Brass rods (according to GOST 2060-2006)
Drawn and pressed brass rods of round, square and hexagonal sections are used in various industries.
Drawn round bars are produced:
- high (B),
- increased (P)
- and normal (N) accuracy;
Drawn square and hexagonal ones are made:
- increased (P)
- and normal (N) accuracy.
Pressed round, square and hexagonal rods are produced:
- increased (P)
- and normal (N) accuracy.
Additional conventions:
- soft state of increased plasticity - N;
- semi-solid state of increased plasticity - P;
- solid state of increased plasticity - U;
- pressed state of normal plasticity - C;
- pressed state of increased plasticity - T;
- in bays - BT.
Manufacturing methods and brands of rods
| Method of making rods | Bar profile | Brands of brass |
| Pulled | Round, square and hexagonal | L63, LS59-1, LO62-1, LZhS58-1-1, LMts58-2 and LZhMts59-1-1 |
| Pressed | Same | L63, LO62-1, LS59-1, LMts58-2, LZhMts59-1-1, LAZ60-1-1 |
Mechanical properties of brass rods (according to GOST 2060-2006)
| Brass grade | Rod manufacturing method and material condition | Rod diameter, mm | Tensile strength δv, MPa | Relative extension, % | Hardness, HV20 | |
| δ5 | δ10 | |||||
| no less | ||||||
| L63 | Pressed | 10 — 160 | 290 | 33 | 30 | 65-120 |
| Pulled soft | 3 — 50 | 290 | 44 | 40 | 65-120 | |
| Pulled semi-solid | 3 — 40 | 370 | 17 | 15 | 121-165 | |
| pulled hard | 3 — 12 | 440 | 11 | 10 | At least 161 | |
| LS59-1 | Pressed | 10 — 50 | 360 | 22 | 18 | 80-140 |
| St. 50 to 160 | 360 | 22 | 18 | 70-140 | ||
| Pulled soft | 3- 50 | 330 | 25 | 22 | 80-140 | |
| Pulled semi-solid | 3 — 12 | 410 | 10 | 8 | 121-170 | |
| St. 12 to 20 | 390 | 15 | 12 | 121-170 | ||
| St. 20 to 40 | 390 | 18 | 15 | 121-170 | ||
| pulled hard | 3- 12 | 490 | 7 | 5 | At least 171 | |
| LS63-3 | pulled hard | 3-9,5 | 590 | _ | 1 | Not regulated |
| 10-14 | 540 | 1 | ||||
| 15-20 | 490 | 1 | ||||
| Pulled semi-solid | 10-20 | 350 | 12 | |||
| LO62-1 | Pressed | 10-160 | 360 | 20 | ||
| Pulled semi-solid | 30-50 | 390 | 15 | |||
| LZhS58-1-1 | Pressed | 10-160 | 290 | 20 | ||
| Pulled semi-solid | 3-50 | 440 | 10 | |||
| LMts58-2 | Pressed | 10-160 | 390 | 25 | ||
| Pulled semi-solid | 3-12 | 440 | 20 | |||
| 13-50 | 410 | 20 | ||||
| LZhMts59-1-1 | Pressed | 10-160 | 430 | 28 | ||
| Pulled semi-solid | 3-12 | 490 | 15 | |||
| St. 12 to 50 | 440 | 17 | ||||
| LAZ60-1-1 | Pressed | 10-160 | 440 | 18 |
But according to the material condition, drawn rods are made:
- from alloys of grades L63, LS59-1 - soft, semi-hard;
- from alloys of grades LO62-1. LMts58-2, LZhMts59-1-1 - semi-solid.
Rod diameters, mm:
- pulled:
3; 3.5; 4; 4.5; 5; 5.5; 6; 6.5; 7; 7.5; 8; 8.5; 9; 9.5; 10; eleven; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 23; 24; 25; 27; 28; thirty; 32; 34; 35; 36; 38; 40; 41; 45; 46; 50; round rods drawn with high precision are produced only with a diameter of 3-10 mm; - pressed:
10; eleven; 12; 14; 16; 18; 20; 22; 23; 24; 25; 27; 28; thirty; 32; 35; 36; 38; 40; 41; 42; 45; 46; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 120; 130; 140; 150; 160; High-precision pressed round rods are manufactured with a diameter of only 10 -50 mm, high-precision square and hexagonal pressed rods are produced with a diameter of only 22 - 32 mm, normal precision -22 - 100 mm.
Note.
For square and hexagonal bars, diameter refers to the diameter of the inscribed circle.
Examples of symbols:
drawn rod, hexagonal, normal manufacturing accuracy, semi-solid, diameter 24 mm, length 3000 mm, made of brass grade LO62-1:
Rod DShGNP 24 x 3000 LO62-1 GOST 2060-90
the same drawn, round, of normal manufacturing accuracy, solid, 12 mm in diameter, of unmeasured length, made of brass grade LS63-3, intended for processing on automatic machines:
Rod DKRNT 12 ND LS63-3 AV GOST 2060-90
the same pressed, square, normal manufacturing accuracy, diameter 24 mm, unmeasured length, made of brass brand LZhS58-1-1:
Rod GKVNH 24 ND LZhS58-1-1 GOST 2060-90
the same drawn, square, increased precision manufacturing, solid, diameter 12 mm, length multiple of 5000 mm, made of brass grade LS59-1, antimagnetic:
Rod DKVPT 12 KD 5000 LS59-1 AM GOST 2060-90
the same drawn, round, high-precision manufacturing, solid, diameter 10 mm, measured length 2000 mm, made of brass brand LS63-3
Rod DKRVT 10 x 2000 LS63-3 GOST 2060-90
Types and rules of their use
Rolled brass is produced both by pressing technology and by broaching. The rolled section can be in the form of a square, circle, rectangle or hexagon .
According to the degree of hardness, hard, semi-hard and soft rods are produced.
The manufacturer ships rolled brass in coils or cut. The physical and mechanical properties of the product are determined according to the technical conditions set by the consumer.
So, for example, the decoding of the designation of the rod DSHGNP means: drawn brass, hexagonal, normal manufacturing accuracy, semi-solid.
Assortment of brass LS59-1
| Brass bushing LS59-1 | Size 50-1000 mm, price - check |
| Brass square LS59-1 | Side 5-60 mm, matte, semi-hard, price from 389 rub./kg |
| Brass circle LS59-1 | Diameter 3-160 mm, drawn and pressed, matte, price from 360 rub./kg |
| Brass tape LS59-1 | Thickness 0.1-2 mm, cotton, price - check |
| Brass sheet LS59-1 | Thickness 0.5-25 mm, cold-stained and hot-stained, matte, price from 489 RUR/kg |
| Brass wire LS59-1 | Diameter 0.8-6 mm, drawn, price from 575 RUR/kg |
| Brass pipe LS59-1 | Diameter 5-200 mm, drawn and pressed, price - check |
| Brass hexagon LS59-1 | Diameter 5-41 mm, stretched, matte, semi-solid, price from RUB 363/kg |
Brass brand L63: decoding, characteristics of the alloy, GOST
Standard sizes and prices of goods of the LS59-1 brand are constantly updated, so contact our managers to quickly and correctly place your order.
Mechanical characteristics
| Section, mm | σB, MPa | d5, % | d10 | d10 | Brinell hardness, MPa | HV, MPa |
| Cold rolled strip as delivered according to OST 4.021.078-92 (transverse samples) | ||||||
| 0.14-2 | 340-490 | — | ≥25 | — | — | — |
| 0.1-2 | 460-640 | — | ≥5 | — | — | — |
| Cold-rolled strips and sheets in delivery condition according to GOST 2208-2007 (samples) | ||||||
| — | 340-470 | — | ≥25 | — | ≥100 | ≥105 |
| — | ≥590 | — | ≥3 | — | — | — |
| — | 400-500 | — | ≥10 | — | — | — |
| — | 460-610 | — | ≥5 | — | ≥200 | — |
| Hot-rolled sheets in delivery condition in accordance with GOST 931-90, OST 4.021.050-92 sheets and strips in accordance with GOST 2208-2007 (samples) | ||||||
| 2-25 | 360-490 | — | ≥18 | — | — | — |
| Cold-rolled sheets and strips in delivery condition according to GOST 931-90, OST 4.021.050-92, OST 4.021.067-92 (transverse samples) | ||||||
| 3-12 | 340-470 | — | ≥25 | — | ≥100 | — |
| 3-10 | 460-610 | — | ≥5 | — | ≥200 | — |
| Cold-deformed square wire as delivered according to OST 4.021.112-92 (longitudinal samples) | ||||||
| 3.9-7 | ≥340 | — | ≥30 | — | — | — |
| 3.9-5 | 400-640 | — | ≥5 | — | — | — |
| 5-7 | 440-640 | — | ≥8 | — | — | — |
| Cold-deformed round wire for general purpose as delivered in accordance with OST 4.021.105-92 (samples) | ||||||
| 0.7-1 | ≥340 | — | ≥25 | — | — | — |
| 1.1-1.8 | ≥340 | — | ≥27 | — | — | — |
| 2-12 | ≥340 | — | ≥30 | — | — | — |
| 2-5 | ≥390 | — | ≥10 | — | — | — |
| 5.6-12 | ≥390 | — | ≥12 | — | — | — |
| 0.7-1 | ≥490 | — | ≥1 | — | — | — |
| 1.1-1.8 | ≥470 | — | ≥3 | — | — | — |
| 2-5 | 490-640 | — | ≥5 | — | — | — |
| 5.6-12 | 440-640 | — | ≥8 | — | — | — |
| Hexagonal cold-deformed wire as delivered according to OST 4.021.116-92 (longitudinal samples) | ||||||
| 3-12 | ≥340 | — | ≥30 | — | — | — |
| 3-5 | 490-640 | — | ≥5 | — | — | — |
| 5-12 | 440-640 | — | ≥8 | — | — | — |
| Rods in delivery condition according to OST 4.021.020-92, GOST 2060-2006 (longitudinal samples) | ||||||
| 10-50 | ≥360 | ≥22 | — | ≥18 | — | 80-140 |
| 55-160 | ≥360 | ≥22 | — | ≥18 | — | 70-140 |
| 3-50 | ≥330 | ≥25 | — | ≥22 | ≥80 | 80-140 |
| 13-20 | ≥390 | ≥15 | — | ≥12 | ≥100 | 121-170 |
| 21-40 | ≥390 | ≥18 | — | ≥15 | ≥100 | 121-170 |
| 3-12 | ≥410 | ≥10 | — | ≥8 | ≥100 | 121-170 |
| 3-12 | ≥490 | ≥7 | — | ≥5 | ≥130 | ≥171 |
| Square rods according to OST 4.021.037-92 in delivery condition (longitudinal samples, the diameter of the inscribed circle is indicated in the cross-section) | ||||||
| 41-80 | ≥360 | ≥22 | — | ≥18 | — | 70-140 |
| 3-36 | ≥330 | ≥25 | — | ≥22 | — | 80-140 |
| 12-30 | ≥390 | ≥15 | — | ≥12 | — | 121-170 |
| 30-36 | ≥390 | ≥18 | — | ≥15 | — | 121-170 |
| 5-12 | ≥410 | ≥10 | — | ≥8 | — | 121-170 |
| 5-12 | ≥490 | ≥7 | — | ≥5 | — | ≥171 |
| Rods of increased ductility as delivered in accordance with GOST 2060-2006 (longitudinal samples) | ||||||
| 10-180 | ≥360 | ≥23 | — | ≥20 | — | — |
| 3-50 | ≥340 | ≥32 | — | ≥30 | — | — |
| 13-20 | ≥430 | ≥16 | — | ≥14 | — | — |
| 21-40 | ≥410 | ≥20 | — | ≥17 | — | — |
| 3-12 | ≥430 | ≥14 | — | ≥12 | — | — |
| 3-12 | ≥490 | ≥12 | — | ≥9 | — | — |
| Pressed rods of rectangular cross-section in delivery condition according to GOST 6688-91 (longitudinal samples) | ||||||
| — | ≥370 | — | — | ≥21 | — | — |
| Hexagonal bars according to OST 4.021.041-92 in delivery condition (longitudinal samples) | ||||||
| 41-80 | ≥360 | ≥22 | — | ≥18 | — | 70-140 |
| 5-50 | ≥330 | ≥25 | — | ≥22 | — | 80-140 |
| 12-20 | ≥390 | ≥15 | — | ≥12 | — | 121-170 |
| 20-36 | ≥390 | ≥18 | — | ≥15 | — | 121-170 |
| 5-12 | ≥410 | ≥10 | — | ≥8 | — | 121-170 |
| 5-12 | ≥490 | ≥7 | — | ≥5 | — | ≥171 |
| Pressed pipes in delivery condition according to GOST 494-90 | ||||||
| ≥390 | — | — | ≥20 | — | — |
Chemical composition of brass alloy, properties, marking and application
GOST, TU and other standards
Production, quality control and acceptance testing methods are regulated by GOST 2060 2006 “Brass rods technical conditions”.
Gas welding of brass is regulated by GOST 16130-90 and industry standard OST 26-04-2389-79
GOST 16038-80 is devoted to electric arc welding using brass filler rods
Welding in a protective argon atmosphere is described by GOST 16130-72.
Enterprises that produce products from brass and other metals can, in agreement with the customer, use their own technical specifications for creating welded joints.
Application
Brass L63 and other alloys of copper and zinc
The main industries in which bronze rods are used are:
- mechanical engineering;
- automotive industry;
- shipbuilding;
- aerospace industry;
- military-defense complex;
- instrument making;
- electrical engineering, etc.
A variety of parts and mechanisms are made from them. Among them:
- elements of mechanisms;
- parts of pumps, valves and sensors;
- shafts and spindles of various configurations;
- components of water and gas pipes and fittings;
- washers, screws and bolts;
- bushings for bearing mechanisms;
- accessories, etc.
The part is made of bronze rod and copes well with the influence of frictional forces on it. They inevitably arise in all functioning mechanisms without exception. Due to the fact that the hardness of the part is not very high, it can protect other more expensive components.
Features of heat treatment and corrosion resistance
The product in question melts at a temperature of 906oC. In the range from 750oC to 880oC it still exhibits good ductility and can therefore be machined. An important stage in the production of alloy L63 is annealing, which is performed in the range of 550-650oC. As a result of this processing, two main processes occur:
- mechanical stress is relieved;
- metastable phases dissolve to form a single-phase structure.
The presence of mechanical stress is extremely undesirable for L63. It is known that the addition of zinc to copper leads to a significant improvement in its corrosion resistance, therefore all brasses are fairly chemically passive alloys. They are destroyed over time only in aggressive environments, for example in perchloric and nitric acids. However, the presence of stress in brass structures significantly reduces their corrosion resistance.
Due to the formation of the above-mentioned stresses, it is not recommended to subject L63 products to rapid cutting.
Brass rod
Products made of brass (an alloy of copper) are characterized by increased strength and resistance to corrosion, exceeding the characteristics of copper. Additives of zinc and aluminum allow their use in sea and chlorine-containing water. Brass can be either two-component (copper and zinc) or multi-component (the composition includes aluminum, tin, silicon, iron, nickel, lead, manganese).
Brass rod is made from alloys, the chemical composition of which is regulated by GOST 15527. Drawn or pressed rod is produced in accordance with GOST 2060-2006 and is produced from brass grades L63, LS63-3, LS59-1. One of the most common brass products in industry is brass rod, which is characterized by high reliability, aesthetic appearance and environmental safety.
Types of brass rods:
According to the cross-sectional shape, brass rods are divided into:
-
round (K) -
square (KV) -
hexagonal (SH) -
oval
According to the state of the alloy, brass rods are:
-
soft -
semi-solid -
hard
Brass rods LS59-1 with a diameter of 5 to 50 mm are produced by broaching or drawing and are usually sold in a semi-solid state, designated by the index “p/tv”.
The main differences between bars of brands L63 and LS59-1:
-
electrical conductivity and thermal conductivity are the same -
LS59-1 rod is almost as strong and hard as L63. Although, if there are cuts, LS59-1 rods can very easily collapse under lateral load -
LS59-1 alloy rod is convenient for cutting. LS59-1 contains lead. When cutting, very small and loose chips are formed, equipment wear will be less -
L63 is more difficult to cut than LS59-1 -
turning L63 bars is also possible, it just produces slightly different chips -
LS59-1 has good antifriction characteristics and is used in plain bearings that operate at low specific pressures and high speeds
Brass products can last quite a long time in aggressive environments or at high humidity, so brass rods (especially brass rod LS59-1) are widely used in many industries.
Application of brass rods
Due to their physical properties, brass rods can be easily processed in various mechanical ways: cutting, milling, stamping. Brass rod is characterized by a high degree of corrosion resistance. The properties of brass allow the material to be processed in both hot and cold states, this leads to the fact that all types of semi-finished products from rolled brass are in demand in mechanical engineering and instrument making, shipbuilding, the space and aviation industries, and the automotive industry.
Screws, nuts, bolts, gears, fittings, gas reducers, shut-off valve parts, parts of electromechanical installations and piston machines are made from brass rods. Brass is also widely used in the watch industry, both for the manufacture of small elements and for the production of case parts.
Characteristics and diameters of the range
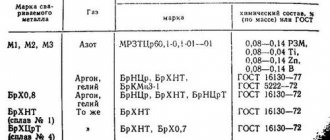
The selection of the type of rod used for additive is based on its chemical composition and diameter. The properties of the produced wires are summarized in the table:
Chemical composition of various grades of alloys used for the manufacture of filler material.
Pure brass rolled products L62 and L68 are used most often. These additives do not compensate for the evaporation and burnout of zinc, but are readily available and inexpensive. When working in a protective atmosphere, they make it possible to achieve acceptable quality of welded joints.
To obtain the best quality of the seam with minimal defects in the form of porosity, deoxidizer additives are used. They prevent zinc from burning out. Such additives include: Al, Si, Ni, Mn. For the most critical joints, silver additives are used, which significantly increases the cost per linear meter of the seam. The addition of boron makes it possible to avoid the use of flux.
The silicon additive reduces smoke formation and reduces zinc burnout to 2%.
The composition of LKN-56 is characterized by a high zinc content, which compensates for its evaporation and burnout. It is widely used when joining brass to steel or cast iron.
A rod made of LS-59 with tin and silicon additives is optimized for gas welding of brass with acetylene torches . The seam is obtained with increased anti-corrosion properties and can be used in chemically active environments.
Rods are produced with diameters from 3 to 220 mm.
Offers from neighboring regions
| Brass bushing LS59-1 according to GOST 15527-2004, GOST 17711-93. D = 20 mm - 3000 mm. GOST: GOST 15527-2004; Diameter: 20 mm; Brass grade: LS59-1. for mechanical engineering, shipbuilding, instrument making. 336 rub./t. | delivery to Moscow from Nizhny Novgorod 17 more offers |
| Brass circle 10 LS59-1 You can check the price from the sales department managers by phone or by sending a request by email. Delivery is carried out from the warehouse by road and railway transport throughout Russia and the CIS countries. Delivery conditions depend on the volume of shipments, the possibility of prepayment and the duration of our cooperation. This price list is exclusively for… 366,078 rub./t. | delivery to Moscow from Yaroslavl 214 more offers |
| Brass circle 100 LS59-1 You can check the price from the sales department managers by phone or by sending a request by email. Delivery is carried out from the warehouse by road and railway transport throughout Russia and the CIS countries. Delivery conditions depend on the volume of shipments, the possibility of prepayment and the duration of our cooperation. This price list is exclusively for… 366,078 rub./t. | delivery to Moscow from Dzerzhinsk 214 more offers |
| Brass square 20 mm LS59-1 Product in stock. We deliver throughout Russia and CIS countries. The final price depends on the volume of purchase and payment terms. This information about the product, its price and availability, is for informational purposes only and under no circumstances is it a public offer defined by the provisions of Part 2 of Art. 437 of the Civil Code of the Russian... 511 rub./kg. | delivery to Moscow from Lipetsk 290 more offers |
| Brass square 22 mm LS59-1 Product in stock. We deliver throughout Russia and CIS countries. The final price depends on the volume of purchase and payment terms. This information about the product, its price and availability, is for informational purposes only and under no circumstances is it a public offer defined by the provisions of Part 2 of Art. 437 of the Civil Code of the Russian... 511 rub./kg. | delivery to Moscow from Tula 290 more offers |
| Brass circle 110 LS59-1 You can check the price from the sales department managers by phone or by sending a request by email. Delivery is carried out from the warehouse by road and railway transport throughout Russia and the CIS countries. Delivery conditions depend on the volume of shipments, the possibility of prepayment and the duration of our cooperation. This price list is exclusively for… 366,078 rub./t. | delivery to Moscow from Voronezh 214 more offers |
| Brass square 5 mm LS59-1 Product in stock. We deliver throughout Russia and CIS countries. The final price depends on the volume of purchase and payment terms. This information about the product, its price and availability, is for informational purposes only and under no circumstances is it a public offer defined by the provisions of Part 2 of Art. 437 of the Civil Code of the Russian... 511 rub./kg. | delivery to Moscow from Ryazan 290 more offers |
| Brass circle 12 LS59-1 You can check the price from the sales department managers by phone or by sending a request by email. Delivery is carried out from the warehouse by road and railway transport throughout Russia and the CIS countries. Delivery conditions depend on the volume of shipments, the possibility of prepayment and the duration of our cooperation. This price list is exclusively for… 366,078 rub./t. | delivery to Moscow from Smolensk 214 more offers |
Anti-corrosion characteristics
All brass alloys (and therefore L63 brass) have high corrosion resistance. They are also distinguished by lower thermal and electrical conductivity when compared with the base metal - copper. Alloy L63 exhibits its corrosion resistance best under the following conditions:
- when in an air environment, including one saturated with salt vapor (sea air);
- when operating products in fresh water;
- when in sea water with low mobility;
- in an environment containing a large amount of halogen gases;
- when exposed to steam whose humidity is low;
- in a liquid medium consisting of antifreeze, freon and alcohol solutions.
Technological characteristics of brass L63
The corrosion resistance of those L63 brass products that have been pre-processed by cutting is significantly reduced. This is explained by the fact that when performing such processing, the crystal structure of the alloy is disrupted, and significant internal stresses are also formed. Corrosion cracking may occur on the surface of products made from L63 brass, the main causes of which are:
- excess humidity;
- high ambient temperature;
- the presence of sulfur dioxide and ammonia vapors in the environment in which the product is operated.
Regardless of the brand, factors that significantly reduce the corrosion resistance of brass are:
- contact with fatty acids;
- finding the product in so-called mine waters;
- interaction with hydrogen sulfide;
- exposure of the product to high pressure and saturated wet steam;
- interaction with oxidizing solutions and chlorides;
- contact with acids of mineral origin.
Corrosion rate of brass in various environments
Of all the products for the production of which L63 brass is used, those made from thin-sheet material are most susceptible to oxidative corrosion processes. This, in particular, includes tanks and tanks for various purposes, which are widely in demand in almost all industries.
What equipment can it use?
The following technologies use brass filler:
- submerged arc welding;
- gas welding;
- argon welding with non-consumable electrode.
During submerged arc welding, the metal is heated by the thermal energy released when the electric arc burns. The flux layer, when burned, creates a protective atmosphere. Various current sources are used. These include:
- welding rectifiers;
- inverters.
Welding inverters are replacing obsolete power sources, which are characterized by large weight and dimensions.
During gas welding, the metal is heated by a flame formed by the combustion of gas: acetylene or propane in an oxygen atmosphere. Welding requires gas cylinders, a reducer to reduce and stabilize pressure, a hose and a welding torch.
When welding in an argon atmosphere, a current source (inverter or rectifier), a cylinder with inert gas, and a welding torch into which a non-consumable tungsten electrode is inserted are used. Shielding gas is supplied through the same burner.
In all three cases, a brass filler rod is fed into the working area and melts there, becoming part of the suture material.
Work algorithm
Pouring molds with brass melt
Brass casting begins with the preparation of the material. If a crowbar is used, it must first be cleaned. The rental is simply cut. The prepared metal is placed in a crucible. The smaller the cut, the easier it will be to melt. The filled crucible is taken with tongs and placed in the oven. After this, the oven heats up to the desired temperature. When all the deposited material has turned into a liquid state, it is time to remove the crucible from the furnace. This can also be done using forceps.
The film formed on the surface is removed with a spoon. The crucible removed from the furnace is placed on a foundry ladle, after which the casting process begins. The molten metal is poured into the mold and left until it cools completely. The molds are preheated to evaporate moisture, and then placed on dry sand. The melting point of brass depends on its composition, so before starting work you need to carry out trial meltings.
Related video: How to make brass at home
Publications on the topic
Methods for smelting copper at home
Features of soldering aluminum at home
Required temperature and melting process of bronze
Methods of use
The technology for welding brass is generally similar to welding pure copper parts. The quality of the seam largely depends on correctly performed preparatory operations.
Preparation
Regardless of the equipment used, the seam area must be thoroughly cleaned and degreased. Due to the low thermal conductivity of brass, when joining workpieces no thicker than 1 cm, there is no need to heat them up. Thicker parts are heated to 340-360°C
Starting from a thickness of 6 mm, seam cutting is required. The further progress of work depends on the selected welding technology.
Electric arc
The work is carried out with direct current. The welding chain consists of the following elements:
- current source;
- holder with electrode
- ground wire with clamp on the workpiece;
- air gap between the tip of the electrode and the workpiece.
When an arc is ignited in the air gap, the circuit is closed and current begins to flow through it. The heat from the electric arc melts the workpiece and filler rod and forms a weld pool.
As the arc moves, the molten metal solidifies, forming the suture material. In order to exclude contact of the weld pool melt with the oxygen contained in the air and prevent the formation of an oxide film, welding is carried out under submerged arc. Burning in an arc flame, the flux powder releases a protective gas that displaces air.
An asbestos plate is placed on the back side of the seam to prevent the melt from leaking out.
Gas
Gas welding is usually used in hard-to-reach places, where it is impossible to organize power supply.
Acetylene and oxygen are supplied from cylinders to the burner. There they mix, forming a flammable mixture. The burner flame heats up and melts the edges of the workpieces. A filler rod is introduced into it, it also melts and flows into the weld pool. The weld area is also filled with flux, which creates a protective atmosphere.
Slag masses arising during gas welding are washed off with water after the weld is completed. To increase the density and strength of the seam, it is forged and annealed.
Ceiling seams should be welded with extreme care, preventing the melt from leaking out of the bath. To do this, use the burner at minimum power.
In an argon environment
Argon arc welding is one of the most popular types used for joining brass workpieces. The method allows you to obtain high quality connections with high productivity. The use of a protective argon atmosphere eliminates zinc burnout, since access to oxygen to the weld pool is reliably blocked. Argon arc welding allows you to weld workpieces of large thickness.
During preparation, mechanical cleaning is carried out until a metallic shine appears; the oxide film on the metal surface is destroyed by treatment with nitric acid. Next, the parts are washed and dried. This is done shortly before welding begins, so that the oxide film does not have time to form again.
When welding thin-walled structures, the seam is applied in separate beads adjacent to each other. Carrying a seam in a continuous line significantly increases the risk of burning through thin workpieces.
A tungsten rod with special additives is used as an electrode. Refractory tungsten is not consumed during the welding process and is not part of the suture material. An filler rod is used to form it. The welder holds the torch with his right hand, and with his left hand feeds the filler material into the work area, leading it after the arc. This type of work requires good coordination and experience.
The labor intensity of argon arc welding is lower than using flux, and the quality of the weld is more stable.
At home
When working at home, electric arc and argon arc welding are often used . The use of gas welding requires a highly qualified welder, which is rarely found among home craftsmen.
When welding brass, zinc evaporates and burns out. Zinc molecules react with atmospheric oxygen to form zinc oxide ZnO. This substance is harmful to human health, both when inhaled and when it comes into contact with the skin and mucous membranes. When organizing a workplace, you should provide powerful exhaust ventilation, and use a respirator during work.
Minimal formation of zinc oxide occurs during argon arc welding. This method is preferred for the home workshop .
Bar
Brass rod We offer you to buy brass rod in a wide range. The properties of a brass rod depend on the production method, material and chemical composition. It can be made from any brand of brass, but the most widely used are pressed hard and semi-solid circles from inexpensive brass L63 and LS59-1, manufactured according to GOST 2060-2006 with a diameter of 5 to 160 mm. Applications Brass rods are widely used in the automotive, aerospace, watch, instrument, shipbuilding and life support systems industries. All kinds of fasteners, fittings, fittings, and parts of electrical devices are made from brass. Due to the good anti-corrosion properties, malleability, lightness and aesthetics of products made from various brass alloys, brass rods are sold in a wide range to satisfy the most highly specialized needs of a particular industry. Technical instructions • The production of brass rods from brass alloys of grades LS59-1, LO62-1, L63, LZhS58-1-1, LZhMts59-1-1, LMts58-2, LO62-1, LS63-3LAZH, 60-1-1 is regulated according to GOST standards. The main document regulating the production of square, round and hexagonal brass rods is GOST 2060-2006. • For other grades of alloys, various types of Technical Instructions are used
For the alloy LS58-2, for example, TU 48-21-5010-77 is taken into account, and for MtsSKA58-2-2-1-1 standardization takes place according to TU 48-21-356-74. In short, the range of different brass rods is extremely wide, and in this area there are constantly additions
Here you can find out prices for brass rods made of the alloy you are interested in, or buy brass rods of the class you need. Classification of brass rods Brass rods are manufactured using different technologies. They are: • Drawn • Pressed Brass products are distinguished by a wide selection of different sections: • Round • Square • Hexagonal • Rectangular Brass rods are made from alloys of different hardness: • Soft (annealed) • Semi-hard • Hard. They are distinguished: Brass rods for automatic processing. You can buy brass rods with antimagnetic properties. Marking Based on the presented classification, the marking corresponds to the following form: • Product name: Rod • Manufacturing technology: D – drawn and cold-deformed, G – pressed and hot-deformed. • Section shape: KV, KR, SHG, PR • Requirements for accuracy: normal accuracy - or N, P - increased, V - high. • Hardness: M, PT, T. • Diameter: indicated in mm. • Length with indication of dimension: unmeasured - ND, multiple of the size - KD, in a coil - BT. • Alloy: one of the above. • Scope of application: AB – automatic, AM – antimagnetic. Standard: GOST 52597-2006, GOST 2060-2006 or TU. The application can be sent by email or by phone;
| 1 | Name | Unit. | Weight | |
| 2 | Rod LMTs58-2 | f20 | kg | 204,00 |
| 3 | Rod LMTs58-2 | f25 | kg | 350,00 |
| 4 | Rod LMTs58-2 | f30 | kg | 145,00 |
| 5 | Rod LMTs58-2 | f35 | kg | 90,00 |
| 6 | Rod LMTs58-2 | f38 | kg | 190,00 |
| 7 | Rod LMTs58-2 | f45 | kg | 70,00 |
| 8 | Rod LMTs58-2 | f50 | kg | 100,00 |
| 9 | Rod LMTs58-2 | F55 | kg | 150,00 |
| 10 | Rod LMTs58-2 | f60 | kg | 350,00 |
| 11 | Rod LMTs58-2 | F80 | kg | 260,00 |
| 12 | Rod LMTs58-2 | f90 | kg | 345,00 |
| 13 | Rod LMTs58-2 | f100 | kg | 115,00 |
| 14 | Rod LMTs58-2 | f110 | kg | 635,00 |
| 15 | Rod LMTs58-2 | f120 | kg | 365,00 |
| 16 | Rod LMTs58-2 | f130 | kg | 220,00 |
| 17 | Rod LMTs58-2 | f140 | kg | 520,00 |
| 18 | Rod LMTs58-2 | f150 | kg | 760,00 |
| 19 | Rod LMTs58-2 | f160 | kg | 126,00 |
| 20 | Rod LMTs58-2 | f170 | kg | 285,00 |
| 21 | Rod LMTs58-2 | f180 | kg | 290,00 |
| 22 | Rod LMTs58-2 | f200 | kg | 490,00 |
| 23 | Rod L90 | f30 | kg | 155,00 |
| 24 | Rod L90 | f40 | kg | 150,00 |
| 25 | Rod L90 | f50 | kg | 350,00 |
| 26 | Rod L90 | f60 | kg | 270,00 |
| 27 | Rod L90 | f70 | kg | 250,00 |
| 28 | Rod L90 | f80 | kg | 280,00 |
| 29 | Rod L90 | f90 | kg | 240,00 |
| 30 | Rod L90 | f100 | kg | 160,00 |
| 31 | Rod L90 | f110 | kg | 550,00 |
| 32 | Rod L90 | f120 | kg | 710,00 |
| 33 | Rod L90 | f125 | kg | 125,00 |
| 34 | Rod L90 | f130 | kg | 70,00 |
| 35 | Rod L90 | f140 | kg | 1 650,00 |
| 36 | Rod L90 | f150 | kg | 260,00 |
| 37 | Rod L90 | f160 | kg | 240,00 |
| 38 | Rod L90 | f170 | kg | 1 100,00 |
| 39 | Rod L90 | f190 | kg | 110,00 |
| 40 | Rod L90 | f200 | kg | 2 850,00 |
| 41 | Rod L90 | f220 | kg | 650,00 |
| 42 | Rod L90 | f240 | kg | 310,00 |
| 43 | Rod L90 | f250 | kg | 750,00 |
Areas of application
Round brass welding rod is used wherever welded brass products are found. The scope of application covers such industries as:
- machine tool industry;
- Automotive industry;
- aerospace industry;
- shipbuilding;
- precision instrumentation;
- weapons production;
- food engineering;
- chemical industry;
- production of household appliances.
The rod is used for welding and in the production of shut-off and control valves for gases and liquids.
Square and hexagonal brass rods manufactured in accordance with GOST 2060 are used as a structural material.
Advantages
Like many other types of rolled metal, bronze rod has a number of advantages:
- No rough surface. This effect is achieved by long-term processing of products on the machine. Thus, any relief on the profile almost completely disappears.
- High level of strength. This in turn affects the service life of the rods. They withstand both kinks and various moderate stretches well.
- Low wear. For many other types of rolled metal it is more significant.
- Affordable price of rolled metal. This can be achieved through well-functioning, reliable production and the use of the latest technologies.
- Optimal level of heat and electrical conductivity. These properties of the product can be modified by adding some other substances to it, such as nickel, copper, iron, etc. In this way, both low and high electrical conductivity can be achieved.
- Versatility. A large number of types of rods allows them to be used in completely different areas.
- Increased flexibility and ductility. As a result, bronze rods are often used in the production of various parts and devices of both simple and complex shapes.
- Resistance to climatic conditions. This significantly increases the service life of the product and its functionality.
Physical features of melting homogeneous metals
Brass is a multicomponent alloy based on copper and zinc. It may also contain some other components - tin, lead, iron, nickel, manganese. Copper acts as the main substance, while additional components improve the physical properties of the material (strength, elasticity, electrical conductivity, corrosion potential). Melting of single-component and multi-component alloys has many differences. Therefore, before considering the issue of melting brass, it is necessary to consider the features of melting a homogeneous metal based on copper.
In physics, smelting is a procedure in which a solid metal turns into a liquid state. To melt copper, it must be heated to a temperature of 1.085 degrees Celsius. Typically, heating is carried out with a small temperature increase (~1150 degrees), since in practice copper alloys with the addition of alloying substances are often used, which increases the melting point.
Heating at the chemical-physical level
- Copper atoms are in a solid state before heating. On a chemical level, this means that they form a strong crystal lattice that is resistant to deformation and retains its shape upon impact.
- When heated, the potential energy of copper atoms increases, which leads to a deterioration in the strength of the crystalline structure of the material. However, the material retains its hardness because the crystal lattice is not destroyed (although it becomes less dense).
- When the temperature reaches 1.085 degrees, the copper atoms receive an excess amount of energy, which causes the crystal lattice of the alloy to disintegrate. At the physical level, the alloy changes from a solid to a liquid state.
- Now several situations are possible. Let's consider the first situation. If the material continues to be heated, it will retain its liquid state. At a temperature of 2.567 degrees, copper goes into a gaseous state (that is, the liquid begins to boil). In metallurgy, evaporation of copper is very rarely performed, since it has no practical benefit.
- But another situation is also possible. If liquid copper is not heated after melting, then the liquid will gradually begin to cool. This will cause the material to return to a solid form. At the chemical level it occurs