"BSW" redirects here. For other uses, see BSW (disambiguation).
| This article the leading section does not adequately summarize the key points of its content . |
British Standard Whitworth
(
BSW
) is an imperial unit-based thread standard based on the Whitworth thread, developed and specified by Joseph Whitworth in 1841, it was the world's first national screw thread standard,
Story
See also: Screw thread § History of standardization
The Whitworth thread was the world's first national screw thread standard,[1] developed and defined by Joseph Whitworth in 1841. Before this, the only standardization was the little that was done by individuals and companies, with some companies. in-house standards spread a bit across their industries. The new Whitworth standard specifies a thread angle of 55° and a thread depth of 0.640327 p
and radius 0.137329
n
, where
n
is the field. The thread pitch increases with increasing diameter in steps indicated in the diagram.
The Whitworth thread system was later adopted as a British standard to become the British Standard Whitworth (BSW). An example of the use of Whitworth thread is the Royal Navy Crimean War gunboats. This is the first time mass production techniques have been applied to marine technology, as the following quote is from an obituary from The Times
dated 24 January 1887 for Sir Joseph Whitworth (1803–1887) shows:
The Crimean War began, and Sir Charles Napier demanded from the Admiralty 120 gunboats, each with 60 horsepower engines, for the 1855 Baltic campaign. There were only ninety days left to fulfill this requirement, and, although time was short, the construction of gunboats presented no difficulty. But with engines the situation was different, and the Admiralty was in despair. Suddenly, with his characteristic flash of mechanical genius, the late Mr. John Penn solved the problem, and solved it quite easily. He had a pair of precisely sized engines on hand. He took them apart and distributed them among the best machine shops in the country, telling each one to make ninety sets exactly to the pattern in every respect. Orders were fulfilled with unfailing regularity, and he actually completed ninety sets of 60-horsepower engines in ninety days—a feat that caused the great continental powers to look on in wonder, and which was only possible because of Whitworth's standards of measurement, accuracy, and precision. the finishing was by that time fully recognized and established itself throughout the country.
An original example of a gunboat engine was recovered from the ship's wreck. SS Xanto
via Western Australian Museum. Upon disassembly, it turned out that all of its threads were of the Whitworth type.[2]
With the adoption of BSW by British railway companies, many of which had previously used their own standards for both threads and head profiles of bolts and nuts, and the growing need for standardization of manufacturing specifications in general, came to dominate British manufacturing.
In the US, BSW was replaced when steel bolts replaced iron bolts.[ citation needed
], but was still used for some aluminum parts as late as the 1960s and 1970s when metric standards replaced imperial ones.
American Unified Rough was originally based on almost the same imperial fractions. The 60° uniform thread has flattened ridges (Whitworth ridges are rounded). From 1⁄4 to 1 1⁄2 in., the thread pitch is the same in both systems, except that the thread pitch for 1⁄2 in bolt is 12 threads per inch (tpi) in BSW compared to 13 tpi in UNC.[clarification needed
]
What is pipe thread: concept and characteristics
In order to connect parts of water/gas pipelines, threaded type connections will be used in 2022. Grooves of a certain depth and with a fixed distance from each other are applied on the inner or outer part of the pipe. For high quality connections, it is required to use threaded profiles of equal parameters.
3 Instructions for Cold Welding Water Pipes
There are many areas of application for pipe threads, but the main ones in the economy are systems for the construction/repair of houses and apartments. Let's take a closer look at the nature of cutting + the algorithm for applying it.
1) Characteristics and definition of cutting
In international standards, the most widespread is pipe thread under the Whitworth patent, which was officially registered in 1841. The generally accepted designation for pipe threads when marking is “Tr”. If you do not take into account the formalities, the common people call such a thread cylindrical. More than 60% of products are accompanied by this type of cutting.
In second place is metric thread, although within the Russian Federation it is mainly used in industrial systems for transporting liquids and gases. The third common type of pipe connection based on threaded threads is conical. Connections of this type are capable of withstanding enormous mechanical loads, therefore they are used in the manufacture of oil and gas production systems or as part of an element of drilling rigs.
What indicators characterize the pipe thread:
- radius/diameter measurement;
- position;
- profile type;
- direction;
- number of threaded groove passes.
11 tables characterizing the diameter of steel pipes
According to the classics, the designation of pipe diameter is in inches (1 inch = 2.54 centimeters). For small sizes, fractions of inches are used in the form of fractions (1/2, ¼, 1/8, and so on). The number of threads that can fit into 1 inch is the thread pitch. If we are talking about metric thread types, then millimeters are already used there. Each type of connection will be described in more detail below.
The characteristics of threads are close to those of pipes, because this element is an integral part of them. When choosing a fitting/fitting at a specialized retail outlet, a minimum set of data is required, which is presented in the table below.
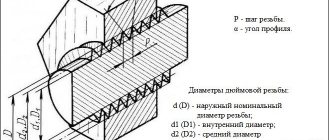
| Parameter | Description |
| Pitch (P) | Threaded pitch. In other words, this is the distance between the threads. |
| D | Nominal diameter of the outer part of the thread. |
| D1 | Diameter along the inside of the thread. |
| D2 | The so-called “average diameter” of the thread. Essentially, it is the diameter in relation to an imaginary cylindrical figure with threads. Groove width = ½ nominal thread pitch. |
| Move | The value in millimeters/inches by which the fastening part will move when twisted one 360-degree turn. In the case of knurling in 1 pass = step, when knurling in many passes = step * number of passes. |
If you want to make thread cutting with your own hands, additional data will require the angle of inclination, material and other characteristics. The second integral part of quality work is the direct hands of the master.
Please note: there are 2 methods for determining a compatible threaded connection to the one you already have on hand - dimensional calibration and measurements with a caliper. Greater accuracy is ensured by the first method - the value tends to 98%. Measurements should be taken taking into account hundredths of a millimeter.
During measuring calibration, special combs of different diameters, on which there are size designations, are alternately inserted into the profile. When taking measurements with a caliper, there is a high risk of data inaccuracy within 1%-3%, and this is already enough to select the wrong diameter of the required profile using the reconciliation tables.
2) How cutting is done + household use
When talking about mass production of profiles, the issue of equipment comes first. The basic unit for the production of pipe threads in accordance with GOST is a milling or turning-screw machine. An alternative (more expensive) is thread rolling machines. The disadvantage of these lies in the narrow specialization of the equipment. If the idea of debugging production fails, selling the hardware will be more difficult than usual.
The table below will tell you about existing thread cutting methods.
| Way | Description | Popularity (out of 5 ★) |
| Screw lathe | The advantage is the high accuracy of the resulting thread, and the disadvantage is the low level of productivity. It is rational to use this cutting method in small businesses or for private use. | ★★★★ |
| Tap + die | Similar to the previous option - poor performance. The accuracy is lower than machine accuracy, but thanks to the savings on equipment, the popularity of the method at home is extremely high. | ★★★★★ |
| Knurling | A complete industrial method for forming pipe threads. The process is carried out through plastic deformation of workpieces using dies. The manufacturing process is 90% automated. | ★★★ |
| Milling | For work, milling machine units are used accordingly. Quality and performance are average. | ★★★ |
| Casting | Convenient and fast, but with the use of new technologies, which significantly affects the initial investment in equipment. | ★★★★ |
If you want to make pipe threads with your own hands, you can use a specialized tool - KLUPP. The design of the unit is extremely simple - 2 handles for the gate, comb cutters, and the body itself.
In the absence of such a unit, although buying it on Avito and other sites in 2022 will not be a problem, you can actually use a gate, a tap + a die. The last two elements are clamped by the collar with 3 centering bolts. The first pass is made with rough rolling, and subsequent passes with finishing dies and taps.
Important: when applying pipe threads with large diameters, it is rational to use a special bushing. The element will simplify the entry of the die + will reduce the physical costs of the process itself. The likelihood of distortion will be reduced, among other things.
Now a few words about the use of pipe threads. When repairing work at home or apartment, the greatest demand is for cylindrical pipes with inch threads. Less often used are round threads and Edison profiles.
Purpose of pipe thread by size:
- 1/2 - used for the construction of transport water supply systems in houses and apartments throughout the Russian Federation. The diameter allows you to efficiently withstand the pressure of both hot and cold liquids. The main household plumbing units are equipped with ½-inch threads - bathtubs, showers, faucets, and so on;
- 1/4 - similar applications, but only in relation to the extreme parts of the plumbing distribution, where the peak pressure is lower than the main one. The classic application is a faucet in a kitchen/bathroom sink;
- 3/4 – key elements of transportation systems. Typically, the profile connects the pipes at the inlet/outlet of the water supply to the house or when connecting to the distribution manifold.
If we talk about larger pipe thread profiles of 1 and 1.5 inches, then their scope is less wide. In the household sector, these are units in hotels, inns and other large industrial facilities, where compliance with average+ quality and an adequate price tag is required when forming a system.
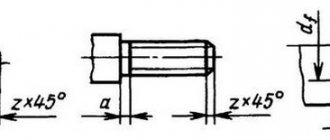
Thread form
Whitworth Thread Shape The
Whitworth thread shape is based on a fundamental triangle with a 55° angle at each peak and valley. The sides are located at the side angle Θ
= 27.5° perpendicular to the axis.
Thus, if the thread pitch is n
, the height of the main triangle is
H
=
n
/ (2tan
Θ
) = 0.96049106
n
.
However, the top and bottom 1⁄6 of each of these triangles are trimmed, so the actual thread depth (the difference between the larger and smaller diameters) is equal to 2⁄3 of this cost, or hour
=
p
/(3tanΘ
)
= 0.64032738
p
.
The peaks are further reduced by rounding them by a factor of 2 (90° - Θ
) = 180° - 55° = 125° circular arc.
This arc has a height e
=
H
sin
Θ
/6 = 0.073917569
n
(leaving a straight flank with a depth of
h
− 2
e
= 0.49249224
n
) and a radius
p
=
e
/ (1 - sin
Θ
) = 0.13732908
n
.
Whitworth thread sizes[3][4][5]
| Main diameter | Thread density | Thread feed | Minor diameter | 75% tap drill size | |||
| (V) | (mm) | (in−1) | (mm) | (V) | (mm) | (V) | (mm) |
| 1⁄16 | 1.588 | 60 | 0.423 | 0.0412 | 1.046 | #56 | 1.2 |
| 3⁄32 | 2.381 | 48 | 0.529 | 0.0671 | 1.704 | #49 | 1.9 |
| 1⁄8 | 3.175 | 40 | 0.635 | 0.0930 | 2.362 | #39 | 2.6 |
| 5⁄32 | 3.969 | 32 | 0.794 | 0.1162 | 2.951 | #30 | 3.2 |
| 3⁄16 | 4.763 | 24 | 1.058 | 0.1341 | 3.406 | #26 | 3.7 |
| 7⁄32 | 5.556 | 24 | 1.058 | 0.1654 | 4.201 | #16 | 4.5 |
| 1⁄4 | 6.350 | 20 | 1.270 | 0.1860 | 4.724 | #9 | 5.1 |
| 5⁄16 | 7.938 | 18 | 1.411 | 0.2414 | 6.132 | F | 6.6 |
| 3⁄8 | 9.525 | 16 | 1.588 | 0.2950 | 7.493 | 5⁄16 | 8.0 |
| 7⁄16 | 11.113 | 14 | 1.814 | 0.3460 | 8.788 | U | 9.4 |
| 1⁄2 | 12.700 | 12 | 2.117 | 0.3933 | 9.990 | 27⁄64 | 10.7 |
| 9⁄16 | 14.288 | 12 | 2.117 | 0.4558 | 11.577 | 31⁄64 | 12.3 |
| 5⁄8 | 15.875 | 11 | 2.309 | 0.5086 | 12.918 | 17⁄32 | 13.7 |
| 11⁄16 | 17.463 | 11 | 2.309 | 0.5711 | 14.506 | 19⁄32 | 15.2 |
| 3⁄4 | 19.050 | 10 | 2.540 | 0.6219 | 15.796 | 21⁄32 | 16.6 |
| 13⁄16 | 20.638 | 10 | 2.540 | 0.6844 | 17.384 | 23⁄32 | 18.2 |
| 7⁄8 | 22.225 | 9 | 2.822 | 0.7327 | 18.611 | 49⁄64 | 19.5 |
| 15⁄16 | 23.813 | 9 | 2.822 | 0.7952 | 20.198 | 53⁄64 | 21.1 |
| 1 | 25.400 | 8 | 3.175 | 0.8399 | 21.333 | 7⁄8 | 22.3 |
| 1 1⁄8 | 28.575 | 7 | 3.629 | 0.9420 | 23.927 | 63⁄64 | 25.1 |
| 1 1⁄4 | 31.750 | 7 | 3.629 | 1.0670 | 27.102 | 1 7⁄64 | 28.3 |
| 1 3⁄8 | 34.925 | 6 | 4.233 | 1.1616 | 29.505 | 1 7⁄32 | 30.9 |
| 1 1⁄2 | 38.100 | 6 | 4.233 | 1.2866 | 32.680 | 1 5⁄16 | 34.0 |
| 1 5⁄8 | 41.275 | 5 | 5.080 | 1.3689 | 34.770 | 1 7⁄16 | 36.4 |
| 1 3⁄4 | 44.450 | 5 | 5.080 | 1.4939 | 37.945 | 1 9⁄16 | 39.6 |
| 1 7⁄8 | 47.625 | 4 1⁄2 | 5.644 | 1.5904 | 40.396 | 1 5⁄8 | 42.2 |
| 2 | 50.800 | 4 1⁄2 | 5.644 | 1.7154 | 43.571 | 1 3⁄4 | 45.4 |
| 2 1⁄8 | 53.975 | 4 1⁄2 | 5.644 | 1.8404 | 46.746 | 1 7⁄8 | 48.6 |
| 2 1⁄4 | 57.150 | 4 | 6.350 | 1.9298 | 49.017 | 2 | 51.1 |
| 2 3⁄8 | 60.325 | 4 | 6.350 | 2.0548 | 52.192 | 2 1⁄8 | 54.2 |
| 2 1⁄2 | 63.500 | 4 | 6.350 | 2.1798 | 55.367 | 2 1⁄4 | 57.4 |
| 2 5⁄8 | 66.675 | 4 | 6.350 | 2.3048 | 58.542 | 2 3⁄8 | 60.6 |
| 2 3⁄4 | 69.850 | 3 1⁄2 | 7.257 | 2.3841 | 60.556 | 2 1⁄2 | 62.9 |
| 2 7⁄8 | 73.025 | 3 1⁄2 | 7.257 | 2.5091 | 63.731 | 2 5⁄8 | 66.1 |
| 3 | 76.200 | 3 1⁄2 | 7.257 | 2.6341 | 66.906 | 2 3⁄4 | 69.2 |
| 3 1⁄4 | 82.550 | 3 1⁄4 | 7.815 | 2.8560 | 72.542 | 3 | 75.0 |
| 3 1⁄2 | 88.900 | 3 1⁄4 | 7.815 | 3.1060 | 78.892 | 3 1⁄4 | 81.4 |
| 3 3⁄4 | 95.250 | 3 | 8.467 | 3.3231 | 84.407 | 3 3⁄8 | 87.1 |
| 4 | 101.600 | 3 | 8.467 | 3.5731 | 90.757 | 3 5⁄8 | 93.5 |
| 4 1⁄4 | 107.950 | 2 7⁄8 | 8.835 | 3.8046 | 96.637 | 3 7⁄8 | 99.5 |
| 4 1⁄2 | 114.300 | 2 7⁄8 | 8.835 | 4.0546 | 102.987 | 4 1⁄8 | 105.8 |
| 4 3⁄4 | 120.650 | 2 3⁄4 | 9.236 | 4.2843 | 108.821 | 4 3⁄8 | 111.8 |
| 5 | 127.000 | 2 3⁄4 | 9.236 | 4.5343 | 115.171 | 4 5⁄8 | 118.1 |
| 5 1⁄4 | 133.350 | 2 5⁄8 | 9.676 | 4.7621 | 120.957 | 4 7⁄8 | 124.1 |
| 5 1⁄2 | 139.700 | 2 5⁄8 | 9.676 | 5.0121 | 127.307 | 5 1⁄8 | 130.4 |
| 5 3⁄4 | 146.050 | 2 1⁄2 | 10.160 | 5.2377 | 133.038 | 5 3⁄8 | 136.3 |
| 6 | 152.400 | 2 1⁄2 | 10.160 | 5.4877 | 139.388 | 5 5⁄8 | 142.6 |
Fine thread British Standard Fine (BSF)
British Standard Fine Inch Fine Thread, abbreviated BSF, has a profile identical to the original Whitworth BSW form with a 55° point angle, except the pitch is more frequent. This means that bolts and nuts have more threads per inch, thinner threads, and a lower profile height.
Examples of designation: 3/8″BSF or 3/8″-20BSF
The BS 84 standard includes 30 BSF sizes: from 3/16″-32BSF to 4 1/4″-4BSF.
Table 2. Dimensions of Whitworth Fine Thread BSF (Whitworth Fine Thread BS 84).
| Standard size | Outside diameter | Threads per inch | Thread pitch | Inner diameter | Drilling diameter | |||
| (inches) | (mm) | (mm) | (inches) | (mm) | (inches) | (mm) | ||
| F 3/16″ | 3/16 | 4,763 | 32 | 0,794 | 0,1475 | 3,75 | 0,1457 | 3,7 |
| F 7/32″ | 7/32 | 5,556 | 28 | 0,907 | 0,1730 | 4,39 | 0,1811 | 4,6 |
| F 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,2008 | 5,1 | 0,2087 | 5,3 |
| F 9/32″ | 9/32 | 7,142 | 26 | 0,97 | 0,2320 | 5,89 | 0,2323 | 5,9 |
| F 5/16″ | 5/16 | 7,938 | 22 | 1,154 | 0,2543 | 6,46 | 0,2677 | 6,8 |
| F 3/8″ | 3/8 | 9,525 | 20 | 1,270 | 0,3110 | 7,9 | 0,3268 | 8,3 |
| F 7/16″ | 7/16 | 11,113 | 18 | 1,411 | 0,3363 | 8,54 | 0,3819 | 9,7 |
| F 1/2″ | 1/2 | 12,700 | 16 | 1,587 | 0,4200 | 10,7 | 0,4370 | 11,1 |
| F 9/16″ | 9/16 | 14,288 | 16 | 1,587 | 0,4825 | 12,3 | 0,5000 | 12,7 |
| F 5/8″ | 5/8 | 15,875 | 14 | 1,814 | 0,5336 | 13,6 | 0,5512 | 14 |
| F 11/16″ | 11/16 | 17,463 | 14 | 1,814 | 0,5961 | 15,1 | 0,6102 | 15,5 |
| F 3/4″ | 3/4 | 19,050 | 12 | 2,117 | 0,6432 | 16,3 | 0,6594 | 16,75 |
| F 7/8″ | 7/8 | 22,225 | 11 | 2,309 | 0,7586 | 19,3 | 0,7776 | 19,75 |
| F 1″ | 1 | 25,400 | 10 | 2,540 | 0,8720 | 22,1 | 0,8957 | 22,75 |
| F 1 1/8″ | 1 1/8 | 28,575 | 9 | 2,822 | 0,9828 | 25 | 1,0039 | 25,5 |
| F 1 1/4″ | 1 1/4 | 31,750 | 9 | 2,822 | 1,1078 | 28,1 | 1,1220 | 28,5 |
| F 1 3/8″ | 1 3/8 | 34,925 | 8 | 3,175 | 1,2150 | 30,9 | 1,2402 | 31,5 |
| F 1 1/2″ | 1 1/2 | 38,100 | 8 | 3,175 | 1,3400 | 34 | 1,3583 | 34,5 |
| F 1 5/8″ | 1 5/8 | 41,275 | 8 | 3,175 | 1,4650 | 37,2 | 1,4724 | 37,4 |
| F 1 3/4″ | 1 3/4 | 44,450 | 7 | 3,628 | 1,5670 | 39,8 | 1,5748 | 40,0 |
| F 2″ | 2 | 50,800 | 7 | 3,628 | 1,8170 | 46,2 | 1,8425 | 46,8 |
| F 2 1/4″ | 2 1/4 | 57,150 | 6 | 4,233 | 2,0366 | 51,7 | 2,0551 | 52,2 |
| F 2 1/2″ | 2 1/2 | 63,500 | 6 | 4,233 | 2,2866 | 58,1 | 2,3031 | 58,5 |
| F 2 3/4″ | 2 3/4 | 69,850 | 6 | 4,233 | 2,5366 | 64,4 | 2,5551 | 64,9 |
| F 3″ | 3 | 76,200 | 5 | 5,080 | 2,7438 | 69,7 | 2,7756 | 70,5 |
| F 3 1/4″ | 3 1/4 | 82,550 | 5 | 5,080 | 2,9938 | 76 | 3,0079 | 76,4 |
| F 3 1/2″ | 3 1/2 | 88,900 | 4 1/2 | 5,644 | 3,2154 | 81,7 | 3,2283 | 82 |
| F 3 3/4″ | 3 3/4 | 95,250 | 4 1/2 | 5,644 | 3,4654 | 88 | 3,4764 | 88,3 |
| F 4″ | 4 | 101,600 | 4 1/2 | 5,644 | 3,7154 | 94,4 | 3,7441 | 95,1 |
| F 4 1/4″ | 4 1/4 | 107,950 | 4 | 6,350 | 3,9298 | 99,8 | 4,0197 | 102,1 |
Wrench (spanner) size
For simplicity, this section uses the term hex to refer to the head of a bolt or nut.
Whitworth and BSF Spanner Markings refer to the diameter of the bolt and not the distance between the hexagon flats (A/F) as in other standards. Confusion may arise from the fact that each Whitworth hexagon was originally one size larger than the corresponding BSF fastener. This leads to cases where, for example, a wrench marked 7⁄16 BSF
the same size as marked
3⁄8 W
. In both cases, the width of the wrench jaw is 0.710 inches, the width along the plane of the hex is the same.
Some industries used Whitworth fasteners with a smaller hex (identical to BSF with the same bolt diameter) under the designation "AutoWhit" or Auto-Whit.[ citation needed
][6] and this series was formalized by the British Engineering Standards Association in 1929 as Standard No. 193, with the "original" series being No. 190 and the BSF series being No. 191.[7]
During World War II, the smaller hex was widely used to save metal.[8] and this usage continued after this. Thus, today it is common to find a Whitworth hex that does not fit a nominally correct wrench, and following the previous example, a more modern wrench may be noted. 7⁄16 BS
to indicate that they have a jaw size of 0.710 inches and are intended to use either the (later)
7⁄16 BSW
or
7⁄16 BSF
hexagon.[9][10][11]
Whitworth fasteners with larger BS 190 hex sizes are now often referred to as "pre-war" sizes, although this is not entirely correct.
Differences between BSP and NPT threads
The outer diameters of NPT and BSP pipes of the corresponding commercial size differ slightly, but their threads do not match due to different pitch sizes. In addition, NPT threads have a 60° angle and flat points and valleys, as opposed to rounded BSP threads. However, it is possible to connect elements with threads according to British and American standards: to do this, it is necessary to establish the exact number of turns that fall per 1 inch of thread of the mating elements. It should be noted that for BSPP the equivalent is the NPS standard, for BSPT - NPT.
In turn, BSP threads are interchangeable with threads in accordance with GOST 6357-81, NPT threads in accordance with ANSI/ASME B1.20.1 correspond to threads in accordance with GOST 6111-52, which have a similar profile angle - 60°.
Comparison with other standards
Hex Head Dimensions
| Size | BS 190 | BS 1083 | DIN | ||
| (V) | (V) | (mm) | (V) | (mm) | (mm) |
| 1⁄8 | 0.338 | 8.6 | — | — | — |
| 3⁄16 | 0.445 | 11.3 | — | — | — |
| 1⁄4 | 0.525 | 13.3 | 0.445 | 11.3 | 11 |
| 5⁄16 | 0.600 | 15.2 | 0.525 | 13.3 | 14 |
| 3⁄8 | 0.710 | 18.0 | 0.600 | 15.2 | 17 |
| 7⁄16 | 0.820 | 20.8 | 0.710 | 18.0 | 19 |
| 1⁄2 | 0.920 | 23.4 | 0.820 | 20.8 | 22 |
| 9⁄16 | 1.010 | 25.7 | 0.920 | 23.4 | — |
| 5⁄8 | 1.100 | 27.9 | 1.010 | 25.7 | 27 |
| 3⁄4 | 1.300 | 33.0 | 1.200 | 30.5 | 32 |
| 7⁄8 | 1.480 | 37.6 | 1.300 | 33.0 | 36 |
| 1 | 1.670 | 42.4 | 1.480 | 37.6 | 41 |
| 1 1⁄8 | 1.860 | 47.2 | 1.670 | 42.4 | — |
| 1 1⁄4 | 2.050 | 52.1 | 1.860 | 47.2 | — |
| 1 1⁄2 | 2.410 | 61.2 | 2.220 | 56.4 | — |
| 1 3⁄4 | 2.760 | 70.1 | 2.580 | 65.5 | — |
| 2 | 3.150 | 80.0 | 2.760 | 70.1 | — |
Two wrenches with a nominal size of 5⁄8″, with a diagram overlaid to show the logic that allows them both to have a nominal size of 5⁄8″ when their actual sizes are clearly different (distance between flats based on screw diameter).
The multifamily definition has been the accepted standard today for many decades. The large wrench in this photo is from the 1920s or earlier. Its front side was polished so that the size mark would show up well in the photograph. This is an American example, but it illustrates the way wrenches are marked for Whitworth fasteners. The British Standard Fine (BSF) has the same thread angle as BSW, but has a smaller thread pitch and a shallower thread depth. It is more like a modern "mechanical" screw and was used for precision machinery and steel bolts.
The British Standard Cycle (BSC), which replaced the Institute of Cycle Engineers (CEI) standard, was used on British bicycles and motorcycles. It uses a 60° thread angle compared to Whitworth's 55° thread and a very fine thread pitch.
The British Standard Association (BA) screw thread is sometimes referred to as the Whitworth standard fastener because it is often found in the same equipment as the Whitworth standard. However, this is actually a metric based on a standard that uses a 47.5° thread angle and has its own set of head sizes. The BA thread has a diameter of 6 mm ( 0BA
) and smaller in size, and are still used in precision engineering.
The 55° Whitworth angle remains in widespread use today throughout the world as 15 British Standard pipe threads defined in ISO 7, which are commonly used in water, cooling, pneumatic and hydraulic systems. These threads are designated by a number from 1/16 to 6, which is derived from the nominal inside diameter (i/d) in inches of the steel pipe for which the thread was designed. These pipe thread designations do not refer to any thread diameter.
Other threads that have used the 55° Whitworth angle include brass thread, British Standard Conduit (BSCon), Model Engineers (ME), and British Standard Copper (BSCopper).
Pipe thread (BSP)
BSP (British Standard Pipe) is known as Whitworth pipe thread and has become the most popular in the world. It has two versions - cylindrical (BSPP), which is usually sealed with various sealing materials, or conical (BSPT), which self-seals on the thread.
Both options are widely used in plumbing, gas, plumbing, oil systems, pneumatic equipment for threaded connections of pipes with fittings, as well as on covers, grease fittings, plugs, taps, valves, etc.
The nominal diameter designation for BSP is the size of the pipe (its nominal diameter), that is, it is slightly smaller than the actual outer diameter of the pipe. Both types of flows - BSPP and BSPT have a profile angle of 55°, like their BSW prototype, and only four pitch values - 28, 19.14, 11.
Differences between BSPP (G) and BSPT (R) inch threads
BSPP Pipe Connections (G)
BSPP Male Fitting
BSPP Straight Non-Sealing Whitworth Thread Connections will not seal without the use of an additional sealant. BSPP fittings are typically equipped with a rubber O-ring that is clamped between the flange of the male pipe and the inside surface of the female fitting.
In Russia, GOST 6357-81 has been adapted to the BSPP standard. International regulatory normative and technical documents are: DIN ISO 228, DIN 259, which include sizes from 1/8″ to 4″.
BSPP cylindrical external and internal pipe threads are usually designated by the letter “G”. Example of a symbol: G 1 1/2″-A, where A is the accuracy class. The left one is identified by two additional letters “LH”, for example: G 1 1/2″ LH - A.
Table 3. Parameters of cylindrical pipe thread Whitworth BSPP (G), DIN ISO 228 BSP (DIN 259)
| Size G | Threads per inch | Thread pitch | External diameter | Inner diameter | Thread length | Drilling diameter | |||
| G (taper 80%) | |||||||||
| (inches) | (mm) | (inches) | (mm) | (inches) | (mm) | (inches) | (mm) | (mm) | |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 5/8 | 14 | 1,814 | 0,9020 | 22,911 | 0,8105 | 20,587 | 0,3214 | 8,2 | 21,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 7/8 | 14 | 1,814 | 1,1890 | 30,201 | 1,0975 | 27,877 | 3/8 | 9,5 | 28,3 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/8 | 11 | 2,309 | 1,4920 | 37,897 | 1,3756 | 34,939 | 0,4091 | 10,4 | 35,5 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 3/8 | 11 | 2,309 | 1,7450 | 44,323 | 1,6285 | 41,365 | 1/2 | 12,7 | 42,0 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 1 3/4 | 11 | 2,309 | 2,1160 | 53,746 | 1,9995 | 50,788 | 5/8 | 15,9 | 51,4 |
| 1 7/8 | 11 | 2,309 | 2,2440 | 56,998 | 2,1276 | 54,041 | 5/8 | 15,9 | 54,6 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/4 | 11 | 2,309 | 2,5870 | 65,710 | 2,4706 | 62,752 | 11/16 | 17,5 | 63,3 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 2 3/4 | 11 | 2,309 | 3,2100 | 81,534 | 3,0935 | 78,576 | 13/16 | 20,6 | 79,2 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 3 1/4 | 11 | 2,309 | 3,7000 | 93,980 | 3,5835 | 91,022 | 7/8 | 22,2 | 91,6 |
| 3 1/2 | 11 | 2,309 | 3,9500 | 100,330 | 3,8335 | 97,372 | 7/8 | 22,2 | 98,0 |
| 3 3/4 | 11 | 2,309 | 4,2000 | 106,680 | 4,0835 | 103,722 | 7/8 | 22,2 | 104,3 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
BSPT(R) Pipe Connections
Connections with tapered self-sealing BSPT threads do not require the use of sealing gaskets. Consolidation (sealing) is provided by the threaded connection itself. This is achieved due to the tight joining of two mating threads - external conical (its diameter decreases along the length) and internal cylindrical (diameter remains unchanged along the entire length). The British Standard specifies a taper of 1:16.
To completely seal the pipe connection, it is recommended to use a sealant.
BSP Straight and Taper Thread Fitting
BSPT is interchangeable with tapered threads of the Russian standard GOST 6211-81. Equivalent standards: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
The standards include 15 sizes from 1/16″ to 6″ (pipe connections over 6 inches in diameter are welded).
BSPT (external cone) can be used with internal cylindrical BSPP and according to GOST 6357-81 to create hermetic connections.
The external conical BSPT thread is usually designated by the letter “R”, and the internal cylindrical thread mating with it by the letters “Rp”. For example: R 1/2″ and Rp 1/2″.
Table 4. Parameters of Whitworth tapered pipe thread BSPT (R), ISO 7/1
| Size R | Threads per inch | Thread pitch | External diameter | Inner diameter | Thread length | Drilling diameter | |||
| R (95% taper) | |||||||||
| (inches) | (mm) | (inches) | (mm) | (inches) | (mm) | (inches) | (mm) | (mm) | |
| 1/16 | 28 | 0,907 | 0,3041 | 7,723 | 0,2583 | 6,561 | 5/32 | 4,0 | 6,6 |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
| 5 | 11 | 2,309 | 5,4500 | 138,430 | 5,3335 | 135,472 | 1 1/8 | 28,6 | 136,1 |
| 6 | 11 | 2,309 | 6,4500 | 163,830 | 6,3335 | 160,872 | 1 1/8 | 28,6 | 161,5 |
Features of BSPP and BSPT threads and compatibility of fittings, pipes
BSP Threaded Pipe and Fastener Dimensions
Table 5. Correspondence of pipes and fittings with self-sealing BSP threads (internal - cylindrical, external - 1:16 taper)
| Rod size | Sleeve (fitting) size | Pipe parameters | ||
| Nominal (inner) diameter | External diameter | Thickness | ||
| R 1/16″ | Rp 1/16″ | 3 | 7,1 | 2 |
| R 1/8″ | Rp 1/8″ | 6 | 10,2 | 2 |
| R 1/4″ | Rp 1/4″ | 8 | 13,5 | 2,3 |
| R 3/8″ | Rp 3/8″ | 10 | 17,2 | 2,3 |
| R 1/2″ | Rp 1/2″ | 15 | 21,3 | 2,6 |
| R 3/4″ | Rp 3/4″ | 20 | 26,9 | 2,6 |
| R 1″ | Rp 1″ | 25 | 33,7 | 3,2 |
| R 1 1/4″ | Rp 1 1/4″ | 32 | 42,4 | 3,2 |
| R 1 1/2″ | Rp 1 1/2″ | 40 | 48,3 | 3,2 |
| R 2″ | Rp 2″ | 50 | 60,3 | 3,6 |
| R 2 1/2″ | Rp 2 1/2″ | 65 | 76,1 | 3,6 |
| R 3″ | Rp 3″ | 80 | 88,9 | 4 |
| R 4″ | Rp 4″ | 100 | 114,3 | 4,5 |
| R 5″ | Rp 5″ | 125 | 139,7 | 5 |
| R 6″ | Rp 6″ | 150 | 168,3 | 5 |
Current use
The standard tripod mount on all SLR cameras and, if equipped, on compact cameras, and therefore on all tripods and monopods, is 1/4″ Whitworth. Larger format cameras use Whitworth 3/8" with Whitworth 1/4" tripod adapters if required.
Widely used (except US) British Standard pipe thread, as defined by ISO 228 (formerly BS-2779), uses the standard Whitworth thread form. Even in the US, personal computer liquid cooling components use G1⁄4 thread from this series.
The Leica thread mount used in rangefinder cameras and many magnifying lenses is 1 17⁄32 in Whitworth 26 turns per inch, an artifact of this was developed by a German company specializing in microscopes and is thus equipped with tools capable of processing threads in inches and in Whitworth.
B5⁄32 Whitworth threads were the standard Meccano thread for many years, and it is still used by the French Meccano company.
Stage lighting pendant bolts are most often 3⁄8 in and 1⁄2 in BSW. Companies that initially switched to metric threads switched back after complaints that finer metric threads increased the time and complexity of setup, which often occurs at the top of a ladder or scaffolding.[ citation needed
]
Garden gate fastenings have traditionally used Whitworth carriage bolts and these are still the standard supplied in the UK and Australia.
How to determine thread type
To ensure a tight connection between each other and with equipment, pipes with threads according to British and American standards must accurately determine the type of thread, taking into account the subtle differences in its shape, pitch and inclination of angles.
To determine whether a thread is tapered or parallel, it is necessary to measure the diameter of its first fourth/fifth and last full turn. If the value increases from the first to the last - the thread is conical, it remains unchanged - parallel (cylindrical).
Historical abuse
British Morris and MG engines from 1923 to 1955 were built using metric threads, but with bolt heads and nuts designed to accept Whitworth spanners and sockets.[12] In 1919 Morris Motors took over the French Hotchkiss engine work, which had been transferred to Coventry during the First World War. Hotchkiss machines had metric threads, but metric spanners were not available in the UK at the time, so fasteners were made with metric threads but with Whitworth heads. [13]
Steak characteristics
The screw is formed by spiral winding of an isosceles triangle with an apex angle of 55°. The base of this triangle, located parallel to the axis of the support cylinder, before truncation is equal to the pitch of the screw. The apex and bases of a primitive isosceles triangle are outlined to 1/6 of the theoretical height. This type of thread ensures a perfect fit.
- Thread depth…………………………………………… H = 0.960 • P
- Contact height………………………………………………………. ….. H1 = 0.640 • P
- Thread height of screw and nut…………..h3 = H1 = 0.640 • P
- Inner diameter of screw and nut….d3 = D1 = d – 1.280 • P
- Average diameter………………………………………………………. … …d2 = D2 = d – 0.640 • P
- Outer diameter of nut……………………………..D = d
In popular culture
In the 2011 film Cars 2
from Disney/Pixar, the vital key to revealing the villain, Sir Miles Axlerod, is that he uses Whitworth Bolts. While Axlerod doesn't exactly resemble a real car (while many other characters closely resemble real cars), he seems to be the most faithful to the original. Range Rover Classic. In fact, early Range Rovers used imperial-sized parts, although the villain's engine photo is virtually identical to the later 3.5-liter Rover single plenum V8 (a design acquired from GM Buick).
References
- Gilbert, K.R., and Galloway, D.F., 1978, “Machines.” In C. Singer, et al., (Eds.), History of Technology .
Oxford, Clarendon Press & Lee, S. (Ed.), 1900, Dictionary of National Biography
, Volume LXI. Smith Elder, London - McCarthy, M., and Garcia, R., 2004, "Screw threading on the SS Xanto
: The case of standardization in 19th-century Britain."
International Journal of Maritime Archaeology
, 33. (1): 54–66. - Joseph Whitworth, 1841, Article on a uniform system of screw threads
- Joseph Whitworth, 1857, Article on Standard Decimal Measures of Length
- British Standards Institution. Whitworth Form Parallel Screw Thread - Requirements
. ISBN 978-0-580-57923-3. BS 84:2007. - Book "Machine carving". 11th edition 1941
- Commercial Motor Magazine, April 2, 1929
- MILITARY EMERGENCY STANDARD SPECIFICATION FOR BLACK BOLTS AND NUTS. B.S. 916–1940.
- Whitworth/BSF hex sizes, old and new standards Archived May 17, 2008 Wayback Machine
- Whitworth/BSF to AF (SAE) and metric sizes
- Additional information and wrench size table
- Wood, J. (1977) (50m) "Restoration and Conservation of Antique and Classic Cars", Yeovil: Haynes, ISBN 0-85429-186-5
- Harvey, Chris (1977) (50m) ˜ The Immortal Series T.
, Oxford Illustrated Press, ISBN 0-902280-46-5