLESS STEEL PIPES Assortment Seamless steel tubes cold deformed. Range | GOST 8734-75 |
Date of introduction 01/01/77
la. This standard fully complies with ST SEV 1483-78.
(Introduced additionally, Amendment No. 2).
1. The outer diameter, wall thickness and theoretical weight of the pipes must correspond to those indicated in the table. 1.
(Changed edition, Amendment No. 1).
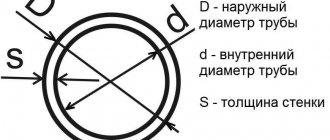
2. Depending on the ratio of the outer diameter ( D
n) to wall thickness (
s
) pipes are divided into:
extra-thin-walled at D
n
/ s
more than 40 and pipes with a diameter of 20 mm or less with a wall of 0.5 mm or less;
thin-walled at D
n
/ s
from 12.5 to 40 and pipes with a diameter of 20 mm or less with a wall of 1.5 mm;
thick-walled at D
n
/ s
from 6 to 12.5;
extra thick walled at D
n
/ s
less than 6.
3. According to the length of the pipe, the following should be made:
unmeasured length from 1.5 to 11.5 m;
measured length from 4.5 to 9 m with maximum length deviations of +10 mm; By order of foreign trade organizations, pipes are manufactured in measured lengths from 4 to 9 m with maximum length deviations of +10 mm;
length, a multiple of the measured length, from 1.5 to 9 m with an allowance for each cut of 5 mm (unless another allowance is specified in the order) and with maximum deviations for the total length not exceeding those specified for pipes of the measured length.
(Changed edition, Amendment No. 3).
4. Maximum deviations in the outer diameter and wall thickness of the pipes must not exceed those indicated in the table. 2.
5 . By agreement between the manufacturer and the consumer, pipes can be manufactured with combined maximum deviations, for example, in outer diameter - increased accuracy according to GOST 9567, and in wall thickness - normal accuracy, or with a one-sided dimensional tolerance. The value of the one-sided tolerance should not exceed the sum of the two-sided maximum deviations given in table. 2. In this case, the value of the theoretical mass of 1 m of pipes is calculated from the arithmetic mean value of the sum of the plus and minus maximum deviations given in table. 2.
Table 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | |
| Extra-thin-walled | Thin-walled | Thin-walled | Thick-walled | Extra thick walled | ||||||||||
| 5 | 0,0348 | 0,0454 | 0,0555 | 0,0651 | 0,0829 | 0,0986 | 0,112 | 0,124 | 0,129 | — | — | — | — | — |
| 6 | 0,0422 | 0,0552 | 0,0678 | 0,0799 | 0,103 | 0,123 | 0,142 | 0,159 | 0,166 | 0,174 | 0,186 | 0,197 | — | — |
| 7 | 0,0496 | 0,0651 | 0,0801 | 0,0947 | 0,122 | 0,148 | 0,172 | 0,193 | 0,203 | 0,213 | 0,231 | 0,247 | 0,260 | 0,277 |
| 8 | 0,0570 | 0,0750 | 0,0925 | 0,110 | 0,142 | 0,173 | 0,201 | 0,228 | 0,240 | 0,253 | 0,275 | 0,296 | 0,315 | 0,339 |
| 9 | 0,0644 | 0,0847 | 0,105 | 0,124 | 0,162 | 0,197 | 0,231 | 0,262 | 0,277 | 0,292 | 0,320 | 0,345 | 0,369 | 0,401 |
| 10 | 0,0718 | 0,0947 | 0,117 | 0,139 | 0,182 | 0,222 | 0,260 | 0,297 | 0,314 | 0,332 | 0,364 | 0,395 | 0,426 | 0,462 |
| 11 | 0,0792 | 0,105 | 0,129 | 0,154 | 0,201 | 0,247 | 0,290 | 0,331 | 0,351 | 0,371 | 0,408 | 0,444 | 0,477 | 0,524 |
| 12 | 0,0866 | 0,114 | 0,142 | 0,169 | 0,221 | 0,271 | 0,320 | 0,366 | 0,388 | 0,410 | 0,453 | 0,493 | 0,532 | 0,586 |
| 13 | 0,0940 | 0,124 | 0,154 | 0,184 | 0,241 | 0,296 | 0,349 | 0,401 | 0,425 | 0,450 | 0,497 | 0,543 | 0,586 | 0,647 |
| 14 | 0,101 | 0,134 | 0,166 | 0,198 | 0,260 | 0,321 | 0,379 | 0,435 | 0,462 | 0,489 | 0,542 | 0,592 | 0,640 | 0,709 |
| 15 | 0,109 | 0,144 | 0,179 | 0,213 | 0,280 | 0,345 | 0,408 | 0,470 | 0,499 | 0,529 | 0,586 | 0,641 | 0,694 | 0,771 |
| 16 | 0,116 | 0,154 | 0,191 | 0,228 | 0,300 | 0,370 | 0,438 | 0,504 | 0,536 | 0,568 | 0,630 | 0,691 | 0,749 | 0,832 |
| 17 | 0,124 | 0,164 | 0,203 | 0,243 | 0,320 | 0,395 | 0,468 | 0,539 | 0,573 | 0,608 | 0,675 | 0,740 | 0,803 | 0,894 |
| 18 | 0,131 | 0,174 | 0,216 | 0,258 | 0,339 | 0,419 | 0,497 | 0,573 | 0,610 | 0,647 | 0,719 | 0,789 | 0,857 | 0,956 |
| 19 | 0,138 | 0,183 | 0,228 | 0,272 | 0,359 | 0,444 | 0,527 | 0,608 | 0,647 | 0,687 | 0,764 | 0,838 | 0,911 | 1,017 |
| 20 | 0,146 | 0,193 | 0,240 | 0,287 | 0,379 | 0,469 | 0,556 | 0,642 | 0,684 | 0,726 | 0,808 | 0,888 | 0,966 | 1,079 |
| 21 | — | 0,203 | 0,253 | 0,302 | 0,399 | 0,493 | 0,586 | 0,677 | 0,721 | 0,765 | 0,852 | 0,937 | 1,020 | 1,141 |
| 22 | — | 0,213 | 0,265 | 0,317 | 0,418 | 0,518 | 0,616 | 0,711 | 0,758 | 0,805 | 0,897 | 0,986 | 1,074 | 1,202 |
| 23 | — | 0,223 | 0,277 | 0,331 | 0,438 | 0,543 | 0,645 | 0,746 | 0,795 | 0,844 | 0,941 | 1,036 | 1,129 | 1,264 |
| 24 | — | 0,233 | 0,290 | 0,346 | 0,458 | 0,567 | 0,675 | 0,780 | 0,832 | 0,884 | 0,985 | 1,085 | 1,183 | 1,326 |
| 25 | — | 0,243 | 0,302 | 0,361 | 0,477 | 0,592 | 0,704 | 0,815 | 0,869 | 0,923 | 1,030 | 1,134 | 1,237 | 1,387 |
| 26 | — | 0,253 | 0,314 | 0,376 | 0,497 | 0,617 | 0,734 | 0,849 | 0,906 | 0,963 | 1,074 | 1,184 | 1,291 | 1,449 |
| 27 | — | 0,262 | 0,327 | 0,391 | 0,517 | 0,641 | 0,764 | 0,884 | 0,943 | 1,002 | 1,119 | 1,233 | 1,346 | 1,511 |
| 28 | — | 0,272 | 0,339 | 0,405 | 0,537 | 0,666 | 0,793 | 0,918 | 0,980 | 1,042 | 1,163 | 1,282 | 1,400 | 1,572 |
| 30 | — | 0,292 | 0,364 | 0,435 | 0,576 | 0,715 | 0,852 | 0,987 | 1,054 | 1,121 | 1,252 | 1,381 | 1,508 | 1,695 |
| 32 | — | 0,312 | 0,388 | 0,465 | 0,616 | 0,764 | 0,911 | 1,056 | 1,128 | 1,200 | 1,341 | 1,480 | 1,617 | 1,819 |
| 34 | — | 0,331 | 0,413 | 0,494 | 0,655 | 0,814 | 0,971 | 1,126 | 1,202 | 1,278 | 1,429 | 1,578 | 1,725 | 1,942 |
| 35 | — | 0,341 | 0,425 | 0,509 | 0,675 | 0,838 | 1,000 | 1,160 | 1,239 | 1,318 | 1,474 | 1,628 | 1,780 | 2,004 |
| 36 | — | 0,351 | 0,438 | 0,524 | 0,694 | 0,863 | 1,030 | 1,195 | 1,276 | 1,357 | 1,518 | 1,677 | 1,834 | 2,065 |
| 38 | — | 0,371 | 0,462 | 0,553 | 0,734 | 0,912 | 1,089 | 1,264 | 1,350 | 1,436 | 1,607 | 1,776 | 1,942 | 2,189 |
| 40 | — | 0,391 | 0,487 | 0,583 | 0,773 | 0,962 | 1,148 | 1,333 | 1,424 | 1,515 | 1,696 | 1,874 | 2,051 | 2,312 |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | ||||||||||
| 2,8 | 3,0 | 3,2 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | |
| Extra thick walled | |||||||||||
| 5 | — | — | — | — | — | — | — | — | — | — | — |
| 6 | — | — | — | — | — | — | — | — | — | — | — |
| 7 | — | — | — | — | — | — | — | — | — | — | — |
| 8 | — | — | — | — | — | — | — | — | — | — | — |
| 9 | — | — | — | — | — | — | — | — | — | — | — |
| 10 | 0,497 | 0,518 | 0,537 | 0,561 | — | — | — | — | — | — | — |
| 11 | 0,566 | 0,592 | 0,616 | 0,647 | — | — | — | — | — | — | — |
| 12 | 0,635 | 0,666 | 0,694 | 0,734 | — | — | — | — | — | — | — |
| 13 | 0,704 | 0,740 | 0,773 | 0,820 | 0,888 | — | — | — | — | — | — |
| 14 | 0,773 | 0,814 | 0,852 | 0,906 | 0,986 | — | — | — | — | — | — |
| 15 | 0,842 | 0,888 | 0,931 | 0,993 | 1,085 | — | — | — | — | — | — |
| 16 | 0,911 | 0,962 | 1,010 | 1,079 | 1,184 | 1,276 | 1,356 | — | — | — | — |
| 17 | 0,981 | 1,036 | 1,089 | 1,165 | 1,282 | 1,387 | 1,480 | — | — | — | — |
| 18 | 1,050 | 1,110 | 1,168 | 1,252 | 1,381 | 1,498 | 1,603 | — | — | — | — |
| 19 | 1,119 | 1,184 | 1,247 | 1,338 | 1,480 | 1,609 | 1,726 | — | — | — | — |
| 20 | 1,188 | 1,258 | 1,326 | 1,424 | 1,578 | 1,720 | 1,850 | 1,967 | 2,072 | — | — |
| 21 | 1,257 | 1,332 | 1,405 | 1,511 | 1,677 | 1,831 | 1,973 | 2,102 | 2,220 | — | — |
| 22 | 1,326 | 1,406 | 1,484 | 1,597 | 1,776 | 1,942 | 2,096 | 2,238 | 2,368 | — | |
| 23 | 1,395 | 1,480 | 1,563 | 1,683 | 1,874 | 2,053 | 2,220 | 2,374 | 2,515 | — | — |
| 24 | 1,464 | 1,554 | 1,641 | 1,769 | 1,973 | 2,164 | 2,343 | 2,509 | 2,663 | 2,805 | — |
| 25 | 1,533 | 1,628 | 1,720 | 1,856 | 2,072 | 2,275 | 2,466 | 2,645 | 2,811 | 2,965 | 3,107 |
| 26 | 1,602 | 1,702 | 1,800 | 1,942 | 2,170 | 2,386 | 2,589 | 2,781 | 2,959 | 3,125 | 3,280 |
| 27 | 1,671 | 1,776 | 1,878 | 2,028 | 2,269 | 2,497 | 2,713 | 2,916 | 3,107 | 3,286 | 3,453 |
| 28 | 1,740 | 1,850 | 1,957 | 2,115 | 2,368 | 2,608 | 2,836 | 3,052 | 3,255 | 3,446 | 3,625 |
| 30 | 1,878 | 1,998 | 2,115 | 2,287 | 2,565 | 2,830 | 3,083 | 3,323 | 3,551 | 3,767 | 3,971 |
| 32 | 2,016 | 2,146 | 2,273 | 2,460 | 2,762 | 3,052 | 3,329 | 3,594 | 3,847 | 4,087 | 4,316 |
| 34 | 2,154 | 2,294 | 2,430 | 2,633 | 2,959 | 3,274 | 3,576 | 3,866 | 4,143 | 4,408 | 4,661 |
| 35 | 2,223 | 2,367 | 2,510 | 2,719 | 3,058 | 3,385 | 3,699 | 4,001 | 4,291 | 4,568 | 4,834 |
| 36 | 2,293 | 2,441 | 2,588 | 2,805 | 3,157 | 3,496 | 3,822 | 4,137 | 4,439 | 4,728 | 5,006 |
| 38 | 2,431 | 2,589 | 2,746 | 2,978 | 3,354 | 3,718 | 4,069 | 4,408 | 4,735 | 5,049 | 5,352 |
| 40 | 2,569 | 2,737 | 2,904 | 3,150 | 3,551 | 3,940 | 4,316 | 4,680 | 5,031 | 5,369 | 5,697 |
Continuation of the table.
1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 7,5 | 8,0 | 8,5 | 9,0 | 9,5 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Extra thick walled | ||||||||||||||
| 5 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 6 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 7 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 8 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 9 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 10 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 11 | — | — | — | — | — | — | — | — | — | — | — | — | — | |
| 12 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 13 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 14 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 15 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 16 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 17 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 18 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 19 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 20 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 21 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 22 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 23 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 24 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 25 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 26 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 27 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 28 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 30 | 4,162 | 4,340 | — | — | — | — | — | — | — | — | — | — | — | — |
| 32 | 4,531 | 4,735 | — | — | — | — | — | — | — | — | — | — | — | — |
| 34 | 4,901 | 5,129 | — | — | — | — | — | — | — | — | — | — | — | — |
| 35 | 5,086 | 5,327 | — | — | — | — | — | — | — | — | — | — | — | — |
| 36 | 5,271 | 5,524 | — | — | — | — | — | — | — | — | — | — | — | — |
| 38 | 5,641 | 5,919 | 6,184 | 6,437 | — | — | — | — | — | — | — | — | — | — |
| 40 | 6,011 | 6,313 | 6,603 | 6,881 | — | — | — | — | — | — | — | — | — | — |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | |
| Extra-thin-walled | Thin-walled | |||||||||||||
| 42 | — | — | — | — | — | 1,011 | 1,207 | 1,402 | 1,498 | 1,594 | 1,785 | 1,973 | 2,159 | 2,435 |
| 45 | — | — | — | — | — | 1,085 | 1,296 | 1,505 | 1,609 | 1,712 | 1,918 | 2,121 | 2,322 | 2,620 |
| 48 | — | — | — | — | — | 1,159 | 1,385 | 1,609 | 1,720 | 1,831 | 2,051 | 2,269 | 2,435 | 2,805 |
| 50 | — | — | — | — | — | 1,208 | 1,444 | 1,678 | 1,794 | 1,910 | 2,140 | 2,368 | 2,594 | 2,929 |
| 51 | — | — | — | — | — | 1,233 | 1,474 | 1,712 | 1,831 | 1,949 | 2,184 | 2,417 | 2,648 | 2,990 |
| 53 | — | — | — | — | — | 1,282 | 1,533 | 1,782 | 1,905 | 2,028 | 2,273 | 2,515 | 2,756 | 3,114 |
| 54 | — | — | — | — | — | 1,307 | 1,563 | 1,816 | 1,942 | 2,068 | 2,317 | 2,565 | 2,810 | 3,175 |
| 56 | — | — | — | — | — | 1,356 | 1,622 | 1,885 | 2,016 | 2,147 | 2,406 | 2,663 | 2,919 | 3,298 |
| 57 | — | — | — | — | — | 1,381 | 1,651 | 1,920 | 2,053 | 2,186 | 2,450 | 2,713 | 2,973 | 3,360 |
| 60 | — | — | — | — | — | 1,455 | 1,740 | 2,023 | 2,164 | 2,304 | 2,584 | 2,861 | 3,136 | 3,545 |
| 63 | — | — | — | — | — | 1,529 | 1,829 | 2,127 | 2,275 | 2,423 | 2,717 | 3,009 | 3,499 | 3,730 |
| 65 | — | — | — | — | — | 1,578 | 1,888 | 2,196 | 2,349 | 2,502 | 2,806 | 3,107 | 3,407 | 3,853 |
| 68 | — | — | — | — | — | 1,652 | 1,977 | 2,299 | 2,460 | 2,620 | 2,939 | 3,255 | 3,570 | 4,038 |
| 70 | — | — | — | — | — | 1,702 | 2,036 | 2,368 | 2,534 | 2,699 | 3,027 | 3,354 | 3,673 | 4,162 |
| 73 | — | — | — | — | — | 1,776 | 2,125 | 2,472 | 2,645 | 2,817 | 3,161 | 3,502 | 3,841 | 4,347 |
| 75 | — | — | — | — | — | 1,825 | 2,184 | 2,541 | 2,719 | 2,896 | 3,249 | 3,601 | 3,930 | 4,470 |
| 76 | — | — | — | — | — | 1,850 | 2,214 | 2,576 | 2,756 | 2,936 | 3,294 | 3,650 | 4,004 | 4,532 |
| 80 | — | — | — | — | — | 2,331 | 2,714 | 2,904 | 3,094 | 3,471 | 3,847 | 4,221 | 4,778 | |
| 83 | — | — | — | — | — | — | 2,420 | 2,817 | 3,015 | 3,212 | 3,605 | 3,995 | 4,383 | 4,963 |
| 85 | — | — | — | — | — | — | 2,480 | 2,886 | 3,089 | 3,291 | 3,693 | 4,094 | 4,492 | 5,086 |
| 89 | — | — | — | — | — | — | 2,598 | 3,024 | 3,237 | 3,449 | 3,871 | 4,291 | 4,709 | 5,333 |
| 90 | — | — | — | — | — | — | 2,628 | 3,059 | 3,274 | 3,488 | 3,915 | 4,340 | 4,763 | 5,395 |
| 95 | — | — | — | — | — | — | 2,776 | 3,232 | 3,459 | 3,685 | 4,137 | 4,587 | 5,034 | 5,703 |
| 100 | — | — | — | — | — | — | — | — | 3,644 | 3,883 | 4,359 | 4,834 | 5,306 | 6,011 |
| 102 | — | — | — | — | — | — | — | — | 3,718 | 3,962 | 4,448 | 4,933 | 5,414 | 6,135 |
| 108 | — | — | — | — | — | — | — | — | 3,940 | 4,198 | 4,714 | 5,228 | 5,740 | 6,504 |
| 110 | — | — | — | — | — | — | — | — | 4,014 | 4,277 | 4,803 | 5,327 | 5,849 | 6,628 |
| 120 | — | — | — | — | — | — | — | — | 4,384 | 4,672 | 5,247 | 5,820 | 6,391 | 7,244 |
| 130 | — | — | — | — | — | — | — | — | 4,754 | 5,066 | 5,691 | 6,313 | 6,934 | 7,861 |
| 140 | — | — | — | — | — | — | — | — | — | 5,461 | 5,135 | 6,807 | 7,476 | 8,477 |
| 150 | — | — | — | — | — | — | — | — | — | — | 6,579 | 7,300 | 8,019 | 9,094 |
| 160 | — | — | — | — | — | — | — | — | — | — | — | 7,793 | 8,561 | 9,710 |
| 170 | — | — | — | — | — | — | — | — | — | — | — | 8,286 | 9,104 | 10,327 |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||
| 2,8 | 3,0 | 3,2 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | ||
| Thin-walled | Thick-walled | |||||||||||
| 42 | 2,707 | 2,885 | 3,062 | 3,323 | 3,749 | 4,162 | 4,562 | 4,951 | 5,327 | 5,690 | 6,042 | |
| 45 | 2,914 | 3,107 | 3,299 | 3,582 | 4,044 | 4,495 | 4,932 | 5,358 | 5,771 | 6,171 | 6,560 | |
| 48 | 3,121 | 3,329 | 3,535 | 3,841 | 4,340 | 4,827 | 5,302 | 5,765 | 6,215 | 6,652 | 7,078 | |
| 50 | 3,259 | 3,477 | 3,693 | 4,014 | 4,538 | 5,049 | 5,549 | 6,036 | 6,511 | 6,972 | 7,423 | |
| 51 | 3,328 | 3,551 | 3,772 | 4,100 | 4,636 | 5,160 | 5,672 | 6,172 | 6,659 | 7,132 | 7,596 | |
| 53 | 3,466 | 3,699 | 3,930 | 4,273 | 4,834 | 5,382 | 5,919 | 6,443 | 6,955 | 7,453 | 7,941 | |
| 54 | 3,535 | 3,773 | 4,009 | 4,359 | 4,932 | 5,493 | 6,042 | 6,578 | 7,103 | 7,613 | 8,114 | |
| 56 | 3,674 | 3,921 | 4,167 | 4,532 | 5,130 | 5,715 | 6,289 | 6,850 | 7,398 | 7,934 | 8,459 | |
| 57 | 3,743 | 3,995 | 4,246 | 4,618 | 5,228 | 5,826 | 6,412 | 6,985 | 7,546 | 8,095 | 8,632 | |
| 60 | 3,950 | 4,217 | 4,482 | 4,877 | 5,524 | 6,159 | 6,782 | 7,392 | 7,990 | 8,575 | 9,149 | |
| 63 | 4,157 | 4,439 | 4,719 | 5,136 | 5,820 | 6,492 | 7,152 | 7,799 | 8,434 | 9,056 | 9,667 | |
| 65 | 4,295 | 4,587 | 4,877 | 5,308 | 6,017 | 6,714 | 7,398 | 8,070 | 8,730 | 9,377 | 10,013 | |
| 68 | 4,502 | 4,809 | 5,113 | 5,567 | 6,313 | 7,047 | 7,768 | 8,477 | 9,174 | 9,857 | 10,530 | |
| 70 | 4,640 | 4,957 | 5,271 | 5,740 | 6,511 | 7,269 | 8,015 | 8,749 | 9,470 | 10,178 | 10,876 | |
| 73 | 4,847 | 5,179 | 5,508 | 5,999 | 6,807 | 7,602 | 8,385 | 9,156 | 9,914 | 10,659 | 11,394 | |
| 75 | 4,986 | 5,327 | 5,666 | 6,172 | 7,004 | 7,824 | 8,631 | 9,427 | 10,210 | 10,980 | 11,739 | |
| 76 | 5,055 | 5,401 | 5,745 | 6,258 | 7,103 | 7,935 | 8,755 | 9,562 | 10,358 | 11,140 | 11,911 | |
| 80 | 5,331 | 5,697 | 6,060 | 6,603 | 7,497 | 8,379 | 9,248 | 10,105 | 10,950 | 11,781 | 12,602 | |
| 83 | 5,538 | 5,919 | 6,298 | 6,862 | 7,793 | 8,712 | 9,618 | 10,512 | 11,394 | 12,263 | 13,120 | |
| 85 | 5,676 | 6,067 | 6,455 | 7,035 | 7,990 | 8,934 | 9,865 | 10,783 | 11,690 | 12,584 | 13,465 | |
| 89 | 5,952 | 6,363 | 6,771 | 7,380 | 8,385 | 9,378 | 10,358 | 11,326 | 12,281 | 13,225 | 14,156 | |
| 90 | 6,021 | 6,437 | 6,850 | 7,466 | 8,484 | 9,489 | 10,481 | 11,461 | 12,429 | 13,385 | 14,328 | |
| 95 | 6,367 | 6,867 | 7,244 | 7,898 | 8,977 | 10,043 | 11,098 | 12,140 | 13,169 | 14,187 | 15,191 | |
| 100 | 6,712 | 7,176 | 7,639 | 8,329 | 9,470 | 10,598 | 11,714 | 12,818 | 13,909 | 14,988 | 16,055 | |
| 102 | 6,850 | 7,324 | 7,797 | 8,502 | 9,667 | 10,820 | 11,961 | 13,089 | 14,205 | 15,308 | 16,400 | |
| 108 | 7,264 | 7,768 | 8,270 | 9,020 | 10,259 | 11,486 | 12,701 | 13,903 | 15,093 | 16,269 | 17,436 | |
| 110 | 7,402 | 7,916 | 9,428 | 9,193 | 10,456 | 11,708 | 12,947 | 14,174 | 15,389 | 16,590 | 17,781 | |
| 120 | Extra-thin-walled | 8,093 | 8,656 | 9,217 | 10,056 | 11,443 | 12,818 | 14,180 | 15,531 | 16,868 | 18,193 | 19,507 |
| 130 | 8,783 | 9,396 | 10,007 | 10,919 | 12,429 | 13,928 | 15,413 | 16,887 | 18,348 | 19,796 | 21,233 | |
| 140 | 9,474 | 10,136 | 10,796 | 11,782 | 13,416 | 15,037 | 16,646 | 18,243 | 19,828 | 21,400 | 22,960 | |
| 150 | 10,164 | 10,876 | 11,584 | 12,645 | 14,402 | 16,147 | 17,880 | 19,600 | 21,308 | 23,003 | 24,686 | |
| 160 | 10,855 | 11,616 | 12,374 | 13,508 | 15,389 | 17,257 | 19,113 | 20,956 | 22,787 | 24,606 | 26,412 | |
| 170 | 11,546 | 12,355 | 13,163 | 14,371 | 16,375 | 18,367 | 20,346 | 22,312 | 24,267 | 26,209 | 28,139 | |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 7,.5 | 8,0 | 8,5 | 9,0 | 9,5 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Extra thick walled | ||||||||||||||
| 42 | 6,381 | 6,708 | 7,023 | 7,324 | — | — | — | — | — | — | — | — | — | — |
| 45 | 6,956 | 7,300 | 7,651 | 7,990 | 8,317 | 8,632 | — | — | — | — | — | — | — | — |
| 48 | 7,491 | 7,892 | 8,280 | 8,656 | 9,020 | 9,371 | — | — | — | — | — | — | — | — |
| 50 | 7,861 | 8,286 | 8,699 | 9,110 | 9,489 | 9,865 | 10,580 | 11,246 | — | — | — | — | — | — |
| 51 | 8,046 | 8,484 | 8,909 | 9,322 | 9,723 | 10,111 | 10,851 | 11,542 | — | — | — | — | — | — |
| 53 | 8,416 | 8,878 | 9,328 | 9,766 | 10,191 | 10,604 | 11,394 | 12,133 | — | — | — | — | — | — |
| 54 | 8,601 | 9,075 | 9,538 | 9,988 | 10,426 | 10,851 | 11,665 | 12,429 | — | — | — | — | — | — |
| 56 | 8,971 | 9,470 | 9,957 | 10,432 | 10,894 | 11,345 | 12,207 | 13,021 | — | — | — | — | — | — |
| 57 | 9,156 | 9,667 | 10,167 | 10,654 | 11,128 | 11,591 | 12,479 | 13,317 | — | — | — | — | — | — |
| 60 | 9,710 | 10,259 | 10,796 | 11,320 | 11,831 | 12,331 | 13,293 | 14,205 | — | — | — | — | — | — |
| 63 | 10,265 | 10,851 | 11,424 | 11,985 | 12,534 | 13,070 | 14,106 | 15,093 | — | — | — | — | — | — |
| 65 | 10,635 | 11,246 | 11,844 | 12,429 | 13,003 | 13,564 | 14,649 | 15,685 | — | — | — | — | — | — |
| 68 | 11,190 | 11,838 | 12,473 | 13,095 | 13,706 | 14,304 | 15,463 | 16,573 | — | — | — | — | — | — |
| 70 | 11,560 | 12,232 | 12,892 | 13,539 | 14,174 | 14,797 | 16,005 | 17,164 | — | — | — | — | — | — |
| 73 | 12,115 | 12,824 | 13,521 | 14,205 | 14,877 | 15,537 | 16,819 | 18,052 | — | — | — | — | — | — |
| 75 | 12,485 | 13,219 | 13,940 | 14,649 | 15,345 | 16,030 | 17,362 | 18,644 | — | — | — | — | — | — |
| 76 | 12,670 | 13,416 | 14,150 | 14,871 | 15,580 | 16,276 | 17,633 | 18,940 | — | — | — | — | — | — |
| 80 | 13,410 | 14,205 | 14,988 | 15,759 | 16,517 | 17,263 | 18,718 | 20,124 | — | — | — | — | — | — |
| 83 | 13,965 | 14,797 | 15,617 | 16,425 | 17,220 | 18,003 | 19,532 | 21,012 | — | — | — | — | — | — |
| 85 | 14,334 | 15,191 | 16,036 | 16,868 | 17,688 | 18,496 | 20,074 | 21,603 | — | — | — | — | — | — |
| 89 | 15,074 | 15,981 | 16,875 | 17,756 | 18,626 | 19,483 | 21,160 | 22,787 | — | — | — | — | — | — |
| 90 | 15,259 | 16,178 | 17,084 | 17,978 | 18,860 | 19,729 | 21,431 | 23,083 | — | — | — | — | — | — |
| 95 | 16,184 | 17,164 | 18,132 | 19,088 | 20,031 | 20,962 | 22,787 | 24,563 | — | — | — | — | — | — |
| 100 | 17,109 | 18,151 | 19,180 | 20,198 | 21,203 | 22,192 | 24,144 | 26,043 | 29,692 | 33,145 | 36,400 | — | — | — |
| 102 | 17,479 | 18,545 | 19,600 | 20,642 | 21,671 | 22,689 | 24,686 | 26,634 | 30,383 | 33,934 | 37,288 | — | — | — |
| 108 | 18,589 | 19,729 | 20,857 | 21,973 | 23,077 | 24,168 | 26,314 | 28,410 | 32,455 | 36,302 | 39,952 | — | — | — |
| 110 | 18,959 | 20,124 | 21,277 | 22,417 | 23,546 | 24,662 | 26,856 | 29,002 | 33,145 | 37,091 | 40,839 | 44,391 | 47,745 | — |
| 120 | 20,808 | 22,097 | 23,373 | 24,637 | 25,888 | 27,128 | 29,569 | 31,961 | 36,598 | 41,037 | 45,278 | 49,323 | 53,170 | — |
| 130 | 22,658 | 24,070 | 25,469 | 26,856 | 28,231 | 29,504 | 32,282 | 34,921 | 40,050 | 44,983 | 49,718 | 54,255 | 58,596 | — |
| 140 | 24,507 | 26,043 | 27,565 | 29,076 | 30,574 | 32,060 | 34,995 | 37,880 | 43,503 | 48,928 | 54,157 | 59,188 | 64,021 | — |
| 150 | 26,357 | 28,016 | 29,662 | 31,295 | 32,917 | 34,526 | 37,707 | 40,839 | 46,955 | 52,874 | 58,596 | 64,120 | 69,447 | — |
| 160 | 28,207 | 29,988 | 31,758 | 33,515 | 35,260 | 36,992 | 40,420 | 43,799 | 50,408 | 56,820 | 63,035 | 69,052 | 74,872 | — |
| 170 | 30,056 | 31,961 | 33,854 | 35,733 | 37,603 | 39,458 | 43,133 | 46,758 | 53,861 | 60,766 | 67,174 | 73,984 | 80,298 | 86,414 |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | |
| Extra-thin-walled | ||||||||||||||
| 180 | — | — | — | — | — | — | — | — | — | — | — | 8,779 | 9,647 | 10,944 |
| 190 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 200 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 210 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 220 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 240 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 250 | — | — | — | — | — | — | — | — | — | — | — | — | — | — |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | ||||||||||
| 2,8 | 3,0 | 3,2 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 6,5 | 7,0 | |
| Extra-thin-walled | Thin-walled | ||||||||||
| 180 | 12,236 | 13,095 | 13,952 | 15,235 | 17,362 | 19,476 | 21,579 | 23,669 | 25,747 | 27,812 | 29,865 |
| 190 | 12,927 | 13,835 | 14,742 | 16,098 | 18,348 | 20,586 | 22,812 | 25,025 | 27,226 | 29,415 | 31,591 |
| 200 | — | 14,575 | 15,531 | 16,961 | 19,335 | 21,696 | 24,045 | 26,382 | 28,706 | 31,018 | 33,318 |
| 210 | — | 15,315 | 16,320 | 17,824 | 20,321 | 22,806 | 25,278 | 27,738 | 30,186 | 32,621 | 35,044 |
| 220 | — | 16,055 | 17,109 | 18,687 | 21,308 | 23,915 | 26,511 | 29,094 | 31,665 | 34,224 | 36,770 |
| 240 | — | — | — | — | — | 26,135 | 28,977 | 31,807 | 34,625 | 37,430 | 40,223 |
| 250 | — | — | — | — | — | 27,244 | 30,210 | 33,164 | 36,104 | 39,033 | 41,949 |
Continuation of the table. 1
| Outer diameter, mm | Theoretical weight of 1 m of pipes, kg, with wall thickness, mm | |||||||||||||
| 7,5 | 8,0 | 8,5 | 9,0 | 9,5 | 10 | 11 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | |
| Thin-walled | Thick-walled | |||||||||||||
| 180 | 31,906 | 33,934 | 35,950 | 37,954 | 39,945 | 41,925 | 45,846 | 49,718 | 57,313 | 64,712 | 74,913 | 78,917 | 85,723 | 92,333 |
| 190 | 33,755 | 35,907 | 38,046 | 40,174 | 42,288 | 44,391 | 48,558 | 52,677 | 60,766 | 68,658 | 76,352 | 83,849 | 91,149 | 98,251 |
| 200 | 35,605 | 37,880 | 40,143 | 42,393 | 44,631 | 46,857 | 51,271 | 55,636 | 64,218 | 72,603 | 80,791 | 88,781 | 96,574 | 104,170 |
| 210 | 37,455 | 39,853 | 42,239 | 44,613 | 46,974 | 49,323 | 53,984 | 58,596 | 67,671 | 76,549 | 85,230 | 93,714 | 102,000 | 110,089 |
| 220 | 39,304 | 41,826 | 44,335 | 46,832 | 49,317 | 51,789 | 56,697 | 61,555 | 71,124 | 80,495 | 89,669 | 98,646 | 107,425 | 116,008 |
| 240 | 43,003 | 45,772 | 48,528 | 51,271 | 54,002 | 56,721 | 62,122 | 67,474 | 78,029 | 88,387 | 98,547 | 108,511 | 118,276 | 127,845 |
| 250 | 44,853 | 47,744 | 50,624 | 53,491 | 56,345 | 59,188 | 64,835 | 70,433 | 81,481 | 92,333 | 102,986 | 113,443 | 123,702 | 133,764 |
Notes:
1. The theoretical mass of 1 m of pipe length is calculated in kilograms using the formula:
,
where M -
weight, kg;
D
n
-
outer diameter, mm;
s —
wall thickness, mm.
When determining the theoretical mass of 1 m of pipes, the steel density of 7.85 g/cm3 is taken as the initial value.
2. At the consumer’s request, it is allowed to manufacture pipes with a diameter of 4 mm with a wall thickness from 0.2 to 1.2 mm, diameters of 125 and 133 mm with a wall thickness of 2.0 to 20 mm, and dimensions 29 ´ 5.5; 32 ´ 8.5; 33 ´ 1.5; 33 ´ 8.0; 39 ´ 3.0; 41 ´ 5.5; 43 ´ 8.0; 44 ´ 3.0; 46 ´ 3.0; 46 ´ 6.0; 55 ´ 9.0; 58 ´ 4.0 and 84 ´ 8.0 mm.
3. Pipes with a diameter of 100 mm or more with a D
n
/ s
more than 50 and pipes with a ratio
D
n
/ s
less than 4 are supplied according to the technical documentation agreed with the customer.
table 2
| Pipe sizes | Limit deviations |
| Outer diameter, mm: | |
| from 4 to 10 incl. | ±0.15 mm |
| St. 10" 30" | ±0.30 mm |
| » 30 » 50 » | ±0.40 mm |
| » 50 | ±0,8% |
| Wall thickness, mm: | |
| up to 1 | ±0.12 mm |
| St. 1 to 5 incl. | ±10% |
| » 1 » 2.5 with a diameter of 110 mm or more | ±12% |
| St. 5 | ±8% |
4, 5. (Changed edition, Amendment No. 2).
6. Pipes must be manufactured according to the outer diameter and wall thickness. At the request of the consumer, pipes must be manufactured according to the internal diameter and wall thickness, as well as the outer and inner diameter and wall thickness.
Maximum deviations for the internal diameter of pipes should not exceed the corresponding maximum deviations for the outer diameter.
For pipes with an internal diameter of 10 mm or less, maximum deviations in the internal diameter are established by agreement between the manufacturer and the consumer.
7. Ovality and variation in wall thickness of pipes should not take their dimensions beyond the maximum deviations in outer diameter and wall thickness, respectively.
8. The curvature of any section of the pipe per 1 m length should not exceed:
3 mm - for pipes with a diameter of 4 to 8 mm;
2 mm - for pipes with a diameter of 8 to 10 mm;
1.5 mm - for pipes with a diameter over 10 mm.
At the request of the consumer, the curvature of pipes with a diameter of 20-90 mm should not exceed 1 mm per 1 m of length.
Note: For pipes with outer diameter ratio D
n to wall thickness
s manufactured
without heat treatment, curvature standards are established by agreement between the manufacturer and the consumer.
(Changed edition, Amendment No. 2).
9 . Pipe material and technical requirements for them are in accordance with GOST 8733.
Examples of symbols
Pipe with an outer diameter of 70 mm, a wall thickness of 2.0 mm, a length multiple of 1250 mm, made of steel grade 20, supplied according to the chemical composition (according to group B) GOST 8733:
The same, 6000 mm long (measurement length), made of steel grade 20, supplied according to mechanical properties and chemical composition (according to group B) GOST 8733:
The same, with combined maximum deviations (for the diameter of increased accuracy according to GOST 9567, for the wall thickness of normal accuracy):
The same, of unmeasured length, supplied without standardization of mechanical properties and chemical composition, but indicating the value of hydraulic pressure (according to group D) GOST 8733:
The same, from steel grade 10, supplied according to mechanical properties, controlled on heat-treated samples, and chemical composition (according to group G) GOST 8733:
Pipe with an internal diameter of 70 mm and a wall thickness of 2.5 mm of unmeasured length, made of steel grade 40X, supplied according to group B according to GOST 8733:
INFORMATION DATA
1. APPROVED AND ENTERED INTO EFFECT by Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated October 13, 1975 No. 2604
2. INSTEAD GOST 8734-58
3. REFERENCE REGULATIVE AND TECHNICAL DOCUMENTS
| Designation of the referenced technical document | Item number |
| GOST 8733-74 | 9 |
| GOST 9567-75 | 5, 9 |
4. Tested in 1991. The validity period was removed by Decree of the USSR State Standard of 11.11.91 No. 1714
5. REISSUE with Amendments No. 1, 2, 3, approved in August 1978, November 1981, March 1988 (IUS 9-78, 2-82, 6-88)
Cons of seamless pipes
Despite the large number of advantages, the pipe still has some disadvantages. Of course, they must be taken into account when choosing equipment. So, the disadvantages of steel pipes regulated by GOST No. 8734 74, 75, 78, 81, 87 include:
- susceptibility to corrosion. Such a part has only one vulnerable area in this regard - the welded joint. However, in our time, enough ways have already been invented to eliminate such a disadvantage. This is done using various protective coatings, powder coatings, and also by adding special substances to the alloy, such as, for example, according to the GOST standard number 8733 74;
- heavy weight. This disadvantage implies certain difficulties when transporting equipment and installing it;
- high price. When compared with analogues made from other materials, metal equipment manufactured in compliance with all the requirements of GOST 8734 75 and 78 is quite expensive. This is explained, first of all, by manufacturing costs, because such pipes have a high cost;
- limitation on the length of supplied segments. GOST regulates the length of manufactured pipes;
- high thermal conductivity of products. When installed in residential premises, this may lead to the destruction of the decorative finish of the walls, as well as the danger of getting burned on the hot surface of the pipe.
Since steel pipes are heavy, the cost of using equipment for loading and transportation is inevitable
Features of cold-formed products
It is worth paying attention to several important points regarding pipe design in order to select the right product for your pipeline.
Steel pipes produced in accordance with the GOST document differ:
- high level of thermal conductivity. This is fraught with some unpleasant moments. For example, if you are using the product to supply hot water in your home, it is best not to install the pipes tightly against the walls, as the outer surface of the product may fog up. And this will lead to dampness on the walls and, as a result, the appearance of fungus or mold;
- good electrical conductivity. Therefore, the cold-deformed part is not used to protect and insulate electrical cables;
- susceptible to liquid freezing. Try to install communications from pipes GOST 8734 74, 75, 78 in conditions more or less close to normal temperatures. If the transported liquid freezes inside the pipe, there is a risk of damage to the surface of the product;
- restriction of segments. For 1 km of communications, with a pipe diameter (according to the 8734 78 standard) of 110 mm, there will be approximately 83-85 joints, and, accordingly, weak points.
Material for production
Steel pipes owe many of their advantages and disadvantages, of course, to the material from which they are made. Steel is a type of metal alloy that is resistant to the development of corrosion processes, strength and long service life.
The quality and properties of pipes depend on the raw materials used for the blanks
Having a dense structure, the pipe, manufactured in accordance with state standard No. 8733 74, is airtight and not subject to mechanical damage. Difficulties may arise when it is necessary to transport chemically aggressive substances using such pipes. The action of some of them can have a detrimental effect on the performance and strength characteristics of the material.
The pipes in accordance with GOST No. 8733 74 include high quality carbon and alloy steel. This provides a certain level of resistance to the effects of biologically and chemically active substances, however, this feature is not absolute for any aggressive environment. It is better to consult a specialist before using pipes for supplying caustic liquids and gaseous media.
Production process
In order to better understand the types of equipment and its quality, it is not a bad idea to familiarize yourself with the process of its manufacture, since it is at this stage that all the necessary parameters and qualities of the product, as provided for by GOST, are formed.
In the manufacture of pipes, in accordance with 8734 81 standards, the seamless production method is used. First, an ingot is made from a carbon steel alloy (according to the conditions of standard No. 8733 74). Then, inside it, with the help of special equipment (a rolling mill with rotating rolls operating on a drive), plastic deformation of the workpiece occurs. As a result of this procedure, a hole of the required diameter is formed inside the ingot. At the same stage, the thickness of the workpiece walls is also adjusted.
Finished pipes are checked for compliance with the parameters defined by accepted standards
The specificity of the pipe manufactured according to this GOST is that the cold rolling method is used in its production. This means that during the formation of the product, according to standard No. 8734 75, the metal temperature is maintained at a lower temperature than that required for recrystallization. After the main part of the process is completed, the pipe is tested to ensure that it meets all stated quality standards. The part is checked for strength, resistance to damage and other parameters. Next, the products are packaged and prepared for sale.
Round thin-walled steel pipe
A steel pipe with a wall thickness not exceeding 1.5 mm is classified as non-standard rolled metal. Products of this type are difficult to manufacture, however, due to their small diameter, the use of such products makes it possible to solve highly specialized specific problems. And in some cases, there may simply be no alternative to a thin-walled pipe.
Thin-walled steel pipes are used only in areas where there are no heavy loads on the pipeline
Application of thin-walled pipes
A few words about the specifics of products of this type. Since we are talking about technical products, its definition should contain numbers, and not a subjective assessment of belonging to one class or another. So: the range of thin-walled steel pipes includes products with a wall thickness of no more than 1.5 millimeters or if the value of the coefficient determined by the formula
K= Din/Sst., where
Din. is the outer diameter, and S st. – wall thickness, lies in the range of 12.5...40.
A good example of the use of thin-walled metal products includes pneumatic and hydraulic drive systems in the automotive, aviation and shipbuilding industries.
Of course, the above-mentioned area of application for thin-walled steel pipes is far from the only one. They can be found in such industries as:
- construction;
- housing and communal services sector;
- furniture manufacturing;
- boiler houses of energy enterprises.
Architectural elements or decorative items can be made from steel pipes
In everyday life, these products are also not uncommon. But here they are most often used when engineering communications must have moderate strength, sufficient to withstand only low loads. In this case, we are talking primarily about a thin-walled steel pipe for electrical wiring.
Steel pipe production
Depending on the production method, there are three types of thin-walled steel pipe products:
- cold-formed seamless;
- hot-formed seamless;
- electric welded
Each type has its own characteristics, which affect the strength and possibility of using them in a particular industry.
Cold-deformed seamless pipes (GOST 8734-75). The production process for products of this type is practically the same as in the case described above. The main two differences are:
- The stitched sleeve is cooled and passes through all the rollers at a relatively low temperature.
- At the final stage, heat treatment is carried out. Thus, by eliminating the stress in the metal, which always occurs during cold deformation, the steel acquires elasticity and toughness. After this, the rollers are recalibrated.
Cold deformation is one of the methods for producing seamless steel pipes
Electric welded pipes. They are produced in accordance with GOST 10704 from flat steel sheet, which is unwound from a roll, and then cut into strips of small width. At the next stage, the sheets are welded into an endless strip. The workpiece thus obtained is fed to an automatic welding machine. The welding procedure is performed mainly in two ways:
- high-frequency induction currents using the so-called HF technology;
- welding in an inert environment with an electric arc is already a TIG technology.
Note! When purchasing thin-walled metal pipes, you will most likely be offered products manufactured by the HF method. The TIG seam is considered more durable. However, in those areas where a very reliable thin-walled small diameter is required, preference should be given to seamless rolled pipe.
After cooling, the workpiece undergoes flaw detection. At this stage, quality control is carried out, as well as the tightness of the seam. The dimensions required by GOST are ensured by calibration on rollers.
Hot-deformed seamless pipes. The production of products of this type is regulated by the requirements of GOST 8732-78.
- the workpiece is a monolithic steel cylinder. First, the rod (this is another name for the cylindrical billet) is sent to the furnace, where it is heated to the metal recrystallization temperature;
- then a hollow cylinder inside is formed from plastic steel on a piercing press - a sleeve, characterized by irregular dimensions and shape;
- After passing through a series of rollers, the workpiece acquires the diameter and required wall thickness determined by the assortment. After calibration, the cooled pipe is cut into pieces of the required length and packaged.
Finished pipes undergo inspection, including visual inspection, as well as measurements with special devices and tools.
It should be noted that when passing through the rollers, a mandrel is present inside the pipe.
Technical characteristics of thin-walled steel pipe
The weight of this product is the main factor on the basis of which its price is calculated. In addition to the assortment, GOSTs contain tables of the mass of one linear meter of thin-walled steel pipe depending on the wall thickness and diameter. You can get an idea of the relationship between these characteristics of such parts by studying the table below. It contains selective data concerning only some standard sizes of cold-formed products.
Scope of application
Pipes manufactured in accordance with GOST 8734 75, 87 (hot and cold deformed) are a very popular product. And not only in the plumbing products market, but also in various branches of the engineering and furniture industries. In addition, the use of seamless cold-deformed steel pipes according to GOST 8734 74 is also acceptable for decorating premises. However, the most popular, of course, are pipes as an element of communication systems. These can be water pipes adapted to supply cold and hot water. In addition, such a pipe is used to supply and transport fuel substances, as well as gaseous and liquid chemically active substances.
Helpful advice! It is worth keeping in mind that steel is susceptible to the effects of some particularly aggressive chemicals, therefore, when choosing a material for a communication system, pay attention to the properties of the working environment and check the actual parameters of the pipe material with the standards of GOST 8734 75 and 8733 74.
Steel gives off heat well, so pipes made from it are often used for the production of heating devices
Steel pipes are manufactured in various lengths, diameters and thicknesses. Therefore, this material is very convenient for the manufacture of various furniture elements (table and chair legs, backrests, etc.) and decor.
Seamless hot-deformed steel pipes GOST 8732-78. Assortment
Scope of application The standard applies to hot-formed seamless steel pipes for general purposes, manufactured in outer diameter, wall thickness and length.
The standard establishes a range of hot-deformed seamless steel pipes, the outer diameter of which is from 25 to 530 mm inclusive.
Classification
Based on the accuracy of manufacturing the outer diameter of the pipe, the following are manufactured:
- increased;
- ordinary.
According to the length of the pipe, the following should be made:
- unmeasured length - ranging from 4 to 12.5 m;
- measured length - within unmeasured;
- length that is a multiple of the measured length - within the unmeasured length with an allowance for each cut of 5 mm;
- approximate length - within an unmeasured length.
The mass of 1 m of pipes is calculated using the formula:
М = 0.02466 • S (Dн –S)
where Dн – outer diameter, mm, S – wall thickness, mm. The density of steel is taken to be 7.850 g/cm3.
Seamless hot-deformed steel pipes GOST 8731-87. Specifications
Scope of application
The standard applies to hot-deformed seamless pipes made of carbon, low-alloy, alloy steel for pipelines, structures, machine parts and other technical purposes.
Pipes made from ingots are not allowed to be used for transporting hazardous substances (classes I, II, III), explosive and fire hazardous substances, as well as steam and hot water.
Classification
Depending on the standardized indicators, pipes must be manufactured in the following groups:
- A – with standardization of mechanical properties of steel grades St2sp, St4sp, St5sp, St6sp according to GOST 380-88;
- B – with normalization of the chemical composition of mild steel grades in accordance with GOST 380-88, 1st category, group B, with a normal mass fraction of manganese in accordance with GOST 1050-88, as well as from steel grades in accordance with GOST 4543-71;
- B – with standardization of mechanical properties and chemical composition;
- G – with standardization of the chemical composition and control of mechanical properties on samples;
- D – with normalization of test hydraulic pressure.
For pipes of all types operating under pressure, the test hydraulic pressure is calculated according to GOST 3845-75. Pipes must withstand hydraulic pressure in accordance with the requirements of GOST 3845-75, but not more than 20 MPa (20 kg/cm2), and at the request of the consumer - over 20 MPa (200 kg/cm2).
Hydraulic pressure testing may be replaced by inspection of each pipe using non-destructive methods in accordance with GOST 17410-78.
Pipes are manufactured without heat treatment. At the request of the consumer, they must be manufactured heat-treated.
The ends of the pipes must be cut at right angles.
Pipes made directly from an ingot are additionally marked with the letter “L”.
Cold-deformed seamless steel pipes GOST 8734-75. Assortment
Scope of application
The standard establishes a range of seamless cold-deformed steel pipes, the outer diameter of which is from 5 to 250 mm inclusive.
Classification
Depending on the thickness of the outer diameter (Dн) to the wall thickness (s), pipes are divided into:
- extra-thin-walled with Dн/s more than 40 and pipes with a diameter of 20 mm or less with a wall of 0.5 mm or less;
- thin-walled with Dн/s from 12.5 to 40 and pipes with a diameter of 20 mm or less with a wall of 1.5 mm;
- thick-walled with Dн/s from 6 to 12.5;
- extra-thick-walled with Dн/s less than 6.
According to the length of the pipe, the following should be made:
- unmeasured length from 1.5 to 11.5 m;
- measured length from 4.5 to 9 m with maximum length deviations of +10 mm;
- length, a multiple of the measured length from 1.5 to 9 m with an allowance for each cut of 5 mm.
In each batch of pipes of standard length, no more than 5% of pipes of unmeasured length and shorter than 2.5 m are allowed.
The curvature of any pipe section per 1 m length should not exceed:
- 3 mm – for pipes with a diameter of 5 to 8 mm;
- 2 mm – for pipes with a diameter of 8 to 10 mm;
- 1.5 mm – for pipes with a diameter over 10 mm.
Cold-deformed and heat-deformed seamless steel pipes GOST 8733-87. Specifications
Scope of application
The standard applies to cold-worked and heat-worked general purpose seamless steel pipes made of carbon and alloy steel.
Classification
Cold-deformed and heat-deformed seamless steel pipes are made from carbon and alloy steel in accordance with GOST 1050, GOST 14959, GOST 4543, GOST 19281.
Depending on the quality indicators, pipes should be manufactured in the following groups:
- B – with standardization of the chemical composition;
- B – with standardization of mechanical properties and chemical composition;
- G – with standardization of the chemical composition and control of mechanical properties on samples;
- D – with normalization of test hydraulic pressure;
- E – after special heat treatment.
Pipes are manufactured by heat treatment.
Without heat treatment, pipes are manufactured in which the ratio of the outer diameter D to the wall thickness S is 50 or more.
The ends of the pipes must be cut at right angles and cleared of burrs.
Steel water and gas pipes GOST 3262-75. Specifications
Scope of application
The standard applies to non-galvanized and galvanized welded steel pipes used for water and gas pipelines, heating systems, as well as for parts of water and gas pipeline structures.
Classification
Water and gas pipes are manufactured:
- non-galvanized;
- galvanized.
Pipes are manufactured according to size and weight in accordance with the table:
| Conditional pass | Outside diameter | Pipe wall thickness | Weight of 1 m of pipes, kg | ||||
| lungs | ordinary | reinforced | lungs | ordinary | reinforced | ||
| 6 | 10,2 | 1,80 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,00 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,00 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | – | – | 1,10 | – | – |
| 15 | 21,3 | 2,50 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | – | – | 1,42 | – | – |
| 20 | 26,8 | 2,50 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,80 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,80 | 3,2 | 4,0 | 2,73 | 3,09 | 3,73 |
| 40 | 48,0 | 3,00 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,00 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,20 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,50 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,50 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,00 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,00 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,00 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Maximum deviations in the mass of pipes should not exceed +8%.
Galvanized pipes are 3% heavier than non-galvanized pipes.
According to the precision of manufacturing, pipes are manufactured:
- ordinary;
- elevated.
Examples of symbols
Ordinary pipe, non-galvanized, of normal manufacturing precision, of unmeasured length, with a nominal bore of 20 mm, wall thickness of 2.8 mm.
Pipe 20x2.8 GOST 3262-75
An ordinary pipe with zinc coating, standard manufacturing precision, measured length 4000 mm, nominal bore 20 mm, wall thickness 2.8 mm.
Pipe Ts 20x2.8 - 4000 GOST 3262-75
For pipes with increased manufacturing precision, the letter P is indicated in the symbol after the size of the nominal bore.
For pipes for rolling threads, the letter N is indicated in the symbol after the word “pipe”.
Pipes are made from steels in accordance with GOST 380-88 and GOST 1050-88 without standardization of mechanical properties and chemical composition.
Pipes for parts of water supply and gas pipeline structures are made of steel in accordance with GOST 1050-88.
The length of the pipe is made from 4 to 12 m:
- measured or multiple measured length with an allowance for each cut of 5 mm and maximum deviations for the entire length plus 10 mm;
- of unmeasured length.
By agreement between the manufacturer and the consumer, up to 5% of pipes with a length of 1.5 to 4 m are allowed in a batch of unmeasured pipes.
Square steel pipes GOST 8639-82. Assortment
Scope of application
The standard applies to seamless steel hot-rolled, cold-drawn and electric-welded square pipes.
Classification
Pipes are manufactured:
- seamless - hot-rolled and cold-drawn;
- electric welded – non-drawn and drawn
The method of manufacturing pipes is indicated in the order.
Pipes are supplied by:
- unmeasured length:
- seamless hot-rolled – up to 12.5 m;
- seamless cold-drawn and electric-welded - up to 9 m;
Example of symbol:
Square pipe 40x40, wall thickness 3 mm, made of grade 10 steel:
Pipe 40x40x3 – 10 GOST 8639-68
Steel profile pipes GOST 13663-86. Specifications
Scope of application
The standard applies to profile hot-deformed, cold-deformed, electric-welded and electric-welded cold-deformed pipes for general purposes made of carbon steel.
Classification
Pipes are manufactured hot-deformed, cold-deformed, electric-welded or electric-welded cold-deformed.
Pipes are made from steel grades:
- St2sp, St2ps, St2kp, St4sp, St4ps, St4kp according to GOST 380;
- grades 10, 10ps, 20, 35, 45, 08kp according to GOST 1050-88.
Depending on the purpose, pipes should be manufactured:
- group A – with normalization of mechanical properties of steel grades according to GOST 380;
- group B - with standardization of mechanical properties and chemical composition of steel grades in accordance with GOST 1050-88 and GOST 380-88.
In pipe symbols, the index A or B is placed before the steel grade.
Pipes are manufactured either heat-treated or without heat treatment.
The ends of the pipes must be cut at right angles.
Hydraulic testing of pipes and standards for them are determined by agreement between the manufacturer and the consumer.
Rectangular steel pipes GOST 8645-68. Assortment
Scope of application
The standard applies to seamless steel hot-rolled, cold-drawn and electric-welded rectangular pipes.
Classification
Pipes are manufactured:
- seamless - hot-rolled and cold-drawn;
- electric welded
The method of manufacturing pipes is indicated in the order.
Pipes are supplied by:
- unmeasured length:
- seamless hot-rolled – up to 12.5 m;
- seamless cold-drawn and electric-welded - up to 9 m;
Example of a symbol
Pipe with outer dimensions A = 40 mm and B = 25 mm with a wall thickness of 3 mm, length 6000 mm, made of steel grade 10, group B GOST 13663-86.
Pipe (40x25x3x6000 GOST 8645-68)/(B 10 GOST 13663-86)
Welded steel pipes for main gas and oil pipelines GOST 20295-85. Specifications
Scope of application
The standard applies to straight-seam and spiral-welded steel pipes with a diameter of 159–820 mm used for the construction of main gas and oil pipelines, oil product pipelines, process and field pipelines.
Classification
Straight-seam and spiral-welded steel pipes with a diameter of 159–820 mm are manufactured in three types:
- 1 – straight-seam welded with a diameter of 159–426 mm, manufactured by resistance welding with high-frequency currents;
- 2 – spiral welded with a diameter of 159–820 mm, made by electric arc welding;
- 3 – straight-seam welded with a diameter of 530–820 mm, made by electric arc welding.
Pipes are manufactured heat-treated (throughout the entire volume or along the welded joint) and without heat treatment, depending on the strength class.
Depending on the mechanical properties, pipes are manufactured in strength classes:
K34, K38, K42, K50, K52, K52, K55, K60.
The steel grade is selected by the pipe manufacturer taking into account the requirements for the standards of mechanical properties and restrictions on the maximum content of steel elements in accordance with GOST 380, GOST 1050 with a limit on the mass fraction of carbon of no more than 0.24% and low-alloy steel in accordance with GOST 19281 in accordance with the class strength.
Pipes are manufactured in lengths from 10.6 to 11.6 m.
The ends of the pipes must be cut at right angles.
The ends of pipes with a wall thickness of 5 mm or more must be chamfered at an angle of 25–30°.
Electric-welded steel pipes GOST 10705-80. Specifications
Scope of application
The standard applies to straight-seam electric-welded steel pipes with a diameter of 10 to 530 mm made of carbon and low-alloy steel, used for pipelines and structures for various purposes.
Classification
Electric-welded straight-seam steel pipes with a diameter from 10 to 530 mm from carbon and low-alloy steel are manufactured in the following groups:
- A – with standardization of mechanical properties;
- B – with standardization of the chemical composition;
- B – standardization of mechanical properties and chemical composition;
- D – with normalization of test hydraulic pressure.
Pipes are manufactured by heat treatment, hot reduction and without heat treatment.
The ends of the pipes must be cut at right angles and deburred.
The pipes must withstand the test hydraulic pressure.
Depending on the test pressure, pipes are divided into two types: I and II.
- I – pipes with a diameter of up to 102 mm, test pressure 6.0 MPa (60 kgf/cm2) and pipes with a diameter of 102 mm and more – test pressure 3.0 MPa (30 kgf/cm2);
- II – pipes of groups A and B, supplied at the request of the consumer with test hydraulic pressure calculated according to GOST 3845, with a permissible stress equal to 90% of the standard yield strength for pipes made of this steel grade, but not exceeding 20 MPa (200 kgf/cm2 ).
Group D pipes must be subjected to hydraulic pressure testing or weld inspection using non-destructive methods. When controlling quality using non-destructive methods, additional hydraulic pressure control is carried out on 15% of the pipes from the batch. By agreement between the manufacturer and the consumer, hydraulic pressure testing of pipes is not carried out.
Electric-welded straight-seam steel pipes GOST 10704-91. Assortment
Scope of application
The standard establishes a range of steel electric-welded longitudinal pipes, the outer diameter of which is from 10 to 1420 mm inclusive.
Classification
According to the length of the pipe, they are made:
unmeasured length:
- with a diameter of up to 30 mm - at least 2 m;
- with a diameter of St. 30 to 70 mm – at least 3 m;
- with a diameter of St. 70 to 152 mm – at least 5 m.
At the request of the consumer, pipes of groups A and B according to GOST 10705 with a diameter of over 152 mm are manufactured with a length of at least 10 m; pipes of all groups with a diameter of up to 70 mm - a length of at least 4 m;
measured length:
- with a diameter of up to 70 mm - from 5 to 9 m;
- with a diameter of St. 70 to 219 mm – from 6 to 9 m;
- with a diameter of St. 219 to 426 mm – from 10 to 12 m.
Pipes with a diameter over 426 mm are manufactured only in unmeasured lengths;
multiple length:
- with a multiple of at least 250 mm and not exceeding the lower limit established for measuring pipes. The allowance for each cut is set to 5 mm (unless another allowance is specified) and is included in each multiplicity.
Pipes of measured and multiple lengths are manufactured in two length accuracy classes:
- I – with cutting ends and deburring;
- II – without facing and deburring (with cutting in the mill line).
Pipes for pipelines with a diameter of 478 and more, manufactured in accordance with GOST 10706, supply:
according to the accuracy of the outer diameter of the ends:
- increased;
- ordinary;
by ovality: 1, 2 and 3 accuracy classes.
The curvature of pipes manufactured according to GOST 10705 should not exceed 1.5 mm per 1 m of length.
The total curvature of pipes manufactured in accordance with GOST 10706 should not exceed 0.2% of the pipe length.
Examples of symbols
Pipe with an outer diameter of 76 mm, a wall thickness of 3 mm, a measured length of 5000 mm, class II length accuracy, made of steel grade St3sp, manufactured according to group B of GOST 10705-80.
Pipe (76 x 3 x 5000 II GOST 10704-91)/(B - St3sp GOST 10705-80)
The same, with increased accuracy in outer diameter, length multiple of 2000 mm, class I accuracy in length, from grade 20 steel, manufactured according to group B of GOST 10705-80.
Pipe (76p x 3 x 2000 cr. I GOST 10704-91)/(B - 20 GOST 10705-80)
Pipe with an outer diameter of 1020 mm, increased manufacturing accuracy, wall thickness 12 mm, increased accuracy in the outer diameter of the ends, 2nd class accuracy in ovality, unmeasured length, made of steel grade St3sp, manufactured according to group B of GOST 10706-76.
Pipe (1020p x 12 PT - 02 class GOST 10704-91)/(B - St3sp GOST 10706-76)
Electric-welded straight-seam steel pipes GOST 10706-76. Specifications
Scope of application
The standard applies to electric-welded straight-seam steel pipes for general purposes with a diameter from 426 to 1620 mm.
The standard sets more stringent requirements for the impact strength of the base metal, the number of transverse seams, the reinforcement of the internal seam, and the chamfer at the end of the pipe.
Classification
Longitudinal electric-welded pipes with a diameter of 426–1620 mm are made from steel grades St2, St3 of all degrees of deoxidation, as well as low-alloy steel, the carbon equivalent of which does not exceed 0.48%.
Depending on the quality indicators, pipes are manufactured into the following groups:
- A – by mechanical properties;
- B – by chemical composition;
- B – by chemical composition and mechanical properties;
- D – without standardization of mechanical properties and chemical composition, but with normalization of hydraulic pressure.
For main heating networks, pipes are made heat-treated from steel grades St3sp categories 4, 5.
Welded seams of pipes for heating networks must be inspected using non-destructive methods along their entire length.
Pipes that have undergone heat treatment are branded with the “T” mark.
The ends of the pipes should be chamfered at an angle of 25–30° to the end of the pipe.
At the consumer's request, the bevel angle should be 30–35°, and for pipes with a wall thickness of 17 mm or more, the edges should be cut in accordance with GOST 10706-76.
Each pipe must withstand the hydraulic pressure test.
Classification and parameters of pipes
Depending on certain factors, there are different types and types of pipes. According to the cross-sectional shape they are distinguished:
- cold-deformed seamless steel pipes GOST 8734 75 and hot-deformed GOST 8734 87 annular section;
- profile (flat-oval, rectangular, oval).
Seamless pipes include cold-deformed and hot-deformed pipes, the production of which is regulated by GOSTs 8734 81 and 87 (the latter for hot-deformed ones). A distinctive feature is the absence of a seam. This gives them some advantage in strength, a percentage of 5-10%. There are also welded steel products produced according to standard 8734 74. They are straight-seam (the seam is located along the entire length of the pipe) and spiral-seam (when the pipe is stitched in a spiral).
By purpose:
- special. These include, for example, profile ones. Such pipes are used to replace reinforcement structures and load-bearing elements during construction and repairs;
- general purpose. This is a standard seamless pipe with an annular cross-section, used for water supply, gas transmission and heating systems. Its quality is regulated by standard No. 8734 75 - for cold-formed and 87 - for hot-formed.
According to the ratio of diameter and wall thickness:
- especially thin-walled. The diameter of such pipes, in accordance with the standards of standard 8734 78, is 20 mm, and the wall thickness is 0.5 mm. The ratio of these parameters for such pipes is more than 40;
- thin-walled with the same diameter, but with thicker walls - their thickness ranges from 0.5 to 20 mm;
- thick-walled, according to the 78th standard, characterized by a diameter from 6 to 250 mm, wall thickness 1.6 – 24 mm;
- especially thick-walled.
The range of seamless steel pipes includes products with a wide range of diameters and wall thicknesses
Directory of rolled metal products
Seamless cold-deformed pipes in %CITY%
This type of metal products includes cold-deformed (cold pipes) and heat-deformed general-purpose pipes made of carbon and alloy steel, manufactured by outer diameter, wall thickness and length.
The range of pipes corresponds to GOST 8734-78.
Depending on the ratio of the outer diameter (Dn) to the wall thickness (s), they are divided into:
— thin-walled pipes with Dn/s from 12.5 to 40 and pipes with a diameter of 20 mm or less with a wall of 1.5 mm;
— thick-walled pipes with Dn/s from 6 to 12.5;
— especially thin-walled pipes Dn/s more than 40 and pipes with a diameter of 20 mm and a wall of 0.5 mm or less;
- especially thick-walled pipes with Dn/s less than 6.
Thick-walled pipes are manufactured by heat treatment. Thin-walled pipes are produced without heat treatment, in which the ratio of the outer diameter to the wall thickness is 50 or more.
Thin-walled pipe works well for bending. Such cold-pressed pipes of small diameter are widely used for the manufacture of furniture and electric lighting fittings.
According to the length of the cold pipe, they are divided into: - unmeasured length from 1.5 to 11.5 m; — measured length from 4.5 to 9 m with maximum deviations along the length + 10 mm; — multiple measured lengths from 1.5 to 9 m with an allowance for each cut of 5 m
Depending on the quality indicators, thick-walled and thin-walled pipes are manufactured in the following groups B, B, D, E: B - with normalization of the chemical composition from mild steel grades according to GOST 1050, GOST 14959, GOST 4543 and GOST 19281; B - with standardization of mechanical properties, controlled on heat-treated samples and chemical composition, of steel grades according to GOST 1050, GOST 14959, GOST 4543 and GOST 19281. Standards of mechanical properties must comply with the requirements of the relevant standards for steel; D - without standardization of mechanical properties and chemical composition, but with standardization of test hydraulic pressure; E - after special heat treatment. Steel grades, heat treatment conditions and standards of mechanical properties are established by documentation approved in the prescribed manner.
Depending on the purpose and technical requirements, thin-walled pipes and thick-walled pipes are made from steel grades with a chemical composition in accordance with GOST 380-94, GOST 1050, GOST 4543, GOST 19281.
Seamless pipes are options without a welded spiral or longitudinal seam. For production, rolling is used on machines known as pipe rolling units. Seamless pipe has found its worthy recognition in the field of aircraft manufacturing, automobile and tractor manufacturing, boiler manufacturing and other areas of mechanical engineering. It is also an excellent help in the chemical and oil industries, various types of public utilities.
Pipe rolling production includes the production of seamless cold-rolled pipes (cold rolling of pipes after hot rolling is required), seamless hot-rolled pipes (rolling is carried out in a hot condition).
The long-term development of pipe rolling production allows today to effectively use various pipe rolling units, the difference between which lies in the standard size of the output pipes; classification by type of rolling is also possible.
Seamless cold-rolled pipes (cold-deformed pipes), produced in accordance with GOST 8734-78. Outer diameter 8-450 mm, wall thickness can range from 0.08 to 20 mm. The unmeasured length is in the range of 1.5-11.5 m, the measured length is 4.5-9 m.
A variety of production methods allows you to ensure a high level of strength in relation to atmospheric pressure, saving your own time and money for choosing materials.
Differences between seamless pipes may lie in the grade of steel used in production, the thickness and diameter of the walls. The main steel grades for the production of seamless pipes are: steel 9G2s, steel 20, steel 10, st 35, st 40x, st45, st30KhGSA. This variety allows you to always find the best option that will exactly match your priorities.
Seamless pipes are those that do not have a welded spiral or longitudinal seam.
They are made by rolling a heated ingot on special machines, which make a hole in the center of the pipe. Unlike other pipes, seamless pipes have increased strength and reliability, which allows them to be used in areas such as aircraft manufacturing, mechanical engineering, as well as in the oil and chemical industries, etc.
The size of the pipes is determined by the outer diameter. Rolling of hot-deformed seamless pipes is carried out in accordance with GOST 8732–78 and GOST 8731-74, for steel varieties: steel 10, steel 20, steel 35, steel 45, steel 09g2s, etc.
The range of pipes corresponds to GOST 8734-78.
Depending on the ratio of the outer diameter (Dn) to the wall thickness (s), they are divided into:
— thin-walled pipes with Dn/s from 12.5 to 40 and pipes with a diameter of 20 mm or less with a wall of 1.5 mm;
— thick-walled pipes with Dn/s from 6 to 12.5;
— especially thin-walled pipes Dn/s more than 40 and pipes with a diameter of 20 mm and a wall of 0.5 mm or less;
- especially thick-walled pipes with Dn/s less than 6.
Thick-walled pipes are manufactured by heat treatment. Thin-walled pipes are produced without heat treatment, in which the ratio of the outer diameter to the wall thickness is 50 or more.
Thin-walled pipe works well for bending. Such cold-pressed pipes of small diameter are widely used for the manufacture of furniture and electric lighting fittings.
According to the length of the cold pipe, they are divided into:
- unmeasured length from 1.5 to 11.5 m;
- measured length from 4.5 to 9 m with maximum length deviations + 10 mm;
- multiple measured lengths from 1.5 to 9 m with an allowance for each cut of 5 mm.
Depending on the quality indicators, thick-walled and thin-walled pipes are manufactured in the following groups B, C, D, E:
B - with standardization of the chemical composition of mild steel grades according to GOST 1050, GOST 14959, GOST 4543 and GOST 19281;
B - with standardization of mechanical properties, controlled on heat-treated samples and chemical composition, of steel grades according to GOST 1050, GOST 14959, GOST 4543 and GOST 19281. Standards of mechanical properties must comply with the requirements of the relevant standards for steel;
D - without standardization of mechanical properties and chemical composition, but with standardization of test hydraulic pressure;
E - after special heat treatment. Steel grades, heat treatment conditions and standards of mechanical properties are established by documentation approved in the prescribed manner.
Depending on the purpose and technical requirements, thin-walled pipes and thick-walled pipes are made from steel grades with a chemical composition in accordance with GOST 380-94, GOST 1050, GOST 4543, GOST 19281.
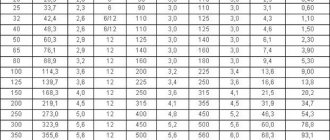
Weight of cold-formed seamless steel pipes
| Outer diameter, mm | Wall thickness, mm | Weight 1m, kg | Meters per ton | Outer diameter, mm | Wall thickness, mm | Weight 1m, kg | Meters per ton |
| d 6 | 1,6 | 0,174 | 5759,8 | d 56 | 4,5 | 5,715 | 175 |
| 1,8 | 0,186 | 5363,6 | 5 | 6,289 | 159 | ||
| d 7 | 1,6 | 0,213 | 4693,2 | 5,5 | 6,85 | 146 | |
| 1,8 | 0,231 | 4332,2 | 6 | 7,398 | 135,2 | ||
| d 8 | 1,6 | 0,253 | 3959,9 | 6,5 | 7,935 | 126 | |
| 1,8 | 0,275 | 3633,4 | 7 | 8,459 | 118,2 | ||
| d 9 | 1,6 | 0,292 | 3424,7 | 7,5 | 8,971 | 111,5 | |
| 1,8 | 0,32 | 3128,8 | 8 | 9,47 | 105,6 | ||
| d 10 | 1,6 | 0,331 | 3017 | 8,5 | 9,957 | 100,4 | |
| 1,8 | 0,364 | 2747,2 | 9 | 10,432 | 95,9 | ||
| d 11 | 1,6 | 0,371 | 2696,1 | d 57 | 5 | 6,412 | 156 |
| 1,8 | 0,408 | 2448,6 | 5,5 | 6,985 | 143,2 | ||
| d 12 | 1,6 | 0,41 | 2436,8 | 6 | 7,546 | 132,5 | |
| 1,8 | 0,453 | 2208,6 | 6,5 | 8,095 | 123,5 | ||
| 2 | 0,493 | 2027,5 | 7 | 8,632 | 115,9 | ||
| d 13 | 1,6 | 0,45 | 2223,1 | 7,5 | 9,156 | 109,2 | |
| 1,8 | 0,497 | 2011,4 | 8 | 9,667 | 103,4 | ||
| 2 | 0,543 | 1843,1 | 8,5 | 10,167 | 98,4 | ||
| d 14 | 1,6 | 0,489 | 2043,8 | 9 | 10,654 | 93,9 | |
| 1,8 | 0,542 | 1846,5 | 9,5 | 11,129 | 89,9 | ||
| 2 | 0,592 | 1689,5 | d 60 | 5 | 6,782 | 147,5 | |
| 2,2 | 0,64 | 1562 | 5,5 | 7,392 | 135,3 | ||
| d 15 | 1,6 | 0,529 | 1891,3 | 6 | 7,99 | 125,2 | |
| 1,8 | 0,586 | 1706,6 | 6,5 | 8,576 | 116,6 | ||
| 2 | 0,641 | 1559,6 | 7 | 9,149 | 109,3 | ||
| 2,2 | 0,694 | 1440 | 7,5 | 9,71 | 103 | ||
| 2,5 | 0,771 | 1297,6 | 8 | 10,259 | 97,5 | ||
| d 16 | 1,6 | 0,568 | 1759,9 | 8,5 | 10,796 | 92,6 | |
| 1,8 | 0,63 | 1586,4 | 9 | 11,32 | 88,3 | ||
| 2 | 0,691 | 1448,2 | 9,5 | 11,831 | 84,5 | ||
| 2,2 | 0,749 | 1335,6 | d 63 | 5,5 | 7,799 | 128,2 | |
| 2,5 | 0,832 | 1201,5 | 6 | 8,434 | 118,6 | ||
| d 17 | 1,6 | 0,608 | 1645,7 | 6,5 | 9,057 | 110,4 | |
| 1,8 | 0,675 | 1482,1 | 7 | 9,667 | 103,4 | ||
| 2 | 0,74 | 1351,6 | 7,5 | 10,265 | 97,4 | ||
| 2,2 | 0,803 | 1245,4 | 8 | 10,851 | 92,2 | ||
| 2,5 | 0,894 | 1118,6 | 8,5 | 11,424 | 87,5 | ||
| 2,8 | 0,981 | 1019,8 | 9 | 11,985 | 83,4 | ||
| d 18 | 1,6 | 0,647 | 1545,3 | 9,5 | 12,534 | 79,8 | |
| 1,8 | 0,719 | 1390,6 | d 65 | 5,5 | 8,07 | 123,9 | |
| 2 | 0,789 | 1267,2 | 6 | 8,73 | 114,5 | ||
| 2,2 | 0,857 | 1166,5 | 6,5 | 9,378 | 106,6 | ||
| 2,5 | 0,956 | 1046,4 | 7 | 10,013 | 99,9 | ||
| 2,8 | 1,05 | 952,7 | 7,5 | 10,635 | 94 | ||
| 3 | 1,11 | 901,1 | 8 | 11,246 | 88,9 | ||
| d 19 | 1,6 | 0,687 | 1456,5 | 8,5 | 11,844 | 84,4 | |
| 1,8 | 0,764 | 1309,7 | 9 | 12,429 | 80,5 | ||
| 2 | 0,838 | 1192,6 | 9,5 | 13,003 | 76,9 | ||
| 2,2 | 0,911 | 1097,1 | 10 | 13,564 | 73,7 | ||
| 2,5 | 1,017 | 983 | d 68 | 5,5 | 8,477 | 118 | |
| 2,8 | 1,119 | 893,9 | 6 | 9,174 | 109 | ||
| 3 | 1,184 | 844,8 | 6,5 | 9,858 | 101,4 | ||
| d 20 | 1,8 | 0,808 | 1237,8 | 7 | 10,53 | 95 | |
| 2 | 0,888 | 1126,4 | 7,5 | 11,19 | 89,4 | ||
| 2,2 | 0,966 | 1035,5 | 8 | 11,838 | 84,5 | ||
| 2,5 | 1,079 | 926,8 | 8,5 | 12,473 | 80,2 | ||
| 2,8 | 1,188 | 842 | 9 | 13,095 | 76,4 | ||
| 3 | 1,258 | 795,1 | 9,5 | 13,706 | 73 | ||
| 3,2 | 1,326 | 754,3 | 10 | 14,304 | 69,9 | ||
| d 21 | 1,8 | 0,852 | 1173,3 | 11 | 15,463 | 64,7 | |
| 2 | 0,937 | 1067,1 | d 70 | 6 | 9,47 | 105,6 | |
| 2,2 | 1,02 | 980,4 | 6,5 | 10,179 | 98,2 | ||
| 2,5 | 1,141 | 876,7 | 7 | 10,876 | 91,9 | ||
| 2,8 | 1,257 | 795,7 | 7,5 | 11,56 | 86,5 | ||
| 3 | 1,332 | 750,9 | 8 | 12,232 | 81,8 | ||
| 3,2 | 1,405 | 711,9 | 8,5 | 12,892 | 77,6 | ||
| 3,5 | 1,511 | 662 | 9 | 13,539 | 73,9 | ||
| d 22 | 1,8 | 0,897 | 1115,2 | 9,5 | 14,174 | 70,6 | |
| 2 | 0,986 | 1013,7 | 10 | 14,797 | 67,6 | ||
| 2,2 | 1,074 | 930,9 | 11 | 16,005 | 62,5 | ||
| 2,5 | 1,202 | 831,8 | d 73 | 6 | 9,914 | 100,9 | |
| 2,8 | 1,326 | 754,3 | 6,5 | 10,66 | 93,8 | ||
| 3 | 1,406 | 711,4 | 7 | 11,394 | 87,8 | ||
| 3,2 | 1,484 | 674 | 7,5 | 12,115 | 82,5 | ||
| 3,5 | 1,597 | 626,2 | 8 | 12,824 | 78 | ||
| d 23 | 2 | 1,036 | 965,5 | 8,5 | 13,521 | 74 | |
| 2,2 | 1,129 | 886,1 | 9 | 14,205 | 70,4 | ||
| 2,5 | 1,264 | 791,2 | 9,5 | 14,877 | 67,2 | ||
| 2,8 | 1,395 | 716,9 | 10 | 15,537 | 64,4 | ||
| 3 | 1,48 | 675,8 | 11 | 16,819 | 59,5 | ||
| 3,2 | 1,563 | 640 | 12 | 18,052 | 55,4 | ||
| 3,5 | 1,683 | 594,1 | d 75 | 6,5 | 10,981 | 91,1 | |
| d 24 | 2 | 1,085 | 921,6 | 7 | 11,739 | 85,2 | |
| 2,2 | 1,183 | 845,5 | 7,5 | 12,485 | 80,1 | ||
| 2,5 | 1,326 | 754,4 | 8 | 13,219 | 75,7 | ||
| 2,8 | 1,464 | 683,1 | 8,5 | 13,94 | 71,7 | ||
| 3 | 1,554 | 643,6 | 9 | 14,649 | 68,3 | ||
| 3,2 | 1,641 | 609,2 | 9,5 | 15,346 | 65,2 | ||
| 3,5 | 1,769 | 565,1 | 10 | 16,03 | 62,4 | ||
| 4 | 1,973 | 506,9 | 11 | 17,362 | 57,6 | ||
| d 25 | 2,2 | 1,237 | 808,4 | 12 | 18,644 | 53,6 | |
| 2,5 | 1,387 | 720,9 | d 76 | 6,5 | 11,141 | 89,8 | |
| 2,8 | 1,533 | 652,3 | 7 | 11,912 | 84 | ||
| 3 | 1,628 | 614,4 | 7,5 | 12,67 | 78,9 | ||
| 3,2 | 1,72 | 581,3 | 8 | 13,416 | 74,5 | ||
| 3,5 | 1,856 | 538,9 | 8,5 | 14,15 | 70,7 | ||
| 4 | 2,072 | 482,7 | 9 | 14,871 | 67,2 | ||
| d 26 | 2,2 | 1,291 | 774,4 | 9,5 | 15,58 | 64,2 | |
| 2,5 | 1,449 | 690,2 | 10 | 16,277 | 61,4 | ||
| 2,8 | 1,602 | 624,2 | 11 | 17,633 | 56,7 | ||
| 3 | 1,702 | 587,7 | 12 | 18,94 | 52,8 | ||
| 3,2 | 1,799 | 555,8 | d 80 | 7 | 12,602 | 79,4 | |
| 3,5 | 1,942 | 514,9 | 7,5 | 13,41 | 74,6 | ||
| 4 | 2,17 | 460,8 | 8 | 14,205 | 70,4 | ||
| d 27 | 2,2 | 1,346 | 743,2 | 8,5 | 14,988 | 66,7 | |
| 2,5 | 1,511 | 662 | 9 | 15,759 | 63,5 | ||
| 2,8 | 1,671 | 598,4 | 9,5 | 16,517 | 60,5 | ||
| 3 | 1,776 | 563,2 | 10 | 17,263 | 57,9 | ||
| 3,2 | 1,878 | 532,4 | 11 | 18,718 | 53,4 | ||
| 3,5 | 2,028 | 493 | 12 | 20,124 | 49,7 | ||
| 4 | 2,269 | 440,8 | d 83 | 7 | 13,12 | 76,2 | |
| 4,5 | 2,497 | 400,5 | 7,5 | 13,965 | 71,6 | ||
| d 28 | 2,5 | 1,572 | 636,1 | 8 | 14,797 | 67,6 | |
| 2,8 | 1,74 | 574,7 | 8,5 | 15,617 | 64 | ||
| 3 | 1,85 | 540,7 | 9 | 16,425 | 60,9 | ||
| 3,2 | 1,957 | 511 | 9,5 | 17,22 | 58,1 | ||
| 3,5 | 2,115 | 472,9 | 10 | 18,003 | 55,5 | ||
| 4 | 2,368 | 422,4 | 11 | 19,532 | 51,2 | ||
| 4,5 | 2,608 | 383,4 | 12 | 21,012 | 47,6 | ||
| d 30 | 2,5 | 1,695 | 589,8 | d 85 | 7 | 13,465 | 74,3 |
| 2,8 | 1,878 | 532,4 | 7,5 | 14,334 | 69,8 | ||
| 3 | 1,998 | 500,6 | 8 | 15,191 | 65,8 | ||
| 3,2 | 2,115 | 472,8 | 8,5 | 16,036 | 62,4 | ||
| 3,5 | 2,287 | 437,2 | 9 | 16,868 | 59,3 | ||
| 4 | 2,565 | 389,9 | 9,5 | 17,688 | 56,5 | ||
| 4,5 | 2,83 | 353,4 | 10 | 18,496 | 54,1 | ||
| 5 | 3,083 | 324,4 | 11 | 20,074 | 49,8 | ||
| d 32 | 2,8 | 2,016 | 496 | 12 | 21,603 | 46,3 | |
| 3 | 2,146 | 466,1 | d 89 | 7,5 | 15,074 | 66,3 | |
| 3,2 | 2,273 | 440 | 8 | 15,981 | 62,6 | ||
| 3,5 | 2,46 | 406,5 | 8,5 | 16,875 | 59,3 | ||
| 4 | 2,762 | 362 | 9 | 17,756 | 56,3 | ||
| 4,5 | 3,052 | 327,7 | 9,5 | 18,626 | 53,7 | ||
| 5 | 3,329 | 300,4 | 10 | 19,483 | 51,3 | ||
| d 34 | 2,8 | 2,154 | 464,2 | 11 | 21,16 | 47,3 | |
| 3 | 2,294 | 436 | 12 | 22,787 | 43,9 | ||
| 3,2 | 2,431 | 411,4 | d 90 | 7,5 | 15,259 | 65,5 | |
| 3,5 | 2,633 | 379,9 | 8 | 16,178 | 61,8 | ||
| 4 | 2,959 | 337,9 | 8,5 | 17,084 | 58,5 | ||
| 4,5 | 3,274 | 305,5 | 9 | 17,978 | 55,6 | ||
| 5 | 3,576 | 279,6 | 9,5 | 18,86 | 53 | ||
| 5,5 | 3,866 | 258,7 | 10 | 19,729 | 50,7 | ||
| d 35 | 3 | 2,368 | 422,4 | 11 | 21,431 | 46,7 | |
| 3,2 | 2,51 | 398,5 | 12 | 23,083 | 43,3 | ||
| 3,5 | 2,719 | 367,8 | d 95 | 8,5 | 18,132 | 55,1 | |
| 4 | 3,058 | 327 | 9 | 19,088 | 52,4 | ||
| 4,5 | 3,385 | 295,4 | 9,5 | 20,031 | 49,9 | ||
| 5 | 3,699 | 270,3 | 10 | 20,962 | 47,7 | ||
| 5,5 | 4,001 | 249,9 | 11 | 22,787 | 43,9 | ||
| d 36 | 3 | 2,441 | 409,6 | 12 | 24,563 | 40,7 | |
| 3,2 | 2,588 | 386,3 | d 100 | 8,5 | 19,18 | 52,1 | |
| 3,5 | 2,805 | 356,5 | 9 | 20,198 | 49,5 | ||
| 4 | 3,157 | 316,8 | 9,5 | 21,203 | 47,2 | ||
| 4,5 | 3,496 | 286,1 | 10 | 22,195 | 45,1 | ||
| 5 | 3,823 | 261,6 | 11 | 24,144 | 41,4 | ||
| 5,5 | 4,137 | 241,7 | 12 | 26,043 | 38,4 | ||
| 6 | 4,439 | 225,3 | 14 | 29,692 | 33,7 | ||
| d 38 | 3,2 | 2,746 | 364,1 | 16 | 33,145 | 30,2 | |
| 3,5 | 2,978 | 335,8 | 18 | 36,4 | 27,5 | ||
| 4 | 3,354 | 298,2 | d 102 | 8,5 | 19,6 | 51 | |
| 4,5 | 3,718 | 269 | 9 | 20,642 | 48,4 | ||
| 5 | 4,069 | 245,8 | 9,5 | 21,671 | 46,1 | ||
| 5,5 | 4,408 | 226,8 | 10 | 22,689 | 44,1 | ||
| 6 | 4,735 | 211,2 | 11 | 24,686 | 40,5 | ||
| d 40 | 3,2 | 2,904 | 344,3 | 12 | 26,634 | 37,5 | |
| 3,5 | 3,151 | 317,4 | 14 | 30,383 | 32,9 | ||
| 4 | 3,551 | 281,6 | 16 | 33,934 | 29,5 | ||
| 4,5 | 3,94 | 253,8 | 18 | 37,288 | 26,8 | ||
| 5 | 4,316 | 231,7 | d 108 | 9 | 21,973 | 45,5 | |
| 5,5 | 4,68 | 213,7 | 9,5 | 23,077 | 43,3 | ||
| 6 | 5,031 | 198,8 | 10 | 24,168 | 41,4 | ||
| 6,5 | 5,37 | 186,2 | 11 | 26,314 | 38 | ||
| d 42 | 3,5 | 3,323 | 300,9 | 12 | 28,41 | 35,2 | |
| 4 | 3,749 | 266,8 | 14 | 32,455 | 30,8 | ||
| 4,5 | 4,162 | 240,3 | 16 | 36,302 | 27,5 | ||
| 5 | 4,562 | 219,2 | 18 | 39,952 | 25 | ||
| 5,5 | 4,951 | 202 | d 110 | 9 | 22,417 | 44,6 | |
| 6 | 5,327 | 187,7 | 9,5 | 23,546 | 42,5 | ||
| 6,5 | 5,691 | 175,7 | 10 | 24,662 | 40,5 | ||
| 7 | 6,042 | 165,5 | 11 | 26,856 | 37,2 | ||
| d 45 | 4 | 4,044 | 247,3 | 12 | 29,002 | 34,5 | |
| 4,5 | 4,495 | 222,5 | 14 | 33,145 | 30,2 | ||
| 5 | 4,932 | 202,7 | 16 | 37,091 | 27 | ||
| 5,5 | 5,358 | 186,6 | 18 | 40,839 | 24,5 | ||
| 6 | 5,771 | 173,3 | d 120 | 10 | 27,128 | 36,9 | |
| 6,5 | 6,172 | 162 | 11 | 29,569 | 33,8 | ||
| 7 | 6,56 | 152,4 | 12 | 31,961 | 31,3 | ||
| 7,5 | 6,936 | 144,2 | 14 | 36,598 | 27,3 | ||
| d 48 | 4 | 4,34 | 230,4 | 16 | 41,037 | 24,4 | |
| 4,5 | 4,827 | 207,1 | 18 | 45,279 | 22,1 | ||
| 5 | 5,302 | 188,6 | d 130 | 10 | 29,594 | 33,8 | |
| 5,5 | 5,765 | 173,5 | 11 | 32,282 | 31 | ||
| 6 | 6,215 | 160,9 | 12 | 34,921 | 28,6 | ||
| 6,5 | 6,652 | 150,3 | 14 | 40,05 | 25 | ||
| 7 | 7,078 | 141,3 | 16 | 44,983 | 22,2 | ||
| 7,5 | 7,491 | 133,5 | 18 | 49,718 | 20,1 | ||
| 8 | 7,892 | 126,7 | 20 | 54,255 | 18,4 | ||
| d 50 | 4,5 | 5,049 | 198 | d 140 | 12 | 37,88 | 26,4 |
| 5 | 5,549 | 180,2 | 14 | 43,503 | 23 | ||
| 5,5 | 6,036 | 165,7 | 16 | 48,928 | 20,4 | ||
| 6 | 6,511 | 153,6 | 18 | 54,157 | 18,5 | ||
| 6,5 | 6,973 | 143,4 | 20 | 59,188 | 16,9 | ||
| 7 | 7,423 | 134,7 | d 150 | 14 | 46,956 | 21,3 | |
| 7,5 | 7,861 | 127,2 | 16 | 52,874 | 18,9 | ||
| 8 | 8,286 | 120,7 | 18 | 58,596 | 17,1 | ||
| d 51 | 4,5 | 5,16 | 193,8 | 20 | 64,12 | 15,6 | |
| 5 | 5,672 | 176,3 | 22 | 69,447 | 14,4 | ||
| 5,5 | 6,172 | 162 | d 160 | 14 | 50,408 | 19,8 | |
| 6 | 6,659 | 150,2 | 16 | 56,82 | 17,6 | ||
| 6,5 | 7,133 | 140,2 | 18 | 63,035 | 15,9 | ||
| 7 | 7,596 | 131,7 | 20 | 69,052 | 14,5 | ||
| 7,5 | 8,046 | 124,3 | 22 | 74,872 | 13,4 | ||
| 8 | 8,484 | 117,9 | d 170 | 14 | 53,861 | 18,6 | |
| 8,5 | 8,909 | 112,2 | 16 | 60,766 | 16,5 | ||
| d 53 | 4,5 | 5,382 | 185,8 | 18 | 67,474 | 14,8 | |
| 5 | 5,919 | 169 | 20 | 73,985 | 13,5 | ||
| 5,5 | 6,443 | 155,2 | 22 | 80,298 | 12,5 | ||
| 6 | 6,955 | 143,8 | 24 | 86,414 | 11,6 | ||
| 6,5 | 7,454 | 134,2 | d 180 | 18 | 71,913 | 13,9 | |
| 7 | 7,941 | 125,9 | 20 | 78,917 | 12,7 | ||
| 7,5 | 8,416 | 118,8 | 22 | 85,723 | 11,7 | ||
| 8 | 8,878 | 112,6 | 24 | 92,333 | 10,8 | ||
| 8,5 | 9,328 | 107,2 | d 190 | 18 | 76,352 | 13,1 | |
| d 54 | 4,5 | 5,493 | 182 | 20 | 83,849 | 11,9 | |
| 5 | 6,042 | 165,5 | 22 | 91,149 | 11 | ||
| 5,5 | 6,578 | 152 | 24 | 98,251 | 10,2 | ||
| 6 | 7,103 | 140,8 | d 200 | 20 | 88,781 | 11,3 | |
| 6,5 | 7,614 | 131,3 | 22 | 96,574 | 10,4 | ||
| 7 | 8,114 | 123,2 | 24 | 104,17 | 9,6 | ||
| 7,5 | 8,601 | 116,3 | d 210 | 20 | 93,714 | 10,7 | |
| 8 | 9,075 | 110,2 | 22 | 102 | 9,8 | ||
| 8,5 | 9,538 | 104,8 | 24 | 110,089 | 9,1 | ||
| 9 | 9,988 | 100,1 | d 220 | 20 | 98,646 | 10,1 | |
| 22 | 107,426 | 9,3 | |||||
| 24 | 116,008 | 8,6 | |||||
| d 240 | 20 | 108,511 | 9,2 | ||||
| 22 | 118,277 | 8,5 | |||||
| 24 | 127,845 | 7,8 | |||||
| d 250 | 22 | 123,702 | 8,1 | ||||
| 24 | 133,764 | 7,5 | |||||
Specifications
To choose the right equipment needed for specific purposes, you need to study its technical parameters. All parameters correspond to their own standard number:
- GOST No. 8734 78 determines the outer diameter, length and wall thickness of products;
- GOST 8734 75 is responsible for the quality of products entering the market;
- GOST 8734 74 - regulates the production part, that is, it determines the standards for metal rolling;
- GOST 9941 81 applies to hot and cold rolled stainless steel pipes, regulating product manufacturing standards;
- GOST 8734 87 determines the quality of hot-deformed rolled metal.
Such an important quality as the chemical composition, on which the scope of application of the product directly depends, is regulated by standard No. 8733 74.
Thin-walled steel pipe: production, range and application
Articles
In this article we will try to find out what a thin-walled steel pipe is, how it is produced, what sizes it comes in and where it is used.
Definition
Which pipe is considered thin-walled?
This is what thin-walled pipes look like before being sent to the customer
Since we are not talking about subjective perception, but about technical terminology, we need an accurate definition, preferably in numbers. So: a thin-walled pipe is one whose ratio of outer diameter to wall thickness is in the range from 12.5 to 40, or which has walls thinner than 1.5 mm .
Please note: there are also particularly thin-walled pipes, the walls of which, of course, are also often thinner than 1.5 mm.
In general, their ratio of outer diameter to wall thickness is more than forty, however, for pipes with a minimum diameter, the smallest wall thickness is limited by production capabilities.
Hence thin-walled pipes with a diameter of 5 mm and walls 1.5 mm thick (ratio 3.(3) or especially thin-walled 5x0.5 (ratio 10).
Here the ratio of diameter and wall thickness can be assessed visually
Production
From a production point of view, all thin-walled steel pipes sold in the country fall into one of three categories:
- Electric welded pipes;
- Hot-formed seamless;
- Cold-formed seamless.
A lot of articles have already been written about pipe production methods, so let’s just go over the main points.
Electric welded
Strips - raw materials for welded pipes
- The strips are welded into an endless strip;
- Which is fed to an automatic welding machine. Welding is carried out in several ways; the most common are TIG (electric arc welding in an inert gas environment) and HF (welding with high-frequency induction currents);
Please note: If you are purchasing small diameter electric welded steel thin wall pipes, you will most likely be offered HF welded pipes.
TIG seam is considered more durable; however, in applications where strong, thin-walled, small-diameter pipes are needed, seamless pipes are preferred.
For the production of decorative chrome-plated tubes, the method by which welding is performed is indifferent, so the market is saturated with pipes that are cheaper to produce.
- The welded workpiece is cooled;
- Passes flaw detection to determine the quality and tightness of the seam;
- Calibrated in rollers;
- Cut into pieces of the required length;
- It undergoes visual inspection, is packaged and sent to the finished product warehouse.
Before us is the final calibration of the pipe
Seamless hot-formed pipes
- The workpiece is a so-called rod - a monolithic steel cylinder . First, it is sent to the furnace, where it is heated to the steel recrystallization temperature;
- Then, on a piercing press, a sleeve is formed from ductile metal - a cylinder hollow inside. It still differs from the pipe in its irregular shape and size;
- Then the workpiece passes through several rollers in succession, where it acquires the required diameter and wall thickness. All this time, the mandrel remains inside the pipe;
- The calibrated and cooled pipe is cut into pieces and packaged.
During most of the production stages, the pipe is hot
Seamless cold-formed pipes
The production process in general terms looks the same as in the previous case.
Equipment and equipment
If you are confident in your abilities and decide to make the pipeline yourself, then be prepared to acquire special equipment.
Helpful advice! If the volume of work is small, then it will be much more profitable to rent equipment, since if purchased, the costs will not be recouped. However, if there is a lot of work, then on the contrary - it is more profitable to buy a device than to pay for its rental.
So, you will need a pipe bender. This is a device adapted for bending and deforming. Such equipment will become a necessity, especially if the room in which the system is installed has hard-to-reach corners or curved walls.
In addition, you will need devices for cutting pipes, as well as chamferers, threading machines and devices (clamps), and devices for rolling grooves. Select such equipment in accordance with the parameters of wall thickness, diameter and length of pipes specified in standard No. 8734 75, 78, 87.
Connecting steel pipes, especially large diameters, requires the use of welding and welding skills