04/30/2021 Author: VT-METALL
Issues discussed in the material:
- What is plasma, plasma cutter, plasmatron
- How does plasma cutting of metal occur?
- What gases are used in plasma cutting?
- What can be cut with plasma
- What types of plasma cutting machines are there?
- What are the advantages of plasma metal cutting
Today, many are interested in how plasma cutting works and how the technology differs from traditional methods of processing metal and other materials. Ordinary people and even some experts doubt the need to use plasma, believing that any welding work can still be performed using traditional gas.
In this material we will try to explain in an accessible language what a plasma cutter is, how it works, and what its advantages are over laser and gas welding. After this, you are unlikely to have any doubts about the effectiveness of cutting metal using plasma.
Plasma cutting - what is it?
Metal cutting is a technological process of dividing a monolithic element into parts. For this purpose, a mechanical method can be used, that is, chopping or sawing, waterjet, where processing is carried out using a suspension of water and abrasive, as well as a thermal method or heating. Heat treatment refers to oxygen gas, laser and plasma cutting of metal.
What is plasma cutting? This is a technology for processing metal products, in which a plasma jet plays the role of a cutter.
Plasma is a stream of ionized gas heated to a temperature of several thousand degrees. Such a flow contains negatively and positively charged particles. It has quasi-neutral properties, that is, in an infinitesimal volume, the total charge is balanced and turns out to be zero. However, due to the presence of free radicals, plasma is capable of conducting electricity.
Due to the combination of plasma properties such as high temperature, the ability to conduct electricity and flow speeds exceeding the speed of sound, a device for plasma cutting was developed in the 20th century.
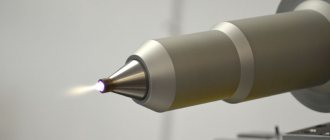
If we talk more simply about how plasma cutting works, then we are talking about heating the metal with a plasma jet using a plasma cutter. This device creates an electric arc between the cutter nozzle and the metal being processed, the temperature of which reaches +5,000 °C. However, effective processing with such heating is impossible. To achieve high-quality results, gas is additionally supplied to the working area - it is this gas that forms plasma with temperatures up to +30,000 °C.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
In addition to the fact that the plasma is very hot, it exits the nozzle at a speed of 1,500 m/s, making it possible to easily cut metal. It is worth noting that such processing is characterized by high precision and accuracy, so modern industry is increasingly giving preference to it.
Manual processing
Before starting work, the inverter or transformer is connected to the AC mains. The workpiece is connected to a power source. The next stage is bringing the nozzle and the workpiece closer together. There should be 40 mm between them. After this, you can light the pilot arc. When the arc ignites, an air flow is supplied to the nozzle, which is ionized and forms a plasma jet.
When working with a plasma cutter, you must follow safety rules. A special suit and protective face shield must be used. Temperatures during plasma cutting reach thousands of degrees, and this can be dangerous for humans. Therefore, we must strive to automate the process.
How does plasma metal cutting work?
How does a plasma cutting machine work? The electric arc is intensified by acceleration with gas under pressure, due to which the temperature of the cutting element increases several times compared to a propane-oxygen flame. This makes it possible to quickly cut metal in such a way that even with high thermal conductivity, the entire product does not have time to heat up and become deformed.
So how does plasma metal cutting work? The essence of the method is as follows:
- The current source provides the required voltage, namely: 220 V for small devices, 380 V for industrial systems that allow working with thick materials.
- The current flows through the cables into the plasmatron, that is, into the torch in the hands of the welder-cutter. This element is equipped with a cathode and anode, the role of which is played by electrodes. It is between them that the electric arc lights up.
- The compressor pumps air and supplies it to the device through the hoses provided for this purpose. The plasma torch is equipped with special swirlers that direct and swirl the air. The flow penetrates the electric arc, ionizing it and increasing the temperature many times, creating plasma. Such an arc is usually called a duty arc, since it ensures the maintenance of work.
- Quite often a work cable is used, connecting it to the material being cut. When a welder-cutter brings the plasma torch to the product, a working arc is created - it closes between the electrode and the surface. Due to the high temperature and air pressure, a neat cut and small sagging are formed, which can be easily removed by tapping. When contact with the surface is lost, the arc continues to burn in standby mode. Therefore, when it is brought again to the material being processed, cutting can continue.
- After the cutting is completed, the button on the plasma torch is released, turning off all types of electric arc. Next, the system is purged with air for a while to get rid of debris and allow the electrodes to cool.
The role of the cutting element in plasma cutting is played by the ionized arc of the plasma torch. It allows you to both cut the material and weld it. In the second case, a filler wire is used, the composition of which is selected for a specific type of metal, and the supplied air is replaced with an inert gas.
Cutting metal products is done in two ways, such as:
- Direct cutting, also called plasma arc cutting.
In this case, an electric arc is ignited between the cutter and the product, that is, the cathode and anode. The cathode (electrode) is located inside the housing with a nozzle. Gas under pressure passes past the electrode, heats up and ionizes. The nozzle creates a high flow rate. During this treatment, an electric arc melts the metal, and hot gas ensures that excess is removed from the heating zone.
- Cutting by indirect influence.
This technology makes it possible to work with ordinary metals, as well as those with low electrical conductivity and dielectrics. With this processing, the source of the electric spark is located in the cutter, so the product is in contact only with the plasma flow. Note that the cost of such devices is much higher than that of direct-acting models.
Scientists call both types of cutters plasmatrons, that is, plasma generators.
Metal cutting can be done using devices for industrial and domestic use. In industrial conditions they work with complex multifunctional automated complexes or CNC machines. Whereas small devices connected to a 220 V or 380 V network are intended for domestic use.
Despite the difference in functionality and size, industrial and household devices operate on the basis of the same principles of plasma cutting and require:
- electric arc formation;
- creating ionized gas;
- formation of a high-speed plasma flow;
- influence of the active environment on the product.
Plasma arc cutting has the following characteristics:
- Flow temperature within +5,000…+30,000 °C. The specific figure depends on the material being processed - minimum temperatures are used when working with non-ferrous metals, and the upper values allow processing refractory steels.
- Flow speed ranges from 500–1500 m/s. It is selected according to the requirements of a specific type of cutting, and the thickness of the workpiece, material, type of cut (straight or curved), and the duration of operation of the system are assessed.
- Gas for plasma cutting. Ferrous metals are worked with using an active group, which includes oxygen (O2) and air. Processing of non-ferrous metals and alloys involves the use of an inactive group, namely nitrogen (N2), argon (Ar), hydrogen (H2), and water vapor. Oxygen oxidizes non-ferrous metals, that is, it starts their combustion, so they are processed in a protective gas environment. Also, by changing the composition of the gas mixture, it is possible to improve the quality of processing.
- Cut width. In this case, one rule works: as the indicators increase, the cutting width increases. It is influenced by the thickness and type of metal, nozzle diameter, current strength, amount of gas used and processing speed.
- Productivity, which depends on cutting speed. Thus, household units in accordance with GOST are limited to 6.5–7 m/min (~0.11 m/sec). Cutting performance depends on the thickness, type of metal, and gas jet speed. You need to understand that increasing the size of the workpiece leads to a decrease in processing speed.
What metals can be cut?
Using plasma technology, almost any metal can be processed:
- Cutting and cutting of sheet metal from steel, titanium, non-ferrous metals (copper, aluminum, etc.) and their alloys (including bronze, brass, etc.).
- Cutting steel of different thicknesses and workpiece shapes. Processing of carbon and alloy steels of almost all grades is provided, incl. high alloy stainless steels. Plasmatrons can be used to cut strips (narrow long steel strips) and cut rolled steel.
- Cutting cast iron. Plasma ensures deep cutting, which makes the method more effective compared to other technologies.
- Cutting and processing of pipes of different diameters. Special pipe cutters with centralizers are used. In addition to cutting, you can process the surface of pipes, chamfer, clean welds, and process edges.
- Formation and processing of holes.
- Shaped cutting of metal blanks. Special equipment even allows for artistic carving and production of parts of complex shapes.
Important! Various equipment is used to carry out operations, including CNC machines.
Types of plasma cutting
Metal plasma cutting technology includes several methods. Plasma arc cutting is divided into:
- air-plasma;
- gas-plasma;
- laser-plasma.
The principles of operation of the first two types are almost the same - cutting is carried out using an electric arc in combination with an ionized flow of hot gas. The only difference between these approaches is the working fluid. In air plasma cutting, air plays its role, and in gas plasma cutting, gas or water vapor plays its role.
Workpieces with a thickness of no more than 200 mm are processed using combined equipment. The fact is that a modern industrial installation allows heat treatment with a gas jet or the use of a plasma torch.
VT-metall offers services:
Plasma cutting machines are equipped with a CNC module, which allows them to cut metal sheets in a straight line or with the formation of curved edges.
Manual plasma cutting is a classic plasma-arc processing. Household portable devices use an ionized air jet to cut ferrous metal. Changing the composition of gases leads to the fact that the equipment becomes significantly more complicated, which means its cost increases.
Plasma cutting techniques
In practice, two methods of cutting metal with plasma are used:
- plasma jet;
- plasma-arc method.
Plasma jet cutting has found application in the processing of non-metallic products that are not capable of conducting electric current. With this processing method, the product is not part of the electrical circuit. The arc burns between the electrode and the tip of the plasma torch. The product is cut by a plasma jet.
The plasma-arc method is widely used. It is used for: cutting profiles, pipes;
- manufacturing products with straight contours;
- casting processing;
- forming holes in metal;
- production of welding blanks.
The arc burns between the electrode and the workpiece. The arc column is combined with the plasma jet. The jet occurs due to the gas blown through the operating compressor, which becomes very hot and ionized in the process. The gas promotes the formation of plasma, and due to its high temperature, the cutting speed of the metal being processed increases. This method involves the use of a direct current arc with straight polarity.
What gases are used in plasma cutting?
Plasma cutting of metal involves its penetration and removal of the melt due to the heat of the plasma arc. The plasma-forming environment affects not only the speed and quality of work, but also such indicators as the depth of the gas-saturated layer and the nature of the physical and chemical processes occurring along the cut edges.
When processing aluminum, copper, and alloys based on them, plasma is formed from:
- compressed air;
- oxygen;
- nitrogen-oxygen mixture;
- nitrogen;
- argon-hydrogen mixture.
There are grades of metal that cannot be processed by certain types of plasma-forming mixtures. Thus, cutting titanium should not be done using compounds containing nitrogen and hydrogen.
Let us repeat that all gases used for such cutting are usually divided into protective and plasma-forming.
In household devices that allow working with metal no more than 50 mm thick at an arc current of up to 200 A, compressed air is used. It can play the role of a protective and plasma-forming gas. Whereas in industrial systems other gas mixtures containing oxygen, nitrogen, argon, helium or hydrogen work.
What can be cut: plasma capabilities
When talking about the capabilities of plasma, you need to understand how plasma cutting and welding works. This processing is carried out by melting the material using heat. The latter is generated by a compressed plasma arc, after which the melt is removed from the cutting zone by a plasma jet.
This technology is universal, so it is currently actively used in a number of areas. It allows you to work with most metals, as well as achieve record cutting speeds and workpiece thicknesses.
Separately, it is worth mentioning the economic component of the issue. You can work with plasma cutting without large financial costs; it is equally important that it can be done either using machines or manually.
Let's name the main areas in which automated and manual plasma cutting of metals is used.
1. Plasma cutting of pipes.
The most convenient are installations for plasma cutting of pipes, so-called pipe cutters equipped with centralizers. They differ from classic pipe cutting equipment in their high processing accuracy, which remains unattainable for gas autogenous cutting.
It is important that most of the equipment for cutting pipes using plasma allows for auxiliary operations. Among them are surface preparation, seam cleaning, chamfering and edge cutting. Precise movement of such equipment along the pipe is ensured by special drives.
2. Plasma cutting of sheet metal.
Most often, this technology is used for cutting thin sheets, since other methods do not allow such operations. It is important that for manual plasma cutting of sheet metal, fairly compact and lightweight devices with low power consumption are used.
Plasma can handle most metals, including steel, cast iron, bronze, copper, brass, titanium, aluminum and alloys of these metals. This technology has only one limitation - the thickness of the sheet, which is associated with the level of thermal conductivity. With greater thermal conductivity, the thickness of the sheet decreases, which can be cut using this method.
3. Figured plasma cutting of metal.
Such artistic processing requires the use of specialized equipment and is actively used in construction and many industries. Thanks to CNC and special programs, it is possible to produce flat parts regardless of their complexity.
Plasma makes it possible to cut complex contours on sheets no more than 100 mm thick. It is worth noting that the result does not depend on the presence of paint, corrosion, galvanization or any contaminants on the metal. When shaped using plasma, the cut area is heated to +30,000 °C, and such a high temperature allows you to melt any metals.
4. Plasma cutting of cast iron.
At the moment this is the most reliable and effective technology. The fact is that we are talking about a method that is both economical, fast and convenient, superior to cutting with an angle grinder and gas in terms of the listed characteristics. Plasma makes it possible to work with cast iron in heavy industry. This is how, for example, scrap accumulated on enterprise premises is prepared for disposal. Thanks to plasma, deep cuts are made in metal, making it possible to cope with the most labor-intensive tasks.
5. Plasma cutting of steel.
This method works great when cutting steel of various thicknesses. It is important that plasma makes it possible to cut stainless steel, which is not possible with oxygen cutting. In this case, virtually no burr formation occurs, so it is possible to reduce time costs and increase production productivity.
Plasma cutting of stainless steel compares favorably with gas cutting in a number of characteristics, such as:
- high level of security;
- the ability to produce parts of any complexity and shape;
- low level of environmental pollution;
- fast burning;
- versatility and efficiency;
- high processing speed of steel sheets of small and medium thickness;
- accuracy and high quality of cuts, which eliminates the need for final processing.
By cutting rolled steel, sheets of the required format and strips, that is, narrow strips of steel with a longitudinal section, are very quickly and accurately produced.
Plasma cutting machines
To understand how an air plasma cutting machine works, let’s look at its design. It includes a power supply, plasma cutter/torch, air compressor and cable/hose package.
The power source, that is, a transformer or inverter, supplies the plasmatron with a current of a certain strength. Transformers are heavy, have high energy consumption, but are not so sensitive to voltage surges. Equally important, they allow you to work with workpieces of greater thickness.
Inverters are not as heavy and expensive, consume less electricity, but are inferior to transformers in terms of the thickness of the workpieces processed. For this reason, they are more often used in small industries and private workshops. The efficiency of inverter plasma cutters is one third higher than that of transformer ones; they ensure more stable arc burning. Note that they simplify work in hard-to-reach places.
The plasma torch, also known as the “plasma cutter,” plays the role of the main component of the plasma cutter. Sometimes the concepts of “plasma torch” and “plasma cutter” are equated, but the cutter itself is called a plasma torch, and not the entire installation.
The key components of a plasma cutter are the nozzle, the electrode, the coolant/insulator between them, and the channel through which the compressed air is supplied.
Inside the body of the plasma torch there is an electrode made of hafnium, zirconium, beryllium or thorium, which leads to the initiation of an electric arc. All of the listed metals can be used for air plasma cutting, since during processing, refractory oxides are formed on their surface, which prevent the electrode from being destroyed. However, only a part of these metals is used in practice, since some of them form oxides that are hazardous to the health of personnel. Thus, thorium oxide is toxic, and beryllium oxide is radioactive. Therefore, electrodes for a plasma torch are usually made of hafnium; all other metals are not used so often.
The plasma torch nozzle compresses and creates a plasma jet, which is emitted from the output channel and cuts the metal. The size of the nozzle determines the capabilities, characteristics of the plasma cutter and the operating methods used. The diameter of the nozzle affects how much air can pass through it per unit time. Whereas the width of the cut, the cooling rate and the operating speed of the entire system depend on the volume of air.
In most cases, the nozzle diameter is 3 mm. Another equally important characteristic is the length of the nozzle: the longer it is, the more accurate and high-quality the edge of the product is. However, you need to understand that a nozzle that is too long is not capable of serving for a long time and quickly becomes unusable.
The compressor in this system provides air supply. Let us remind you that when using plasma cutting technology you have to use plasma-forming and protective gases. In devices that operate with a current of no more than 200 A, compressed air is used for plasma formation and cooling. Using such a device, it is possible to cut workpieces up to 50 mm thick. An industrial machine operates on the basis of helium, argon, oxygen, hydrogen, nitrogen and a combination of these gases.
The cable-hose package is the connection between the current source, the compressor, and the plasma torch. The cable passes the current necessary to ignite the arc from the transformer/inverter, while compressed air flows through the hose, which will then play the role of plasma. Plasma is formed in a plasma torch - we will talk more about this a little later.
The pressed ignition button gives a signal to the system, the latter begins to work, high-frequency currents are supplied to the plasmatron - a pilot arc is excited between the electrode and the nozzle tip with a temperature within +6,000...+8,000 °C. It needs to be clarified: forming an arc using only an electrode and a sheet of metal is a difficult process. Next, the pilot arc column fills the channel.
When the pilot arc lights up, compressed air enters the chamber. It heats up from the arc, expands almost a hundred times, ionizes, loses its dielectric properties, that is, it becomes a conductor for current.
The nozzle used in the system is narrowed downwards, therefore it is capable of compressing air, forming a flow moving at a speed of 2-3 m/s. Air heated to +25,000…+30,000 °C with changed properties plays the role of plasma. The level of its electrical conductivity corresponds to this indicator for the metal being processed.
When the plasma touches the workpiece, the cutting arc is excited and the pilot arc goes out. Local heating of the product by the working arc is ensured, due to which the metal melts and a cut is formed. Hot metal particles appearing on the workpiece are removed by air exiting the nozzle. This approach to plasma cutting is considered the simplest.
While you are working with a device like this, it is important that the cathode spot of the arc is in the middle of the electrode/cathode. To achieve this effect, a vortex or, as it is also called, tangential air supply is used. Its violation leads to the fact that the cathode spot with the plasma arc moves from the required point. As a result, it is not possible to achieve stable combustion of the plasma arc or two arcs are formed at once. In addition, a worse scenario is possible, in which the entire installation will have to be restored.
Increasing air flow will lead to faster plasma flow, which means faster operation. By increasing the nozzle diameter, you can achieve a lower speed, greater cutting width. At a current of 250 A, plasma leaves the nozzle at a speed of 800 m/s.
Speed is an important parameter that affects the width of the cut: increasing this indicator leads to a narrower cut. At low speed the width increases, as does the increase in current. All these nuances are the answer to the question of how to work with plasma cutting.”
At the moment, there are two main types of plasma cutters: manual and machine.
1. Manual plasma cutters.
Such devices are used in private households, workshops, and small industries. The operator holds the equipment in his hands and guides the cutter along the cutting line. While the device is working, it remains suspended, which makes it impossible to achieve a perfectly even cut. In addition, this processing method is characterized by low productivity. To obtain an even cut without sagging or scale, use a stop. It is put on the nozzle and pressed against a sheet of metal, then the cutter is guided along the cutting line. Thus, the distance between the workpiece and the nozzle is maintained throughout the entire operation.
The cost of a manual device is set depending on the upper limit of the current strength with which it can work, the thickness of the material being cut and the number of permissible operations. Some models are suitable for cutting metals, while others can be used to weld elements. The following markings allow you to understand the functionality of the device:
- CUT – used for cutting;
- TIG – necessary to perform argon arc welding;
- MMA – works for stick arc welding.
As an example, let's take the Fox Weld Plasma 43 Multi model, which combines all the mentioned functions. Its price is in the range of 530–550 USD, the current strength is 60 A, and with its help it is possible to cut metal up to 11 mm thick.
You need to understand that the current strength and the thickness of the workpiece are the main parameters that are evaluated when purchasing a plasma cutter. They are interconnected: the higher the first indicator, the stronger the working arc.
To choose a plasma cutter wisely, you need to know in advance what kind of metal and what thickness the installation will work with. For cutting a copper sheet 2 mm thick, the current is calculated as follows: 6 A multiplied by 2. That is, a 12 A device is suitable for such processing. For cutting 2 mm thick steel, multiply 4 A by 2, getting an indicator of 8 A. Note, that the device is taken with a reserve, since the instructions indicate the maximum, and not the nominal, indicators - they allow you to work at such a current only for a short time.
2. CNC plasma cutting machine.
They work with similar equipment in production. The abbreviation CNC stands for Computer Numerical Control.
During the cutting process, the operator takes minimal participation, since the system operates according to an established program. Thus, it is possible to avoid the influence of the human factor on the quality of work and significantly increase the level of productivity. The result is a very smooth cut that does not require additional edge processing. It is equally important that this technology allows you to work even with very precise figured cuts. To do this, a circuit is entered into the program, after which the device itself performs all the necessary operations.
The cost of an automated plasma cutting system is much higher than a manual one. The fact is that in the first case a large transformer is needed. In addition, the device is equipped with a special table, portal and guides. The specific price depends on the complexity and size of the system, ranging from 3,000 to 20,000 USD.
Such machines are cooled with water, so there is no need to interrupt work during the shift. Their duty cycle, or duty cycle, is 100%. For manual devices, this figure is at the level of 40%, that is, after four minutes of operation, the plasma cutter will require a six-minute break.
How to choose a plasma cutter?
The choice of a plasmatron for cutting metal is made according to performance characteristics, taking into account the work performed (dimensions, thickness and type of rolled metal).
Thickness of the metal being cut and current strength
The expected thickness of the metal being processed affects the rated current of the equipment - for example, to cut ferrous metal and stainless steel, 4 A of power is needed for every 1 mm of thickness. Therefore, to cut 10 mm sheet structural steel, you need to set the operating current to 40 A. At the same time, it is better to buy a plasma cutter with a small power reserve.
Duration of activation
PV or on-duration determines the time of continuous operation of the device. If the technical characteristics of a plasma cutter indicate a duty cycle of 60%, this means that out of a working cycle of 10 minutes it can operate continuously for 6 minutes. If this threshold is exceeded, overheating and failure are likely.
Recommended PV values depending on the scope of application:
- Domestic needs - 40% PV is sufficient.
- Workshops, small metalworking companies - PV 60%.
- Large factories, enterprises for the production of metal structures - PV 80-100%.
Required compressor power
The stability of the plasma cutting process directly depends on the compressor power. Therefore, the device should have 20-25% greater productivity than indicated in the plasma cutter passport. It is also desirable that it be equipped with an oil and moisture separator to eliminate the influence of condensate and impurities on the quality of the plasma.
Hosepack length
The length of the hose package can range from 1.5 to 8 or more meters, so when choosing, you need to be guided by the overall dimensions of the rolled metal with which you are supposed to work.
Video on how to choose a plasma cutter
Pros and cons of plasma cutting
If we talk about different metal cutting technologies, laser cutting is most similar to plasma cutting. Therefore, we will discuss the merits of the approach we are interested in, comparing these two methods:
- Plasma allows you to cut any metals, even non-ferrous, refractory and all others, the processing of which usually causes the greatest difficulties.
- The operating speed is much higher than when using a gas cutter.
- The ability to make cuts of any shape, including in the form of geometric shapes, as well as perform figured cutting, regardless of its complexity. That is, this technology allows you to realize the most daring creative ideas when working with metal and other materials that are difficult to process.
- The plasma cutter can handle sheets of any thickness, allowing you to maintain cutting speed and quality.
- This method is universal because it makes it possible to work with both metals and other materials.
- Plasma cutting is faster and more efficient than all known mechanical methods.
- It is possible to work perpendicular to the surface of the workpiece, as well as at an angle, due to which it is possible to master wide sheets of metal.
- This is an environmentally friendly method in which there is minimal release of harmful substances into the air.
- There is no need to heat the metal before cutting, which reduces time costs.
- An increased level of safety is achieved by eliminating explosive gas cylinders.
There are no methods for processing metals that do not have disadvantages. It is worth highlighting the disadvantages of plasma cutting:
- The high cost of cutting devices, even when it comes to the simplest manual devices.
- The maximum thickness of the metal processed in this way is only 100 mm.
- High noise level caused by the fact that air or gas is supplied at high speed.
- Complex, expensive equipment requires constant competent maintenance.
Note that during cutting, only a small area of the surface of the workpiece is heated. After which it takes less time to cool down than when using laser or mechanical cutting devices.
Company advantages
Why should you contact GOST Metal? The following advantages speak in our favor:
- Many years of experience in the production of rolled metal of various configurations and sizes. We have been providing quality services for more than 10 years.
- The company has at its disposal an extensive fleet of modern plasma welding equipment, including CNC equipment. The machines were supplied by well-known domestic and foreign manufacturers.
- The company employs experienced, highly qualified employees at all stages of preparation, design and manufacturing of products.
- Great possibilities for metal processing. We are capable of processing parts from almost any material, any size and configuration. We provide processing of large batches of products. Capable of producing shaped and artistic cutting.
- Strict compliance with all current standards. Quality control at all stages of work, starting with incoming control of raw materials.
- High quality. High precision edge processing after cutting is guaranteed.
During its activity, our company has already processed more than 1 million m2 of metal products without receiving any significant complaints. Every month we receive more than 100 orders for plasma cutting, but we are ready to significantly increase volumes.
The company is ready to work with customers in any region of the Russian Federation. Our managers will always provide the necessary information, conduct professional consultation and accept orders.