Reinforcement of slabs, bottoms and other similar structures begins with chalk markings based on the position of the longitudinal and transverse rods.
Then the rods are laid out and connected to each other. The finished mesh is raised onto pads to provide a protective layer. With double reinforcement, the second mesh is assembled similarly to the first.
Reinforcement of structures with meshes and flat frames is carried out using cranes, which ensure the supply of reinforcement packages with a weight of up to 100 kg directly to the structure, and with a weight of more than 100 kg - laying in the design position.
Flat reinforcement cages are installed in the formwork and connected to each other by distribution reinforcement. Rolled or flat meshes are installed in the formwork and secured in the design position. The joints of the mesh are mainly overlapped.
In the direction of the working rods, the overlap of the mesh of smooth round rods is l > 250 mm with at least two transverse rods located in the joint area. In meshes made of periodic profile reinforcement, the presence of transverse rods in the joint area is not necessary, but the overlap length should be equal to l + 5 diameters of the working rods. In the direction of the distribution rods, the meshes can be laid either without overlap, or overlapping, or with the installation of an additional mesh covering the junction of the main meshes.
Reinforcement of structures with spatial frames and reinforced concrete blocks is carried out by laying them in fully or partially installed formwork.
The reinforcement outlets of the base are preliminarily straightened and aligned according to the design and the alignment axes are applied. Then, a crane using slings or traverses lifts the reinforced elements, installs them in the design position according to pre-made markings, aligns them and temporarily secures them with guy wires. After this, the fittings are adjusted and connected, and the crane slings are released.
When installed in a structure, reinforcing bars, meshes, frames and other elements are connected by welding (electric arc and contact), tied with wire, secured with spring or plastic clamps.
Rice. 6.12. Methods for connecting reinforcing bars : a - joining bars using manual electric arc welding: I - with overlays and double-sided seams; II - the same, with one-sided seams; III - overlap; b - arc welding with forced formation of a seam of cross-shaped horizontal connections of rods; c - the same, horizontal with vertical; d - resistance spot welding when connecting rods with an overlap; d - the same, with a cruciform connection; e - knitting with wire the intersections of the rods: 1 - at the beginning of welding: II - the same, at the end; I - connecting rods; 2 — round pads; 3 — electrodes; 4 - inventory (copper or graphite) forms; 5 - knitting wire; g - connection of rods at intersections with spring clamps: I - winding of the clamp; II - lock in working position; I - spring clamps; h - plastic clamps: I - connection of parallel rods; II, III - the same, intersecting rods. Symbols: h - the amount of settlement of the rods; a is the thickness of the connection; c' and c" - dents of the lower and upper rods, respectively; g - burr; d' and d” are the diameters of the lower and upper welded rods, respectively; lн - overlap length
The connection of rods along the length by electric arc welding (except for butt welding) is done with an overlap or with overlays (Fig. 6.12, a).
An overlap connection with one- or two-sided seam welding is used for reinforcement with a diameter of at least 20 mm. The total length of the seam is determined by calculation. The connection with linings is used for almost all diameters of fittings.
To make cross-shaped connections of reinforcing bars with a diameter of more than 10 mm, manual electric arc welding is used in copper or graphite forming elements (Fig. 6.12, b).
Resistance welding is used to connect reinforcing bars both lengthwise and transversely. When connecting along the length, the ends of the rods are first overlapped one on the other by 1..1.5 times the diameter of the reinforcement, and then, during the welding process, they are upset until the rods are in a coaxial position (Fig. 6.12, d).
With a cross-shaped connection, the amount of settlement of the rods is taken to be about 0.5 of the diameter of the rod with a smaller area (Fig. 6.12, d). Resistance welding is performed using mobile butt welding machines.
Manual knitting of reinforcement with wire is used for small volumes of work or in cases where contact and arc electric welding is not allowed.
Wire knots are knitted using reinforcement cutters or hooks (Fig. 6.12, e). For knitting, soft wire with a diameter of about 1 mm is used.
In order to speed up the connection of the rods, spring wire clamps with a diameter of 1.6...2.8 mm are used, with their help one- and two-way connections are made (Fig. 6.12, g).
TsNIIOMTP has developed methods for connecting parallel and intersecting rods using plastic clamps (Fig. 6.12, h), which simultaneously fix the thickness of the protective layer of concrete.
To ensure the required thickness of the protective layer during reinforcement, rectangular tiles made of concrete or mortar, reinforcement stops, stands, etc. are used as fasteners.
In prestressed reinforced concrete structures, rods, wire and wire bundles, wire bundles and ropes are used for reinforcement. Two methods of tensioning reinforcement are used: on stops and on concrete.
In construction site conditions, tension is most often applied to concrete. With this method, reinforcement from bundles of wire is used. To secure and tension wire reinforcement, anchors of various designs are used: conical, sleeve, glass and blind.
During the process of concreting a structure, channels are installed in it with a diameter of 10...15 mm larger than the diameter of the reinforcement beam being passed through. When the length of the reinforcement is up to 10 m, it is tensioned from one end, and when the length is more than 10 m - from both ends. To ensure the solidity of the structure and protect the reinforcement from corrosion, the channel is sealed by injecting a cement mortar of at least M300 into it.
Pre-tensioning of the reinforcement of tanks and other cylindrical structures is carried out using special coiling machines, which cover the walls of the structures from the outside with reinforcement after the concrete has reached its design strength. After winding the reinforcement, the outer surfaces of the walls are shotcrete or plastered with high-strength cement mortar.
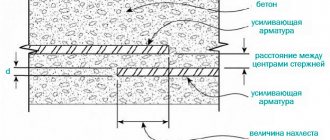
In modern construction, there are different ways to connect reinforcement: mechanical; by welding; overlap without welding. ADVANTAGES OF MECHANICAL JOINING This method is the most profitable and, accordingly, the most frequently used. If we compare the process of mechanical joining of reinforcement with overlap joining of reinforcement, the main advantage here is that there is no significant loss of material. Overlapping joints lead to the loss of a certain amount of reinforcement (approximately 27%). If we compare the mechanical connection of reinforcement with joining by welding, then in this case the speed of work wins, which takes much less time. In addition, welding should be performed only by professional welders to avoid poor-quality work, which can lead to negative consequences in the future. As a result, if you carry out mechanical joining, you can significantly save on wages for qualified craftsmen. This connection method also results in a fairly strong structure. It is possible to obtain an equally strong connection using this method in various weather conditions and at any time of the year. PROCESS OF MECHANICAL CONNECTION OF REINFORCEMENT Scheme of reinforcement of a foundation with stiffeners: 1 – Mesh of working reinforcement, 2 – Vertical reinforcement. To join the reinforcement mechanically, you will need an appropriate tool - a hydraulic press. The materials you will need are: pressed and threaded coupling; reinforcement bars. The technology of mechanical connection is quite simple and consists of the following: a steel coupling is put on the reinforcing bar; it is crimped with a hydraulic press; for the second rod the process is repeated again. As a result, it takes very little time to create a mechanical connection. Instead of couplings, it is allowed to use thick-walled steel pipes or couplings that have a partition in the center, which greatly simplifies installation. Strong mechanical joining is possible for reinforcing bars of different diameters. This is done thanks to the presence of replaceable dies in the hydraulic press. To perform this type of docking, you do not need the help of professionals; almost anyone can cope with the task. But there is one important condition: the work must be performed by two people at once. JOINING REINFORCEMENT USING WELDING Despite the popularity of mechanical joining, joining reinforcement using welding is also no less in demand in construction. There are several methods of arc welding: extended seams; multi-layer seams without the use of other technological elements; with forced formation of a seam; spot. To perform this type of work you will need the following tools: welding machine; electrical holders; shields; safety glasses; hammer, chisel; metal brushes; skimmer; steel ruler; plumb line, mark. The main working material is reinforcement. Welding reinforcement with extended seams is used to connect horizontal and vertical rods. This type of joining is possible with overlays or overlaps. The overlap connection is made with extended seams, but it is also possible to use arc points. It is also possible to connect reinforcing bars with short and long laps or double-sided and single-sided seams. Welded joints between plates and reinforcing bars can be short or long. In this case, it is allowed to shift the linings along the length. Welding of reinforcement is performed using various flank seams. In the process of welding with double-sided seams, hot longitudinal cracks sometimes occur during the application of a second connection on the other side. To prevent their occurrence, it is necessary to carefully select the type of electrodes and strictly adhere to the welding technological regime. Longitudinal welded seams can be multi-pass or single-pass, it depends on the diameter of the joined rods. The current for arc welding is selected depending on the type of electrodes. It is important to take into account one condition: in the process of welding reinforcement located in a vertical position, the current required is 10-20% less than for rods in a horizontal position. When highly qualified welders are available or when the volume of work is small, welding with multilayer seams without the use of forming elements is often used to join reinforcement. This method is most suitable for connecting reinforcement located in a vertical form. Bevel angles, their direction, bluntness and dimensions, cutting shapes, gaps between rods are standard. Welding of reinforcement with multilayer seams is performed using a single electrode. The welding seam is first applied on one side of the groove, and then across the entire width on the other. During welding of the groove, it is necessary to periodically clean the deposited metal from slag. The mode for this type of welding is set to the one indicated in the passport data of the electrodes. In this case, they are usually used with a calcium fluoride coating. SPOT WELDING AND WITH FORCED SEAM FORMATION Sometimes a construction project involves welding seams of cross joints of reinforcement with the formation of a forced seam. For such reinforcement products, steel rods with a diameter of 14-40 mm are used. They are pre-assembled in conductors, which ensures their tight adjoining to each other. You can also fix the rods using tack welding. But it is important to consider that tacks and jigs should not interfere with the installation of the forming elements. But it happens that on many construction sites, in the process of erecting monolithic reinforced concrete structures in the form of reinforcement products, frames and meshes are used, which are manufactured on site. They contain a wide variety of cross joints, which are connected using spot arc welding. The use of many grades of steel is limited due to the peculiarities of the welding process. When it is carried out pointwise, at the contacts of the cross joints of the rods, heat is quickly removed from the deposited metal, which provokes local hardening of the steel, as a result of which it becomes brittle. Low-carbon and medium-carbon reinforcing steels are especially sensitive to this thermal effect. LAP JOINTING WITHOUT WELDING The most common reinforcement of class A400 A-III cannot be connected using welding. In order to dock it, another method is used in which such work is not used. The connection is made using standard hooks or tabs. This joining method uses more material. But, which is quite convenient, no additional equipment, tools or materials are required. The overlap of reinforcement bars is carried out to a length that is capable of ensuring the transfer of design forces from one bar to another. Reinforcement joints overlapped must be equal to the length of the bypass, the value of which is indicated in SNiP 52-01-2003. The above manual indicates certain options for connecting overlapping reinforcement bars without welding. It is possible to join: straight ends of periodic profile rods; straight ends of rods with installation, which is located at the length of the overlap or with welding; bends at the ends (legs, loops, hooks). These types of connections are applicable for connecting reinforcement with a nominal diameter of up to 40 mm. Smooth tensile reinforcement is connected using hooks, loops, welded cross rods or special anchor devices. #reinforcement@stroyka_vk #reinforcement@stroyka_vkContacts:
Address: Tovarnaya, 57-V, 121135, Moscow,
Phone: +7 971-129-61-42, Email: [email protected]
Published on November 26, 2017, by Aleksey, in the section Insulation of a multi-storey building. Reinforcement is the basis of building structures, for which an increased level of safety is important. Its quality and characteristics must be high and meet such criteria as: strength, maximum articulation, corrosion resistance, compliance with GOST. The rigidity of reinforcement frames is ensured by connecting the rods together.
At the same time, the strength of the fastening does not affect the future strength of the structure. The most important thing is that this fastening holds the reinforcement and does not distort the shape of the future structure. All rules, standards and types of connections are described in DSTU. Their precise implementation minimizes the risks of using load-bearing structures in the future. The following methods of connecting reinforcement are distinguished: welding, threaded mechanical, crimp couplings, overlapping connections.
Methods for connecting reinforcement without welding
The choice of the type of joint is made taking into account the available equipment, the purpose of the structure, the type of reinforcement, the location of the rods in the structure, the diameter of the rods, and the convenience of laying concrete.
In Ukraine, since 2008, mechanical connection of reinforcement has been used, i.e.
e. its joining using crimp couplings (“construction without welding”). This technology has a number of advantages in the construction of structures and buildings made of monolithic reinforced concrete, including:
- the speed of the connection depends on the availability of equipment, and not on the skill of the worker; the versatility of the location of the connection in space (horizontal, vertical, inclined); the ability to connect reinforcement of different lengths, which allows minimizing waste of material; highly qualified welders are not required; ease of quality control of work, etc. .d.
Threaded connections of fittings have their own advantages and features, including:
- wide range of applications; reduction of installation time; reliability of fittings connections; reduction of energy costs, etc.
Overlapping reinforcement connection
Overlapping reinforcement is a simple and reliable option for joining it, guaranteeing long-term operation of the foundation or other concrete structure. This connection is designed to redistribute compressive and tensile loads. This method requires compliance with certain rules:
- the best point for an overlap is the place with the least stress on the structure; the overlap of the sections on top of each other should not be less than 50 cm; the sections forming the overlap should be as close to each other as possible; several overlaps should not be allowed to be nearby.
The overlap of reinforcement without welding is made using tie wire.
If the diameter of the elements of the created system is no more than 20 mm, it is advisable to overlap the reinforcement during welding. This method is more expensive due to the high cost of metal rods of the class being welded.
Coupling design
Couplings for connecting reinforcement are made from pipes having a small diameter corresponding to the size of the rods. A thread of the required diameter is made on the inner surface. The outer surfaces of the connection are made with a hexagon, allowing the use of a wrench.
According to experts, the use of a coupling for reinforcement installation is considered an ideal alternative to overlapping bars.
All couplings are standardized. The standards provide for the execution of internal inch threads with a minimum pitch. Strength characteristics are ensured by using thick-walled pipes, which make it possible to cut threads with the required pitch and depth of turns.
Reinforcement welding technologies
The strength of the supporting frame is a guarantee of the durability of the structure erected on it. Welding produces a monolithic, strong connection and is most often used for the construction of load-bearing structures.
All positions on welding of reinforcement structures are set out in GOST 14098-91. Depending on the specific situation, a certain technology for welding reinforcement is used, namely:
- contact butt, electric arc, contact point, bathtub, longitudinal seams.
There are cases when several methods of welding reinforcement are allowed. Then choose the most reliable or the simplest.
Most often, electric steel is used for a variety of carbon and alloy steels. arc welding using an electrode that melts in the arc.
In factories and workshops, welding of complex structures is carried out using a welding column (a vertical stand mounted in the floor or on a wheeled base), with a horizontal boom, at the end of which welding equipment is attached. Such equipment can also be used for manual welding, but more often it is an integral part of a large welding complex.
Gas welding is used for the manufacture and repair of items made of low-carbon steel, the thickness of which is 1–5 mm, as well as for welding thin-walled vessels, welding patches, cracks and in other cases. It can be used to join almost all metals used in technology.
It is important to remember that only fittings with the index “C” are intended for welding. Other material should not be welded; this will lead to a decrease in the strength of the structure at the welding site. Such reinforcement is used when installing structures where knitting is used.
Features of the technology
The coupling connection of the reinforcement represents the sequence of the following operations:
- Installation of crimp elements on reinforcing bars at the joint.
- Pressure testing of the coupling using a hydraulic device.
- Checking the assembly quality using visual inspection.
- Comprehensive quality control of the assembled structure.
Compliance with technology and the use of special crimping devices for mechanized joining makes it possible to correctly fix the elements and guarantee the strength and durability of the reinforcement structure.
Mechanical joining is used to quickly secure connections. The process of attaching two rods takes about 5-10 minutes. During this time, threads are cut at the ends of the rods, centering and screwing of the coupling using a torque wrench. This type of connection simplifies quality control of joints.
Butt welding of reinforcement
Butt welding is a type of resistance welding when the ends of the rods are welded and connected in the longitudinal direction. In construction work, joining reinforcement by welding is used in the manufacture of frames, meshes, gratings, and for connecting rods.
Resistance welding is based on heating the parts to be joined by the heat generated when electric current flows through the contact of the parts and overcoming the resistance of this contact.
If you simply weld two ends connected by straight ends, the connection will not meet the strength requirements, so bathtub technology is used for butt welding.
The essence of this technology is that the ends of the fittings are immersed in a metal mold, reminiscent of a regular bathtub. Next, the connected ends are melted with an electrode. The bath is filled with molten metal, fastening the two rods with a monolithic single rod of thickness determined by the size of the bath.
Welding reinforcement with multilayer seams
Multilayer seams are used when it is necessary to weld thick material, which cannot always be joined in one layer, and also to reduce the heat-affected zone.
Welding multilayer seams has its own characteristics. So, after welding one layer, it is necessary to clean it of slag, after which the next layer is welded. The final layer acts as a bulge and heat treats the previous layers, this improves the quality of the weld metal.
Welding of reinforcement with multilayer seams is performed using a single electrode. First, the seam is applied on one side of the cut, then along the entire width.
Quality control of reinforcement connections
The quality of reinforcement connections and embedded parts elements is ensured by quality control of reinforcing steel, welding materials, equipment, as well as by acceptance and ongoing monitoring of the condition of connections and embedded parts.
Quality control of equipment and materials is carried out before the start of work. Current control is carried out at all stages of production of compounds, and includes:
- checking the preparation of embedded parts elements, the reinforcement itself; checking the preparation of connections for welding; checking the correctness of the welding mode; periodic monitoring during execution.
Purpose and features
With the development of monolithic frame construction technology, couplings have become more in demand. They facilitate reliable fastening of reinforcement directly in the work area.
Installation of the coupling unit takes up to 10 minutes. Does not require specialized equipment or training. The ends of the reinforcement are fixed inside the coupling and then screwed onto the thread or the following fasteners are used:
- valves;
- valves;
- limiters.
If you need to connect reinforcement of different thicknesses, positional couplings are used. They are also suitable for cross and straight fastening of curved rods. The cost of assembling the structure is calculated when planning the overall estimate.
The role of reinforcement and its connections in construction
The ever-increasing pace of construction contributes to an increase in production volumes of reinforcing bars. In recent years, all technological restrictions have been removed from the production of fittings. Metallurgists are ready to produce reinforcement products that will be effectively used in construction.
When connecting reinforcement of all types, the connection method is selected taking into account the weldability of steel, operating conditions, and requirements for manufacturing technology in accordance with current regulatory documents.
Various ways to connect reinforcement
- Advantages of mechanical joining Process of mechanical joining of reinforcement Joining of reinforcement using welding Welding with multi-layer seams Spot welding and with forced formation of a seam Overlapping joint without welding
The process of connecting reinforcement, which results in continuous reinforcement, is called joining.
Scheme of reinforcement of strip foundation joints.
In modern construction, there are different ways to connect reinforcement:
- mechanical; by welding; overlapping without welding.
Advantages of mechanical joining
This method is the most profitable and, accordingly, the most frequently used. If we compare the process of mechanical joining of reinforcement with overlap joining of reinforcement, the main advantage here is that there is no significant loss of material. Overlapping joints lead to the loss of a certain amount of reinforcement (approximately 27%).
If we compare the mechanical connection of reinforcement with joining by welding, then in this case the speed of work wins, which takes much less time. In addition, welding should be performed only by professional welders in order to avoid poor-quality work, which can lead to negative consequences in the future. As a result, if you carry out mechanical joining, you can significantly save on wages for qualified craftsmen.
This connection method also results in a fairly strong structure. It is possible to obtain an equally strong connection using this method in various weather conditions and at any time of the year.
Return to contents
The process of mechanical connection of reinforcement
Scheme of foundation reinforcement with stiffeners: 1 – Mesh of working reinforcement, 2 – Vertical reinforcement.
To join the reinforcement mechanically, you will need an appropriate tool - a hydraulic press.
Materials you will need:
- pressed and threaded coupling; reinforcement bars.
The mechanical connection technology is quite simple and is as follows:
- A steel coupling is put on the reinforcing rod; it is crimped with a hydraulic press; for the second rod the process is repeated again.
As a result, it takes very little time to create a mechanical connection. Instead of couplings, it is allowed to use thick-walled steel pipes or couplings that have a partition in the center, which greatly simplifies installation.
Strong mechanical joining is possible for reinforcing bars of different diameters. This is done thanks to the presence of replaceable dies in the hydraulic press.
To perform this type of docking, you do not need the help of professionals; almost anyone can cope with the task. But there is one important condition: the work must be performed by two people at once.
Return to contents
Types of fastenings
To fix the rods and prevent loosening of the structure, threads are made inside the couplings or crimp rings are installed. According to the type of fastening on the rod, couplings are divided into 2 types:
- threaded, with a thread applied inside;
- crimp, implying the additional use of tightening elements (rings or nuts).
For each method, appropriate preparation and processing of materials is provided.
Threaded couplings
If threaded installation technology is used, couplings with applied threads are used. At the end of the reinforcement there is a thread with an appropriate pitch. Thus, correct fixation is ensured, and the connected rods are no worse in strength than solid ones.
Threaded technology is optimal for reinforcement with a thickness of over 16 mm.
The thread type can be conical or straight. With straight threads, the cylinder size is minimal. The type is determined during the preliminary preparation of the reinforcement. The rod ends are threaded, which must match the thread of the coupling.
During professional threaded installation, rods up to 20-30 meters in length are assembled without segmentation. In this case, no additional elements or wire are used. To fix it, you just need to prepare the joints of the reinforcement and screw it into the coupling. Threaded fastening is a low-cost and easy-to-use method.
Bolted reinforcement couplings
For equal-strength installation of reinforcement without preliminary preparation of the ends, bolted couplings are used. The design includes the following elements:
- cylindrical metal tube with holes for bolts;
- shear bolts;
- screwing tool.
The bolt system is universal. It is applicable to reinforcement of any thickness and shape, smooth and profile. This type of fastening is used for the reconstruction of monolithic buildings.
Crimp fittings
Hydraulic equipment is required for operation. The coupling rods may have an internal partition. They thicken the joints somewhat, but at the same time, ensure quick installation.
Joining reinforcement using welding
Scheme of transverse reinforcement of the foundation.
Despite the popularity of mechanical joining, connecting reinforcement using welding is also no less in demand in construction. There are several methods of arc welding:
- extended seams; multi-layer seams without the use of other technological elements; with forced formation of a seam; spot.
To perform this type of work you will need the following tools:
- welding machine; electrical holders; shields; protective glass; hammer, chisel; metal brushes; slag separator; steel ruler; plumb line, brand.
The main working material is reinforcement.
Welding reinforcement with extended seams is used to connect horizontal and vertical rods.
This type of joining is possible with overlays or overlaps. The overlap connection is made with extended seams, but it is also possible to use arc points. It is also possible to connect reinforcing bars with short and long laps or double-sided and single-sided seams.
Welded joints between plates and reinforcing bars can be short or long. In this case, it is allowed to shift the linings along the length. Welding of reinforcement is performed using various flank seams.
In the process of welding with double-sided seams, hot longitudinal cracks sometimes occur during the application of a second connection on the other side. To prevent their occurrence, it is necessary to carefully select the type of electrodes and strictly adhere to the welding technological regime.
Return to contents
Welding with multilayer seams
Diagram of a reinforced foundation.
When highly qualified welders are available or when the volume of work is small, welding with multilayer seams without the use of forming elements is often used to join reinforcement. This method is most suitable for connecting reinforcement located in a vertical form. Bevel angles, their direction, bluntness and dimensions, cutting shapes, gaps between rods are standard.
Welding of reinforcement with multilayer seams is performed using a single electrode. The welding seam is first applied on one side of the groove, and then across the entire width on the other. During welding of the groove, it is necessary to periodically clean the deposited metal from slag.
The mode for this type of welding is set to the one indicated in the passport data of the electrodes. In this case, they are usually used with a calcium fluoride coating.
Return to contents
What does GOST 14098-2014 establish, and what is the scope of its application?
GOST 14098-2014 “Welded connections of reinforcement and embedded products of reinforced concrete structures. Types, designs and sizes" was put into effect in July 2015. It replaced the previously existing GOST regarding welding of reinforcement, number 14098-91.
The provisions of this document apply to:
- For welded joints of reinforcement bars.
- For connections of reinforcing wire that has a diameter of 3 mm or more.
- For connections between reinforcement and rolled products with a thickness of 4 to 30 mm.
These works can be performed during the production of reinforcement and embedded reinforced concrete structures, as well as during their installation and construction.
The standard establishes the types, design features and dimensions of the weld. Here are the requirements for performing work using resistance and arc welding.
The standard excludes welded connections of embedded parts without anchors made of reinforcing steel.
The full text of the document can be found here.
Spot welding and forced seam formation
Sometimes a construction project involves welding cross joints of reinforcement to form a forced seam. For such reinforcement products, steel rods with a diameter of 14-40 mm are used.
They are pre-assembled in conductors, which ensures their tight adjoining to each other. You can also fix the rods using tack welding. But it is important to consider that tacks and jigs should not interfere with the installation of the forming elements.
But it happens that on many construction sites, in the process of erecting monolithic reinforced concrete structures in the form of reinforcement products, frames and meshes are used, which are manufactured on site. They contain a wide variety of cross joints, which are connected using spot arc welding.
The use of many grades of steel is limited due to the peculiarities of the welding process. When it is carried out pointwise, at the contacts of the cross joints of the rods, heat is quickly removed from the deposited metal, which provokes local hardening of the steel, as a result of which it becomes brittle. Low-carbon and medium-carbon reinforcing steels are especially sensitive to this thermal effect.
Return to contents
Features of tying reinforcing bars
The knitting method consists of laying overlapping rods and wrapping them with annealed low-carbon steel wire with a diameter of 1.0-1.2 mm. To create a durable structure, it is not recommended to use wire that is covered with rust or has already been used. Instead of wire, manufacturers offer plastic clamps, but at low temperatures they become brittle and burst. The tools used are wire cutters, pliers, crochet hooks or high-performance guns. Guns are effective for connecting reinforcement lengthwise; crochet hooks are convenient in hard-to-reach places.
The advantages of connecting reinforcement without welding are that the structure of the metal is not disturbed, the nodes provide the necessary degree of mobility of the reinforcement, knitting can be carried out both at the construction site and in the workshop.