At what temperature does metal turn red?
Already in ancient times, people mined and smelted copper.
This metal was widely used in everyday life and served as a material for the manufacture of various objects. They learned to make bronze about 3 thousand years ago. This alloy was used to make good weapons. The popularity of bronze quickly spread, as the metal was distinguished by its beautiful appearance and durability. Jewelry, hunting and labor tools, and dishes were made from it. Thanks to the low melting point of copper, people quickly mastered its production. The metal received its Latin name Cuprum from the name of the island of Cyprus, where they learned to mine it in the third millennium BC. e. In the periodic system, Cu received number 29, and is located in the 11th group of the fourth period.
In the earth's crust, the element is in 23rd place in distribution and is most often found in the form of sulfide ores. The most common are copper luster and pyrite. Today, copper is extracted from ore in several ways, but any technology requires a step-by-step approach to achieve results.
- At the dawn of the development of civilization, people were already obtaining and using copper and its alloys.
- At that time, it was not sulfide ore that was mined, but malachite ore, which did not require pre-roasting.
- A mixture of ore and coals was placed in a clay vessel, which was lowered into a small pit.
- The mixture was ignited, and carbon monoxide helped the malachite to be restored to the state of free Cu.
- There is native copper in nature, and the richest deposits are in Chile.
- Copper sulfides often form in medium-temperature geothermal veins.
- Often the deposits are in the form of sedimentary rocks.
- Copper sandstones and shales are found in Kazakhstan and the Chita region.
Physical properties
The metal is ductile and in the open air it becomes covered with an oxide film in a short time. Thanks to this film, copper has its yellowish-red tint; in the lumen of the film, the color can be greenish-blue. In terms of thermal and electrical conductivity, Cuprum is in second place after silver.
- Density - 8.94×103 kg/m3.
- Specific heat capacity at T=20 ° C - 390 J/kg x K.
- Electrical specific at 20−100 ° C - 1.78×10−8 Ohm/m.
- Boiling point - 2595 ° C.
- Specific electrical conductivity at 20 ° C is 55.5−58 MS/m.
At what temperature does copper melt?
Melting occurs when a metal changes from a solid state to a liquid state. Each element has its own melting point. Much depends on the impurities in the metal. The normal melting point of copper is 1083 ° C. When tin is added, the temperature drops to 930-1140 ° C. The melting point here depends on the tin content of the alloy. In an alloy of cuprum and zinc, melting occurs at 900-1050 ° C.
When any metal is heated, its crystal lattice is destroyed. As it heats up, the melting point increases, but then levels off once a certain temperature limit is reached. At this moment the metal melts. It melts completely and the temperature rises again.
When the metal cools, the temperature decreases, at a certain point it remains at the same level until the metal hardens completely. After complete hardening, the temperature drops again.
This is demonstrated by the phase diagram, which shows the temperature process from the beginning of melting to solidification. When heated, heated copper at 2560 ° C begins to boil. Boiling is similar to the boiling of liquid substances, when gas is released and bubbles appear on the surface.
At the moment of boiling at the highest possible temperatures, the release of carbon formed during oxidation begins.
Melting at home
Due to its low melting point, ancient people could melt cuprum over a fire and use the metal to make various products.
To melt copper at home you will need:
- charcoal;
- crucible and special tongs for it;
- muffle furnace;
- household vacuum cleaner;
- bugle;
- steel hook;
- melting mold.
The process proceeds in stages, the metal is placed in a crucible and then placed in a muffle furnace. The desired temperature is set, and the process is monitored through a glass window. During the process, an oxide film will appear in the container with Cu, which needs to be removed - open the window and move it to the side with a steel hook.
Is it possible to increase the hardness of metals and their alloys?
Technologies for imparting greater hardness to metals and alloys have been improved over many centuries. Modern equipment makes it possible to carry out heat treatment in such a way as to significantly improve the properties of products even from inexpensive materials.
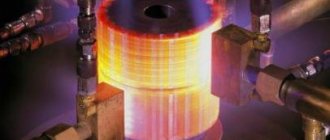
Hardening of steel and alloys
Hardening (martensitic transformation) is the main method of imparting greater hardness to steels. In this process, the product is heated to such a temperature that the iron changes its crystal lattice and can be additionally saturated with carbon. After holding for a certain time, the steel is cooled.
This must be done at high speed to prevent the formation of intermediate forms of iron. As a result of rapid transformation, a solid solution supersaturated with carbon with a distorted crystal structure is obtained. Both of these factors are responsible for its high hardness (up to HRC 65) and brittleness.
When hardening, most carbon and tool steels are heated to a temperature of 800 to 900C, but high-speed steels P9 and P18 are heated at 1200-1300C.
Microstructure of high-speed steel R6M5: a) cast state; b) after forging and annealing; c) after hardening; d) after vacation. ×500.
Quenching modes
The heated product is lowered into a cooling medium, where it remains until it cools completely. This is the simplest hardening method, but it can only be used for steels with a low carbon content (up to 0.8%) or for parts of simple shape. These limitations are associated with thermal stresses that arise during rapid cooling - parts of complex shapes can warp or even crack.
With this method of hardening, the product is cooled to 250-300C in a saline solution for 2-3 minutes to relieve thermal stress, and then cooling is completed in air. This helps prevent cracks or warping of parts. The disadvantage of this method is the relatively low cooling rate, so it is used for small (up to 10 mm in diameter) parts made of carbon or larger ones made of alloy steels, for which the hardening rate is not so critical.
It begins with rapid cooling in water and ends with slow cooling in oil. Typically, such hardening is used for products made of tool steels. The main difficulty lies in calculating the cooling time in the first environment.
Surface hardening (laser, high frequency currents)
Used for parts that must be hard on the surface, but have a viscous core, for example, gear teeth. During surface hardening, the outer layer of the metal is heated to supercritical values, and then cooled either during the heat removal process (with laser hardening) or by liquid circulating in a special inductor circuit (with high-frequency current hardening)
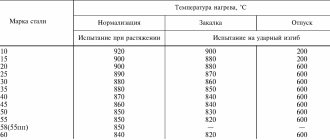
Temperature table for quenching and tempering steels
| No. | steel grade | Hardness (HRCe) | Temperature hardening, degrees C | Temperature holidays, degrees C | Temperature zak. HDTV, deg.C | Temperature cement., deg. C | Temperature annealing, degrees C | Temper. Wednesday | Note |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | Steel 20 | 57…63 | 790…820 | 160…200 | 920…950 | Water | |||
| 2 | Steel 35 | 30…34 | 830…840 | 490…510 | Water | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | Steel 45 | 20…25 | 820…840 | 550…600 | Water | ||||
| 20…28 | 550…580 | ||||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Sech. up to 40 mm | |||||||
| 49…57 | 200…220 | 840…880 |
Hardening of steel parts
Hardening gives the steel part greater hardness and wear resistance.
To do this, the part is heated to a certain temperature, held for some time so that the entire volume of the material warms up, and then quickly cooled in oil (structural and tool steels) or in water (carbon steels).
Typically, parts made from structural steels are heated to 880–900°C (light red incandescent color), those from instrumental steels are heated to 750–760°C (dark cherry red color), and those from stainless steel are heated to 1050–1100°C ( color dark yellow).
The parts are heated slowly at first (to about 500°C), and then quickly. This is necessary to ensure that internal stresses do not arise in the part, which can lead to cracks and deformation of the material.
In repair practice, they mainly use cooling in one medium (oil or water), leaving the part in it until it cools completely. However, this cooling method is unsuitable for parts with complex shapes, in which large internal stresses arise during such cooling.
Parts of complex shape are first cooled in water to 300–400°C, and then quickly transferred to oil, where they are left until completely cooled. The residence time of the part in water is determined at the rate of 1 s for every 5–6 mm of the part’s cross-section. In each individual case, this time is selected empirically depending on the shape and mass of the part.
The quality of hardening largely depends on the amount of coolant
It is important that during the cooling process of the part, the temperature of the coolant remains almost unchanged, and for this its mass must be 30–50 times greater than the mass of the part being hardened. In addition, before immersing a hot part, the liquid must be thoroughly mixed to equalize its temperature throughout the entire volume. During the cooling process, a layer of gases forms around the part, which impedes heat exchange between the part and the coolant
For more intense cooling, the part must be constantly moved in the liquid in all directions.
During the cooling process, a layer of gases forms around the part, which impedes heat exchange between the part and the coolant. For more intense cooling, the part must be constantly moved in the liquid in all directions.
Colors of Heat are... What are Colors of Heat?
For the film, see White Heat (film)
Colors of Heat
- these are the colors of the glow of metal heated to a high temperature. The spectrum of thermal radiation depends on temperature, so by observing the colors of incandescence you can quickly, although without high accuracy, determine the temperature of the metal, which is often used in heat treatment and forging. Moreover, before the invention of non-contact thermometers, this was the only way to judge the temperature of a metal. Abbreviated names for heat colors ("red heat", "white heat") are often used by metallurgists instead of indicating temperature.
Dependence of incandescence color on temperature
The table lists the heat colors characteristic of steel.
| Temperature, °C | Heat color |
| 550 | dark brown |
| 630 | brown-red |
| 680 | Dark red |
| 740 | dark cherry |
| 770 | cherry |
| 800 | bright or light cherry |
| 850 | bright or light red |
| 900 | bright red |
| 950 | yellow-red |
| 1000 | yellow |
| 1100 | bright or light yellow |
| 1200 | yellow-white |
| 1300 | white |
Phraseologism
The expression “bring to a white heat” also has a well-known figurative meaning: “to make you angry,” “to drive you crazy,” “to infuriate you.”
Application[edit | edit code]
Tarnish colors most often occur during oxidation, as a result of heat treatment of metals. Usually, with rapid heating, they quickly replace each other, in a typical sequence: light straw, gold, purple, violet, blue, and then, as the thickness of the film increases, they reappear, but in a somewhat muted form: brownish yellow, red…
The color of tarnish, as well as the color of heat - the glow of metal heated to high temperatures (for example, for steel from dark brown at 550 ° C to white at 1300 ° C) in the past, before the advent of pyrometers, was widely used as an indicator of the heating temperature of iron and steel during heat treatment. The color of tarnish was also used to judge the heating temperature of steel chips, and, consequently, of the cutter during turning, drilling, and cutting operations.
Tarnish colors are not a very accurate indicator. They are significantly influenced by the composition of the alloy, the rate of temperature rise, the composition of the gaseous medium, the time the steel is held at a given temperature, as well as the nature of lighting and other factors.
On alloy steels, tarnish colors usually appear at higher temperatures, since alloying generally increases the steel's resistance to oxidation in air.
Tarnish colors are used for decorative finishing of steel products, as well as for their laser marking.
Approximate tarnish colors for steel edit | edit code
Carbon steel is characterized by the following color transitions: straw (220 °C), brown (240 °C), purple (260 °C), blue (300 °C), light gray (330-350 °C).
| Temperature, °C | Tarnish colors |
| 200 | Light straw |
| 220 | Straw |
| 225 | Light yellow |
| 230 | Golden |
| 240 | Brown-yellow |
| 255 | Brown |
| 260 | Red-brown |
| 270 | Purple red |
| 280-285 | Violet |
| 295-300 | Bright blue (cornflower blue) |
| 310 | Light blue |
| 320-325 | Light blue |
| 330-350 | Light gray |
On alloy steels, these tarnish colors appear at higher temperatures.
Selection of lighting equipment by Tc value
The functional approach to determining the required light temperature differs from design and special tasks. In the first case, we take into account the requirements of technical standards and experience accumulated in medicine, manufacturing, design, and architecture. In the second, we rely on aesthetic preferences and the logic of decorative solutions. In the third, we fulfill the design requirements.
Light temperature in functional lighting
There are 2 main types of functional lighting - general and local. Depending on the purpose of the room/zone/object/, it is recommended to use equipment with Tc values in the range of 2400… 7000 K.
| Recommended color temperature of artificial lighting, K | ||
| Space | General knowledge | Local development |
| Living rooms | 2800… 4200 | 2400… 4200 |
| Bedrooms | 2400… 3200 | 2400… 3500 |
| Children's | 2800… 3200 | 2800… 3500 |
| Common areas | 3200… 5500 | 3500… 5500 |
| Kitchens in apartments | 2800… 3200 | 3500… 5500 |
| Classes of educational institutions | 3200… 4500 | |
| Offices | 4000… 6500 | 4000… 6500 |
| Recreation areas | 2200… 3200 | 2200… 3000 |
| Warehouses | 3200… 5500 | 3200… 7000 |
| Workshops | 4000… 7000 | 4000… 7000 |
| Printing houses | 6500 | 6500 |
| Advertising agencies | 4000… 5500 | 4000… 6500 |
| Highways | 3500… 5000 | |
| Parks, boulevards | 5000… 7000 | 5000… 7000 |
The color temperature of LED lamps can correspond to any range indicated in the table. Therefore, the actual choice between LED and another type of IC will depend not on Tc, but on other technical or economic parameters.
Rice. 7. Edison lamps are one of the few areas where LEDs are still losing
Light temperature and design challenges
By selecting lamps of a certain spectral characteristic, the designer can:
- emphasize the advantages and soften the shortcomings of the room - for example, poisonous green walls will become delicately light green if you fill them with an orange (2200 K) stream; vulgar flashy red will be softened by backlighting with ordinary yellow (3200 K); the room will increase in size if you emphasize the verticals and horizontals with blue (7000 K) soffits;
- create a special emotional atmosphere - Edison lamps (2000 K) will help emphasize the intimacy and comfort of a bar, cafe, lounge area; cold bluish lighting will add romanticism and pathos to the hall of ancient sculpture in the museum; UV lamps (7000… 9000 K) in a nightclub will emphasize the graphic nature of the dancers’ poses and give the figures an alien mystique;
- effectively convey the color characteristics of the product on the store window by placing - meat - under IC 2800... 3500 K; fish - under metal halide or LED lamps with a color temperature of 4000... 6500 K; jewelry - under lighting 5500... 6500 K; furniture - under warm lamps, and curtains and textiles - under cool white ones.
Tc special ICs
To perform certain technological tasks, it is possible to use ICs with a narrow range of light waves. Water disinfection installations and air disinfection lamps contain bactericidal lamps with a light temperature of 12,000 K or more. Sources of 10,000...15,000 K are also used for curing composite adhesives and structural composites in engineering and dentistry.
Rice. 8. Disinfection of subway cars with bactericidal UV lamps
Sodium, metal halide and narrow spectrum LED sources are used in crop production. The required values of their light temperature depend on the stage of plant growth.
Where do they appear?
A change in color occurs during oxidation, which occurs due to heating of the metal. During the heating process, color tones change in the same sequence, but at different speeds (depending on the increase in temperature and heating duration).
Due to the fact that the pattern of color changes is known, in the past blacksmiths relied on this fact to know how the temperature changes. With the development of technology, a pyrometer appeared.
Color tones for steel
If it makes sense to describe the pattern of changes in the color of tarnish for carbon steel depending on the degree of heating:
- straw - after 220,
- brown - up to 240–250,
- raspberry - 250–270,
- violet-blue - from 300,
- gray - from 350.
If alloy steel is used, color changes must be expected with a further increase in heating temperature.
In nature
In addition to steel, in wild conditions there are minerals on which a thin layer of oxide film forms. The color of the tarnish in this case can be golden, red, blue, or greenish. The red color of tarnish in natural minerals can be caused by the large number of chromophores contained in its composition. The violet-blue color may arise from the concentration of transition metal ions.
Due to the shade of the oxide film, the natural color of the mineral is not visible. If glass or a coin lies under a layer of soil for a long time, a film forms on its surface, which can change the color of the surface of the object.
Rainbow shades occur due to the presence of a fatty film. Also, the color of the steel surface changes due to water and minerals that have dried on it.
The color changes according to a certain pattern, however, this is not an accurate indicator of temperature. When working on metal, you need to use a pyrometer.
Reasons for changing shade
A color change upon heating indicates that an oxide film several molecules thick is formed on the surface of the heated material. The color varies depending on its density and thickness. The larger the size and density of the oxides, the more significantly the color tone will differ from the original one.
Some people believe that the color tone of the tarnish can accurately indicate the degree of heating, but this is an erroneous statement. The appearance of different shades is influenced by time, heating rate, the content of various impurities, and the nature of lighting. If we talk about alloy steels, then they need to be heated up more.
Hardening and tempering in artisanal conditions – Blacksmithing
The topic was created for those who are taking their first steps in heat treatment, I’d like to warn you right away that I’m not far from a thermal guru, but I understand a little, please don’t ask difficult questions and don’t put me in a dead end. So first, some fairly general remarks - heating temperature is controlled by color heat, controlled “by eye” in dim daylight, with a certain skill you can distinguish a temperature difference of about 50 degrees, heat colors start at about 550 degrees (but this is noticeable only in the twilight) A good guide in determining the heating temperature of a part is also the magnetic properties steel, namely at a temperature of 768 degrees (and above) the steel does not magnetize, cooling below this point the magnetic properties return, so by heating the part and periodically testing it with a magnet for “adhesion”, you can understand that the temperature has reached 768 degrees, remember the color of heat that is at the same time I was already more confident in navigating the colors of heat, but you can continue to use a magnet, especially if the lighting is either too bright or, on the contrary, too dark and the colors are not perceived quite properly. This is roughly what the colors look like and what they are called. Why do they look like this? because it’s not exactly like in the picture (I haven’t found the exact colors on the Internet), here are a couple of real photos with heat colors and temperature. But again, on my monitor they look at the indicated temperature, yours may look a little different. It will time (and interest in the topic) I will continue.
Modified on 16.10.2013 15:44 by sanek66
Types of heat treatment
Heat treatment (heat treatment) of steel, non-ferrous metals is the process of changing the structure of steel, non-ferrous metals, alloys during heating and subsequent cooling at a certain speed. Heat treatment (heat treatment) leads to significant changes in the properties of steel, non-ferrous metals, and alloys. The chemical composition of the metal does not change.
Annealing is a thermal treatment (heat treatment) of a metal that involves heating the metal and then slowly cooling it. This heat treatment (i.e. annealing) comes in different types (the type of annealing depends on the heating temperature and the cooling rate of the metal).
Hardening
Hardening is a heat treatment (heat treatment) of steel and alloys, based on the recrystallization of steel (alloys) when heated to a temperature above critical; After sufficient exposure to the critical temperature to complete the heat treatment, rapid cooling follows. Hardened steel (alloy) has a nonequilibrium structure, so another type of heat treatment is applicable - tempering.
Vacation
Tempering is a heat treatment (heat treatment) of steel and alloys, carried out after hardening to reduce or relieve residual stresses in steel and alloys, increasing toughness, reducing the hardness and brittleness of the metal.
Normalization
Normalization is a heat treatment (heat treatment) similar to annealing. The differences between these heat treatments (normalization and annealing) are that during normalization the steel is cooled in air (when annealing, it is cooled in a furnace).
Heating the workpiece is a critical operation. The quality of the product and labor productivity depend on the correctness of its implementation. You need to know that during the heating process the metal changes its structure, properties and characteristics of the surface layer and as a result of the interaction of the metal with atmospheric air, scale is formed on the surface; the thickness of the scale layer depends on the temperature and duration of heating, the chemical composition of the metal. Steels oxidize most intensively when heated above 900°C; when heated to 1000°C, oxidation increases 2 times, and at 1200°C - 5 times.
Chrome-nickel steels are called heat-resistant because they practically do not oxidize.
Alloy steels form a dense, but not thick layer of scale, which protects the metal from further oxidation and does not crack during forging.
General Terms of Use
The characteristics of cold welding grades given in their documentation will only be fulfilled if the technology for applying cold welding and the basic conditions for its use, which are usually given in the instructions for use, are observed.
In particular, to connect two parts it is necessary:
- clean the surfaces of the parts to be joined;
- degrease surfaces using acetone or another solvent;
- cut off the piece necessary for use from the two-component bar;
- knead the weld until a plastic mass is obtained;
- apply the composition to the surfaces and connect them;
- leave the connection motionless until completely hardened;
- After complete hardening, sand the seam and paint it.
To improve the properties of cold welding, a filler is introduced into its composition. The type of such filler depends on the material for which this brand is designed for welding. For example, for welding steel, iron powder is used as a filler, and for welding aluminum, aluminum powder is used. Therefore, for high-quality connection of parts, it is necessary to select the appropriate brand.
Flaws
The disadvantages of cold welding include:
- low tensile strength, which does not allow the use of this welding in critical joints;
- unaesthetic appearance of the seam, which requires its subsequent processing;
- impossibility of use in capital works.
Types of cold welding by application temperature
According to the temperature of application, cold welding grades can be divided into two types - general purpose and heat-resistant.
When repairing a car, it is often necessary to restore the metal structure. These could be cracks, chips, wear due to friction, or cavities. If you restore metal using conventional welding, this will require the dismantling of parts, the presence of a welding machine, appropriate conditions, and the experience of the welder. In many cases, repair problems are solved using cold welding.
There are a large number of systems in a car that operate at elevated temperatures. Such temperatures are present not only in mufflers and exhaust manifolds, but in the engine, oil and cooling systems, braking system, and also in some electrical parts of the car.
Approximate cost of cold heat-resistant welding on Yandex.market
For operating temperatures above + 200 °C in cars, it is recommended to use high-temperature cold welding compounds.
Directory: Steel marking
Steel marking is done with indelible paint, regardless of the steel group and degree of deoxidation. By agreement of the parties, paint marking is not performed. Letters and numbers for steel: Grades of carbon steel of ordinary quality are designated by the letters St and number (StO, St1, StZ, etc.). High-quality carbon steels are marked with two-digit numbers showing the average carbon content in hundredths of a percent: 05; 08; 10; 25; 40, etc. The letter G in the steel grade indicates a high Mn content (14G; 18G, etc.). Automatic steels are marked with the letter A (A12, A30, etc.). Carbon tool steels are marked with the letter U (U8; U10; U12, etc. Here the numbers indicate the steel content in tenths of a percent).
The first digits of the grade indicate the average carbon content in steel (in hundredths of a percent for structural steels and tenths of a percent for tool and stainless steels). Then the letter indicates the alloying element. The numbers following the letter indicate its average content in whole units. When the alloying element content is less than 1.5%, numbers are not placed after the corresponding letter. The letter A at the end of the brand designation indicates that the steel is high quality. Letter Ш – especially high quality. Ordinary quality steel St0; VSt0, BSt0 – Red and green St1, VSt1kp – Yellow and black St2, VSt2kp – Yellow StZ, VStZkp, VStZ, BStZkp, BStZ – Red St4, VSt4kp, VSt4, BSt4kp, BSt4 – Black St5, VSt5 – Green St6 – Blue
Quality carbon steel 08, 10, 15, 20 – White 25, 30, 35, 40 – White and yellow 45, 50, 55, 60 – White and brown
Alloy structural steel Chrome - Green and yellow Chrome-molybdenum - Green and purple Chrome-vanadium - Green and black Manganese - Brown and blue Chrome-manganese - Blue and black Chrome-silicon - Blue and red Chrome-silicon-manganese - Red and purple Nickel-molybdenum - Yellow and purple Chrome-nickel - Yellow and black Chrome ony-nickel-molybdenum – Purple and black Chrome-aluminium – Aluminum
Corrosion-resistant steel Chrome - Aluminum and black Chrome-nickel - Aluminum and red Chrome-titanium - Aluminum and yellow Chrome-nickel-silicon - Aluminum and green Chrome-nickel-titanium - Aluminum and blue Chrome-nickel-niobium - Aluminum and white Chrome-manganese-nickel - Aluminum and brown Chrome-nickel-molybdenum Ethane – Aluminum and Violet
High speed steel P18 – Bronze and red P9 – Bronze
Hard sintered alloys VK2 – Black with a white stripe VKZ-M – Black with an orange stripe VK4 – Orange VK6 – Blue VK6-M – Blue with a white stripe VK6-V – Purple VK8 – Red VK8-V – Red with a blue stripe VK10 – Red with white stripe VK15 – White T15K6 – Green T30K4 – Blue
At what temperature does steel turn red?
When hardening many tools, such as hammers, hammers, cutters and others, it is required that only the working part be hardened, and the tool itself remains raw, unhardened. In this case, the tool is heated slightly above the working end to the required temperature, after which only the working part is lowered into water. Having taken the tool out of the water, quickly clean its working part with sandpaper or rubbing it on the ground. The heat remaining in the uncooled part will raise the temperature of the cooled end and the desired tarnish color will appear on it, after which the tool is finally cooled.
Table 7 Table for determining the heating temperature by tarnish colors
| Tarnish color | Temperature, degrees WITH | A tool to be released |
| Pale yellow | 210 | – |
| Light yellow | 220 | Turning and planing tools for machining cast iron and steel |
| Yellow | 230 | Same |
| Dark yellow | 240 | Coins for coining by casting |
| Brown | 255 | – |
| Brown-red | 265 | Dies, taps, drills, cutters for processing copper, brass, bronze |
| Violet | 285 | Chisels for steel processing |
| Dark blue | 300 | Coining coins for sheet copper, brass and silver |
| Light blue | 325 | – |
| Grey | 330 | – |
The formation of scale on the surface of the product leads to waste of the metal and deformation. This reduces thermal conductivity and, therefore, reduces the rate of heating of the product in the furnace and complicates mechanical processing. Scale is removed either mechanically or chemically (etching).
Sample and composition of blue gold
Blue alloys are based on 585 or 750 gold. You can get them in several ways:
- a combination of gold and steel in a ratio of 2:1 or 3:1. Sometimes the composition includes chromium and other alloys. After this, the material acquires the properties of not rusting, but at the same time it is quite difficult to process it;
- the connection with indium makes the alloy from gray-blue to rich and blue;
- when combined with gallium, a pale blue tint is obtained.
Rhodium plating also gives gold its heavenly color. The process involves electroplating a thin film of rhodium onto the surface of the product. This allows you to enhance the shine of your jewelry and protect it from damage and chemical influences.
Annealing and hardening of duralumin
Annealing
Duralumin is produced to reduce its hardness. The part or workpiece is heated to approximately 360°C, as during hardening, held for some time, and then cooled in air. The hardness of annealed duralumin is half that of hardened duralumin.
The approximate heating temperature of a duralumin part can be determined as follows. At a temperature of 350–360°C, a wooden splinter, which is passed along the hot surface of the part, becomes charred and leaves a dark mark. A fairly accurate temperature of the part can be determined using a small (about the size of a match head) piece of copper foil, which is placed on its surface. At a temperature of 400°C, a small greenish flame appears above the foil.
Annealed duralumin has low hardness; it can be stamped and bent twice without fear of cracks.
Hardening
. Duralumin can be hardened. When hardening, parts made of this metal are heated to 360–400°C, held for some time, then immersed in water at room temperature and left there until completely cooled. Immediately after this, duralumin becomes soft and flexible, easily bent and forged. It acquires increased hardness after three to four days. Its hardness (and at the same time fragility) increases so much that it cannot withstand bending at a small angle.
Duralumin acquires its highest strength after aging. Aging at room temperature is called natural, and at elevated temperatures - artificial. The strength and hardness of freshly quenched duralumin, left at room temperature, increases over time, reaching its highest level after five to seven days. This process is called duralumin aging.
Three ways to make patina at home
Wild patina on the Statue of Liberty
The first method is ammonia patination. To do this you need to take a plastic container. Place a couple of paper or regular towels on the bottom. Moisten them with ammonia. Then sprinkle with coarse table salt. Place the copper object and sprinkle it with salt. And then cover with a few more towels and pour ammonia over everything.
The length of time the product is kept in the container depends on the desired result. The first changes will be noticeable after two minutes. But the noble green color will be clearly visible only after 2 days. Then you should rinse the product and dry it.
The second method is baking. You need to take 5 parts vinegar to 1 part salt and mix them. The amount of solution will depend on the dimensions of the product. It is necessary that the metal is completely immersed in the liquid. It takes an hour to keep the product in the solution. After the time has passed, remove it and place it on a baking sheet, which must first be covered with foil.
And bake the product at a temperature of 200 degrees until greenish. Afterwards, you need to dip the metal into the solution again and leave it there for an hour. Repeat baking. This procedure must be repeated 3 times if you need a deep color or 2 times if you need a light touch of antiquity. Then wash and dry the metal.
The third method is patination using an egg. You need to hard-boil it, peel it and cut it in half. Place the egg halves and the product that needs patination in a plastic bag and tie it. The egg releases sulfur gas, which, when reacting with copper, gives a green coating to the product. You need to keep the egg and product in the bag until the result is satisfactory. This usually takes 1–2 days.
What do you need to know about tarnish colors for stainless steel?
When welding stainless steel alloy, rainbow weld colors can occur over a wider range of heat (from 300 to 700 degrees). The color may vary from blue to light yellow depending on the degree of heating. But in the case of corrosion-resistant steels, this is a sign indicating that the chromium oxide layer, which performs the function of protecting the metal product from rust, has been damaged. Therefore, no matter what color the weld seam appears in this case, it should be remembered that corrosion may subsequently occur.
In addition, you may be interested in our separate article devoted to the features of servicing welding equipment.
A little physics
Radiation emanating from a physical body can consist of 3 streams of photons:
- reflected - the smoother the surface, the more reflective it is. Different substances reflect selectively (rays of some colors are absorbed and others are reflected). Selective reflection explains the rationale for using dyes;
- refracted - a characteristic of transparent and translucent media through which rays pass, deflecting at a certain angle;
- emitted - depends on the intensity of heating of the substance.
The characteristics of radiation are determined only by the thermal energy of the body, regardless of the type of substance. Each temperature of an object corresponds to streams of photons with a certain wavelength, perceived by the eye (and interpreted by the brain) of a person as having a fixed color. Therefore, color temperature is the color of emitted light, expressed in Kelvin temperature scale values.
A degree in this scale is denoted by the letter K. In dimension it is equal to a degree Celsius. The only difference is the zero mark. Zero according to Kelvin is the same “absolute zero” at which the elementary particles of matter are motionless and the body does not emit anything. 0 K corresponds to -273.15 °C.
Color temperature is equal to the real measure of heating only in so-called “absolute black bodies” (ABB). These are abstract objects that serve as models in theoretical physics, which emit but do not reflect or refract anything.
Rice. 1. A completely black body emits light in the visible spectrum solely as a result of heating
A number of substances behave like blackbody in certain temperature ranges. For example, for molten iron heated to 2000 K, Tc = 2000 K. But for a gas flame, the difference is very significant: Tc = 9000 K with real T = 1200 K. This happens because the flame not only emits, but refracts and reflects the “alien” light passing through it and its own emitted light. Another reason for the discrepancy is spectral shift, but consideration of this concept is beyond the scope of the topic.
Rice. 2. Molten steel emits light as a black body, and the Tc of a gas flame (9000 K) is much higher than its actual temperature (1200 K)
The labeling of lamps that we use as light sources (LS) must include the color temperature value in Kelvin. In some cases, it is necessary to convert this characteristic into light wavelength or vice versa. The relationship between two quantities is expressed by an approximate formula:
λm Tc ≈ 3000 µm K.
Blue metal
But with this alloy everything is much simpler. Some craftsmen make it from natural gold with the addition of chromium and iron. The resulting alloy is quite fragile, and it will also not be possible to make a complete product from it. It is used only as one of the decorative elements. To impart blueness and strength to a precious metal, its composition must be as follows:
- the main component is pure gold;
- 22% steel;
- 25% expensive rare earth metals (including 2.5% platinum and 0.5% iridium).
This composition will allow the precious metal to carry a hallmark with the designation 750.
There is another way to get rich blue gold color. It is necessary to combine yellow gold (46%) and indium (54%). Then the blue gold will have a grayish tint. And if gallium is used as an additive, the shade will be light, more blue than blue. The sample will be assigned 585.
Such an alloy is an expensive and fragile metal, so only elite workshops can produce jewelry from it and use blue gold as decoration due to its physical and technical characteristics.
Lamp color rendering index CRI
Methods for soldering LED strips
The comfort of staying indoors and productivity are affected not only by the brightness of the light, but also by its shade. No less important is the correspondence of the perceived color to the real one. The numerical designation of this parameter is called the index or color rendering coefficient. It is designated Ra or CRI, from the English. color rendering index.
The reference is daylight. Its CRI is 100. Lighting manufacturers do not strive to achieve this quality. Lamps with a coefficient of more than 80 do not tire the eyes, and with Ra more than 90 they are subjectively no different from the reference ones.
Difference in color display at different CRI
When determining Ra, eight reference colors (DIN 6169) are compared using the International Commission on Illumination (CIE) method. In this case, a distortion of the color of the samples under the studied lighting from the color under the reference lighting is noted. Lamps with Tc up to 5000K are compared with a reference luminaire that produces a black body spectrum, and for luminaires with higher temperatures the reference is daylight.
The average deviation is subtracted from 100. The result is the color rendering index CRI.
The role of Tc and other parameters in the technical standardization of lighting
When designing buildings and structures, engineers use data on standardization of lighting parameters from SNiP 23-05-95. The document establishes selection rules for the following characteristics (in descending order of importance):
- illumination (Ev), lux = lm/m2 - the main parameter in the list;
- color temperature (Tc), K or wavelength (λm), nm;
- color rendering index (CI, CRI or Ra), %;
- Pulsation coefficient, (Kp), %;
- highest permissible brightness (Lmax), cd/m2;
- Uniformity of illumination;
- Specific installed power (Nsp), W/m2.
Determining the functional sufficiency of lighting, the illumination of a point in space depends on the power and efficiency of the IC, the geometry of the room and the heights of the luminaires and the control surface. Illumination has a nonlinear relationship with Tc.
With low Ev, people see red worse, blue better. The opposite statement is also true: the higher Ev, the better the shades of red are distinguished and the worse the shades of blue. This effect is reflected in the Kruithof visual comfort graph.
Rice. 9 Kruithof optimization field
Thanks to the Kruithof curves, we are able to optimize lighting with the same degree of comfort using different types of lamps.
The color rendering index characterizes the ability of the light source to convey the natural tones of the illuminated object in comparison with the conventional ideal - the reflected midday sun (5500 K). The highest IRC indices are demonstrated by incandescent lamps (up to 98%), as well as metal halide and LED ICs (up to 95%).
The remaining normalization parameters are not directly related to color temperature.
Lighting of certain types of objects and systems can be standardized by industry technical standards. For example, for highways in the Russian Federation, ODM 218.8.006-2016 applies.
Groups that contain the ranges of the light source
Nowadays, light sources are divided into three groups:
- Warm glow, white. This is the heat of the glow ranging from 2700 to 3200 Kelvin. It is considered advisable to use such lighting in living rooms.
- Daylight, white. This range is from 3500 to 5000 Kelvin. This glow is most similar to morning sunlight. 5000 K color temperature in the neutral range, recommended for use in bathrooms or hallways.
- Also, the 5000 K color range is used in educational institutions, offices, alleys, parks and production.
- Cold glow, white. The range of light is from 5000 Kelvin color temperature to 7000 K, temperature K 6500 is also included in this range.
What is color temperature
Connecting LED lamps
When heated, all bodies emit light: first infrared, and then visible. The spectrum of this radiation can be used to determine body temperature. It is measured in Kelvin (K).
Conversely, each shade of radiation color corresponds to the temperature of the object. Therefore, shades of white are usually designated in Kelvin, so as not to come up with definitions like “light yellow” or “white with a blue tint”:
- 0°K – absolutely black body, absence of any radiation;
- 800°K (527°C) – dark red color;
- 1300°K (1027°C) – bright red. This is how heated metal glows;
- 2000°K (1727°C) – orange. This is the color of the coals (not the flames) in the fireplace;
- 2700°K – warm white color. This is how incandescent light bulbs glow;
- 4500°K – neutral white. The color of a cloudy day;
- 5000°K – white. This shade has the color of a sunny afternoon;
- 6800°K – cool white. Lighting at sunrise;
- 9000°K – blue. Thermonuclear reaction color.
Color temperature in Kelvin
At what temperature does iron turn red?
HEAT COLORS – colors of metal glow, depending on the heating temperature. Heat colors characteristic of steel, see table Temperature, ° C Heat color 550 Dark brown 630 Brown red 680 Dark red 740 Dark cherry 770 Cherry 800 Bright or light cherry 850 Bright or light red 900 Bright -red 950 Yellow-red TEN COLORS – iridescent coloring that appears on the clean surface of heated metal as a result of the appearance of a thin layer of oxides on it. colors of tarnish characteristic of carbon steel, see in the table Temperature, °C Color of tarnish 220 Straw 230 Golden 240 Brown 250 Red-brown 260 Purple 280 Violet 300 Blue (cornflower blue) 320 Light blue 330-350 Light gray On alloy steels these Tarnish colors appear at higher temperatures.
Well, judging by the heat in the stove, it’s 150 degrees
It is not clear why the answer is given about metal when the question is about iron. And there is a wonderful anecdote on this topic: - Comrade soldiers, let's unload the luminaries, let's go! - Sorry, comrade warrant officer, not lumine, but aluminum. - And they are extremely competent, for unloading cast iron, for leeeee! And someone else chose the best answer. And this, as they say, “I’m talking about Thomas to you, and you’re talking to me about Yerema.” So what is the temperature of red-hot iron?
Traces of tarnish on metal
Published by: Kirill B. There is an opinion that tarnished colors when welding carbon steels are a defect. I personally have heard this a couple of times, and once, having seen comments on a photograph of a seam with bright tarnish colors, that this was an obvious defect, I decided to look into the issue in more detail. I suggest you look at a sort of MYTHBUSTERS under the cut.
Let's start with a definition.
Tarnish colors are iridescent colors formed on the smooth surface of a metal or mineral as a result of the formation of a thin, transparent surface oxide film (called tarnish) and the interference of light within it.
These colors were previously used to determine the temperature during heat treatment of steel. But this is not a very accurate indicator. The color is affected by the rate of temperature rise, the composition of the gaseous medium, the time the steel is held at a given temperature, as well as the nature of the lighting and other factors.
There is a direct relationship between the thickness of the film and the wavelength of the light reflected by it: the thicker the film, the shorter-wavelength reflected light we receive. For example, blue is created when longer wavelengths, such as red and orange, are “subtracted” from white, while yellow is created when shorter wavelengths, such as violet and blue, are “subtracted” from the spectrum (close the right side of the rainbow shown above). It turns out that blue color corresponds to a higher heating temperature, and yellow to a lower one.
It’s interesting about tarnish colors written here.
Let us consider the diagram of the welded joint sections and their thermal cycle.
We are interested in site No. 7. It is also called the blue brittleness region and covers the temperature range from 200 to 400 °C. In this area, blue tarnish colors are observed on the surface of the metal (hence the name). When welding low-carbon steels, the base metal in this zone does not have visible structural changes, but a sharp drop in impact strength is observed due to a decrease in ductility. This occurs in cases where steels contain oxygen, nitrogen and hydrogen in slightly excess amounts. The dimensions of individual sections of the HAZ and its overall width depend on the heating and cooling conditions and welding methods.
When welding stainless steels, tarnish colors also appear, but in different temperature ranges. For stainless steels, color changes when heated in air are observed: light straw (300°C), straw (400°C), red-brown (500°C), violet-blue (600°C), blue (700°C ).
Tempering for corrosion-resistant steels is more critical, because is an indicator that the passive (protective) layer is damaged, and pockets of pitting corrosion may occur in this place. Therefore, the damaged layer must be cleaned either with flap wheels, or with a stainless steel bristle brush (cleaning with a steel brush is not allowed), or by etching.
So, it turns out that tarnish is an inevitable phenomenon when welding steels. In addition, such a defect is not defined in the Instructions for Visual and Measurement Control (RD 03-606-03). They are indicated there only as contamination that interferes with control and which must be cleaned up.
This is probably considered a defect by mistake - confused with titanium welding. Here, reliable gas protection of the metal surface heated above 400°C must be ensured. Good gas protection is indicated by a shiny silver surface. The appearance of yellow-blue tarnish on the seam indicates a violation of protection, and a gray coating indicates poor protection.
An interesting fact is that the color of tarnish is considered a defect in the welded joint and appears in regulatory documents. For example, in STO-GC “Transstroy” 005-2007 Steel structures of bridges. Assembly welding technology.
I also came across an interesting article on the development of a method for determining welding stresses by tarnish colors. The nuance is that the model of a single-pass seam has been studied. Will this method work on multi-pass welds?
In the next article we will try to find out whether it is possible to determine whether or not a metal was overheated based on the width of the blue brittleness area. Regarding the question in the title of the article, I think the answer is obvious - the presence of tarnish is not a defect for carbon steels.