10.22.2019 Author: VT-METALL
Issues discussed in the material:
- What is the technology of plasma metal cutting
- What equipment is used for plasma cutting of metal
- What quality systems are used for plasma cutting of metal?
- What defects exist when plasma cutting metal?
Plasma is successfully used today for operations to separate certain metals. This is a source of high-concentration thermal energy, the use of which for cutting metal workpieces is often much more effective than many other similar technologies. The fact is that plasma separation of metal does not require oxygen and flammable gases. Moreover, this method makes it possible to perfectly cut the material under different conditions of use. Below we will describe in detail how plasma cutting of metal occurs and consider the devices that are required for this.
Metal plasma cutting technology
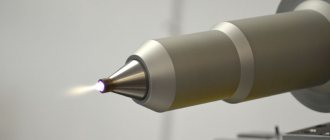
Plasma metal separation is when cutting is carried out with a large plasma flow. The latter is formed during the blowing of an electric arc with gas, the molecules of which, when heated, disintegrate into positive and negative ions. The resulting flow has a temperature of several thousand degrees.
Main types of plasma cutting:
- dividing;
- surface.
The first type involves sinking the electrode into a section of the material. Also, during separation cutting, the angle between the workpiece and the electrode is approximately 60–90 degrees. Surface cutting does not allow an angle greater than 30°.
There are also two methods of plasma separation:
- plasma arc;
- plasma jet.
In the first case, a plasma arc burns between the surface of the workpiece and the non-consumable electrode. The second implies that it burns between the electrode and the tip of the plasma torch. When cutting with a plasma jet, the product is not included in the electrical circuit.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
One of the most popular methods of cutting metals today is plasma-arc cutting, and for processing products made from other materials, plasma jet processing is more suitable.
The technology for separating metal with a plasma cutter has its own characteristics that must be taken into account:
- To cool the plasma cutter, a constant flow of air is required;
- the gas for separating metals should not contain oil and water particles, otherwise the equipment will break down;
- Thorough cleaning of the workpiece before cutting is a mandatory step;
- In order for the cut to be of high quality, it is necessary to correctly calculate the gas pressure and current strength;
- depending on the type of metal and current strength, the cutter must be moved at a speed of 0.2–2 m/min.
- during plasma cutting, the nozzle should be perpendicular to the part - it is best if they are 1.6–3 mm apart from each other.
The plasma torch allows you to cut absolutely any metal. You just need to choose the right type of gas.
Plasma metal cutting using air. If air is used to form plasma, then a wide variety of metal workpieces can be processed by its flow. These can be parts made of copper, brass, black and stainless steel, etc. Moreover, the price of plasma cutting of metal in this case is low. It is the air-plasma method that often underlies the operation of the simplest equipment, which is used, for example, in private households. The quality of metal cutting and speed are average here.
Oxygen cutting. It is performed exclusively on professional equipment. By using pure oxygen, high-quality seams with a small layer of flash are obtained. In this case, the cut is strictly perpendicular to the surface, and the speed of metal separation is high.
Cutting metal workpieces with protective gases. Equipment created using the latest technologies operates on oxygen, nitrogen, argon and air. The prices for such devices are quite high. For example, a plasma torch can cost over 10 million rubles. However, the quality of processing of parts will not be worse than with laser cutting.
The advantages of metal separation using protective gases include:
- cutting speed – 2.5–10 m/min;
- jet thickness is about 0.5–2 mm;
- the ability to process workpieces with a thickness of 0.5–60 mm;
- gas pressure – 5–12 atmospheres;
- current strength ranging from 20 to 800 amperes.
Performance
Considering productivity, it should be noted that when cutting parts made of thin sheet metal (up to 2..3 mm) with a large number of holes, grooves, etc., a powerful high-speed laser is most effective. However, at thicknesses of more than 6 mm, plasma wins in terms of cutting speed, and for sheet thicknesses of 20 mm and above, it has no competition.
The basic rule is that, with the same power consumption of the installations, plasma cutting is 2..3 times more productive than laser cutting – in the manufacture of simple parts. At the same time, it is still more expedient to produce large batches of the same type of complex parts from thin metal using a laser, because the cut parts can be applied to the following technological operations without additional processing (descaling).
Pros and cons of plasma metal cutting
The advantages of the method are:
- Versatility. The technology makes it possible to separate any metals, including ferrous, alloyed, titanium, aluminum and copper alloys.
- The material is cut in a few minutes. For example, the portal device MTP "Jupiter", equipment "Omega" and even a fairly cheap machine "Hermes" allow plasma cutting of metal workpieces at speeds of up to 12 m/min.
- Cutting material up to 30 mm thick has a low cost. But it increases significantly with a thickness from 30 to 50 mm. When air plasma cutting of metal workpieces, production costs will be minimal.
- In the area of the cut, the zone of exposure to high temperatures on the sheet of material is very small.
- High quality processing. The use of plasma torches together with correctly selected plasma-forming and cooling gases makes it possible to obtain a minimum width and taper of the cut, as well as uniform smooth edges that do not require any further processing. High-precision plasma separation of metals meets all conditions.
- Safety. Unlike gas cutting, plasma technology does not require the use of flammable gases such as acetylene and propane.
The disadvantages of the principle of plasma cutting of metal include the following:
- Separating scrap metal with a thickness of 50 to 100 mm is quite expensive.
- The thickness of the material to be cut is usually limited to a maximum of 100–110 mm.
- When cutting ferrous metal, the cut taper is 1–10°, and when cutting non-ferrous metal, it is 1–20°. Moreover, this figure only increases if you choose air as the gas used or cut metal of increased thickness.
- The equipment used in the process is very complex. Therefore, it will not be possible to connect two plasma cutters to one machine and use them at the same time.
Equipment for plasma cutting of metal
To cut metal using the plasma method, electric arc, high-frequency and combined plasma torches can be used.
Based on the type of arc formation, plasma cutters are divided into:
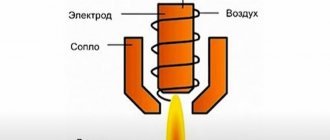
- Equipment with direct arc. This type assumes that the arc burns between a metal workpiece and a non-consumable electrode. The power source here is direct current.
- Plasma torches with an indirect arc. Here the arc burns between the nozzle and the electrode, which act as the anode and cathode, respectively. The arc is not connected in any way to the workpiece. Such equipment is connected to an alternating current source.
Cooling of the plasma torch can be:
- air;
- watery.
The second option is most common, since the heat capacity of water is higher than that of air. Water cooling of plasma cutters makes it possible to place high thermal loads on the nozzle and electrode. As a result, plasma welding productivity increases. As for the disadvantages of such cooling, these include the design of the device itself and the constant need for clean water.
Stabilization of the arc can be done in different ways. The following can be distinguished:
- vortex;
- double;
- water;
- magnetic;
- axial single.
The water method is quite complex in its design, and also has a system of automatic supply and regulation of the electrode, which is not highly reliable.
Quality criteria for plasma cutting of metal
The classification of types of thermal cutting, dimensions of parts and quality of processing are established by the European regulation EN ISO 9013 “Thermal cutting”.
This standard applies to any material that can be separated by plasma, oxygen or laser. But when plasma cutting metal using CNC machines or manual equipment, the thickness should be in the range from 1 to 150 mm.
- Burr at the bottom of the cut and spatter at the top.
After plasma cutting of metal, hardened particles of the metal itself and its oxide can be seen on the surface below. This is grat. Spatter usually remains on the upper edge of the plasma-treated workpiece. Burr is formed under the influence of many factors. For example, its formation can be affected by a certain cutting speed, distance of the cutter from the surface being processed, current strength, voltage, choice of gas and the plasma metal cutting method itself.
Whether burr appears or not may also depend on the material itself, its geometric parameters, surface quality and temperature surges during the process. If the rate of metal separation is too low or, conversely, high, excess metal may also form. Most likely, it will not be there if you select medium speed. Properly selected gas and cutting technology will also help prevent burrs from appearing.
- Angular deviation.
When performing plasma cutting, different temperatures in the arc contribute to the fact that the cut surface is obtained at a slight angle. Due to the fact that the heating was stronger at the top of the cut, the material melted there to a greater extent than in the lower part. But the better the arc was compressed, the less noticeable the angular deviation will be. The latter is also influenced by the distance from the torch to the surface and the cutting speed. Standard plasma separation of material assumes that the cutting angle is 4–8° on both sides.
The workpieces being processed will have common cutting edges if the cutting angle becomes less than 1°. This result can be achieved using plasma separation technology with increased compression.
Plasma-forming gases
Technological capabilities of the metal plasma cutting
(speed, quality, etc.), as well as the characteristics of the main components of plasmatrons, are determined primarily by the plasma-forming medium. Influence of the composition of the plasma-forming medium on the cutting process:
- by changing the composition of the medium, it is possible to regulate within a wide range the amount of thermal energy released in the arc, since at a certain geometry of the nozzle and a given current, the composition of the medium sets the field strength of the arc column inside and outside the nozzle;
- the composition of the plasma-forming medium has the greatest influence on the maximum permissible value of the ratio of current to the diameter of the nozzle, which makes it possible to regulate the current density in the arc, the amount of heat flux in the cut cavity and, thus, determine the width of the cut and the cutting speed;
- the composition of the plasma-forming mixture determines its thermal conductivity, which determines the efficiency of transferring the thermal energy released in the arc to the sheet being cut;
- in some cases, the addition of thermal energy released as a result of the chemical interaction of the plasma-forming medium with the metal being cut turns out to be very significant (it can be commensurate with the electric power of the arc);
- the plasma-forming medium, when interacting with the melted metal, makes it possible to change its viscosity, chemical composition, and surface tension;
- by selecting the composition of the plasma-forming medium, it is possible to create the best conditions for removing molten metal from the cut cavity, as well as preventing the formation of undercuts on the lower edges of the sheet being cut or making them easily removable;
- the nature of the physical and chemical processes on the cut walls and the depth of the gas-saturated layer depend on the composition of the medium, therefore, for certain metals and alloys, some plasma-forming mixtures are unacceptable (for example, those containing hydrogen and nitrogen in the case of cutting titanium); the range of acceptable mixtures also narrows with increasing thickness of the sheets being cut and the thermal conductivity of the material.
The characteristics of the equipment also depend on the composition of the plasma-forming medium:
- cathode material and design of the cathode assembly (method of fastening the cathode in the plasmatron and the intensity of its cooling);
- design of the nozzle cooling system;
- power of the power source, as well as the form of its external static characteristics and dynamic properties;
- equipment control circuit, since the composition and consumption of the plasma-forming gas completely determine the cyclogram of the formation of the working arc.
When choosing a plasma-forming medium, it is also important to take into account the cost of the process and the scarcity of the materials used.
Table.
The most common plasma-forming gases Gas
| Processed metal | |||
| Aluminum, copper and alloys based on them | Corrosion resistant steel | Carbon and low alloy steel | |
| Compressed air | For blank machine cutting | For economical hand and machine cutting | |
| Oxygen | Not recommended | — | For high quality machine cutting |
| Nitrogen-oxygen mixture | Not recommended | For machine cutting at higher speeds | |
| Nitrogen | For economical hand and machine cutting | For manual and semi-automatic cutting | — |
| Argon-hydrogen mixture | For high quality edge cutting | Not recommended | |
Cutting using air as a plasma-forming medium is called air plasma cutting .
Nuances of plasma cutting of different metals
The processing of different metals has its own characteristics that must be taken into account in order to select the correct plasma cutting mode. For aluminum and its alloys, copper and copper alloys, alloy and low-carbon steels, nickel, titanium, etc. - individual technical parameters are assigned for each material.
If we are talking about oxygen-plasma or oxygen-flux cutting, these technologies assume that the chemical composition of the metal changes in the cutting plane. In most cases, the content of chromium, titanium, manganese and silicon in the metal decreases, and the nickel content increases.
A feature of plasma cutting of aluminum and its alloys is the tendency to form oxides, which during subsequent welding may end up in the weld, negatively affecting the mechanical properties of the material. Since molten aluminum absorbs hydrogen intensively, it is necessary to ensure that the cast portion of the heat-affected zone at the cutting edge is very small.
Plasma cutting of aluminum requires a high speed; for processing magnesium and titanium it must be even higher.
If aluminum alloys are 5–20 mm thick, they can be separated using nitrogen or air. With a thickness of 30–160 mm, nitrogen-hydrogen mixtures are more suitable. Argon also guarantees high quality cuts.
For aluminum-magnesium alloys, good processing quality is possible only at extremely high cutting speeds and under the condition that half of the argon mixture is hydrogen.
To cut workpieces made of aluminum-manganese alloys or duralumin and the like with plasma, you can use pure nitrogen, nitrogen plus air, as well as argon mixtures with a small amount of hydrogen.
The main properties of copper and copper alloys are high heat capacity and excellent thermal conductivity. In this regard, the plasma arc during the cutting process must be more powerful than when processing steel workpieces. When choosing a plasma-forming gas for copper separation, it is worth choosing compressed air or nitrogen mixtures with a high content of air or hydrogen. The best option for cutting copper parts of small and medium thickness is the air-plasma method with a current of 350–400 amperes.
For cutting brass products, the same working gases are suitable as for copper, but the processing speed should be 25–30% higher.
Nitrogen and its mixtures with air are also used in plasma cutting of titanium.
It is best to separate parts made from stainless steel and other types of steel using plasma-arc or oxygen-flux cutting methods. If the material thickness is less than 100 mm, the first technology is preferable.
For stainless steel workpieces with a thickness of 50–60 mm, plasma-arc cutting using compressed air or a nitrogen-oxygen mixture is usually used.
If the steel thickness is from 16 to 40 mm, it is better to use a mixture of hydrogen and nitrogen. When steel parts are thick, the oxygen flame cutting method is usually chosen.
When it is necessary to perform plasma arc cutting of low-carbon steels, the thickness of which is approximately 40-50 mm, gases such as oxygen, compressed air or oxygen-containing mixtures are usually used. In addition, this material can be processed using nitrogen or its mixture with hydrogen.
Air plasma cutting makes it possible to obtain a better cut surface than nitrogen. One of the main indicators of quality here is the absence of pores in the edge. In this case, the processing parameters most often fully comply with GOST 14792-69.
Brief information about plasma
Plasma is a gas that is ionized to varying degrees. Ionization can be complete or partial - even a weakly ionized gas (less than 1% of ionized particles) exhibits some properties of plasma. There are isothermal and gas-discharge plasma, the type of plasma depends on the method of its formation. Isothermal plasma is formed when a gas is heated to a temperature at which the process of thermal ionization of the gas begins. Gas-discharge plasma, in turn, is formed as a consequence of an electric discharge (electric arc) in a gas. The most common example of such a discharge is lightning.