- Straight through turning tools and their purpose
Lathe cutter design
Different types of cutters for a lathe differ in shape, the presence of additional blades, and teeth. However, the overall design remains unchanged. The equipment consists of two main elements:
- Rod is another name for “holder”. A piece of equipment that is attached to equipment.
- Working part. The sharpened element of the cutter that comes into contact with the workpiece. Depending on the design features, the plate in contact with the workpiece may consist of many cutting edges and working planes.
When working with equipment for turning equipment, we must not forget about the importance of sharpening angles of the working part. There are three angles in total, changing which will affect the result.
Operating rules
Turning cutters are capable of performing their main function for a long time until the working surface is ground down. But improper use will shorten the life of the tool. To prevent preliminary wear, you need to follow simple operating rules:
- Install centrally.
- The larger the dimensions of the workpiece, the larger the cutter should be.
- Turn on cooling when operating in heavy conditions.
- Sharpen in a timely manner.
- Periodically polish the working surfaces with a fine-grained stone without removing the tool from the tool holder.
- Apply the tool to the workpiece manually, and after touching, turn on the automatic feed.
- When stopping the machine, first manually retract the tool, then turn off the unit.
- Select the correct cutting modes.
- Do not store the tool in a pile - this will lead to chips and cracks on the cutting edge.
- When working with a cutting tool, bring it as close to the chuck as possible.
Many types of work are performed on a lathe. A separate cutter is provided for each process. It is selected based on the material being processed, cutting conditions, cleanliness and roughness parameters. The tool must be sharpened in a timely manner, and the rules of operation and storage must be followed.
Cutter geometry
There are different types of cutters, which differ in size, shape of the holder and the number of planes on the working head. For example, the rod for securing the equipment can be round, rectangular, or square. The working element of the device is a set of surfaces
— Incisors are divided into right-handed and left-handed. The difference lies in how the cutting edge is positioned relative to the holding part.
Making your own cutters: a step-by-step guide
The main thing is to use only tool steel that has sufficiently high performance characteristics.
Experts recommend choosing an alloy or high-speed carbon version.
Selecting the required configuration of files or rasps
The selection of these parts will be easier if the owner knows in advance exactly what tasks he faces. After this, choosing the length, shape and size will not be difficult. Here are some tips.
- If you need to file up to 5-10 mm in thickness, it is better to stop at cut number 0 or 1.
- The processing accuracy should be within 0.01-0.02 mm.
- It is much easier to choose devices based on length.
The main guideline is the dimensions of the surface that needs to be sawed. The larger this parameter, the larger the device itself should be.
You can use a specific formula to make the calculation more accurate. We add 15 cm to the length of the surface of the product. We get the value, which will be the length of the working surface of the file or rasp. The main thing is that when working, the tool is passed over the entire workpiece.
Fastening cutting parts
Homemade tools do the same as professional ones. The optimal solution is self-tapping screws. The higher quality the product, the better.
Classification of cutters for turning
There are state standards that describe the classification of turning tools. One of the classifications is the division according to the type of processing of metal surfaces:
There is a division according to the type of material from which the working part of the equipment is made. A separate classification concerns the integrity of the equipment design:
- One-piece fixtures. They are accessories for lathes made from alloy steel. Models made of tool steel are rare.
- Devices with additional plates. They are made at the factory from different types of hard metals and alloys.
- Models with removable plates. They are fixed to the holder using screws. Rarely used during serial processing of metal parts.
The main classification is the division of devices into separate types according to shape and design. We need to talk about them separately.
Tool classification
There are many parameters for classifying cutters in accordance with current GOSTs. According to the design features, the following types of turning tools are distinguished:
- monolithic, in which the cutting head and holder are a solid structure;
- prefabricated ones, in which a high-speed alloy plate is soldered on the head, providing increased processing efficiency - this is one of the most common types of tools;
- prefabricated, with a mechanically fixed plate - the plate is fixed on the head by a bolt; in this configuration, cutters with metal-ceramic plates are made;
- adjustable.
Functionality of cutters
Depending on the quality of processing, turning tools are divided into roughing and finishing. The geometry of the roughing tool allows for the removal of thick material and maintains hardness under the intense heat that occurs at high processing speeds. Finishing analogues have a different purpose; they are needed to work at low speeds to remove a small thickness of material.
The tool is also classified according to the feed direction, according to which right and left cutters are distinguished. The feed direction refers to the side on which the main cutting edge of the tool is located at the moment when its head is facing the front of the workpiece.
Types of incisors
Functional purpose is one of the main classification parameters of this tool. According to their purpose, turning tools are divided into:
- Cutting (GOST No. 18874-73) - used on machines with transverse feed of working tools, intended for sheathing and processing of the end parts of workpieces.
- Pass-through (GOST No. 18871-73) - can be installed on machines with both transverse and longitudinal feed. They are used for trimming ends, turning, forming parts of conical and cylindrical shapes.
- Cutting, also known as groove (GOST No. 18874-73) - mounted on machines with transverse feed. Used for cutting monolithic pieces of metal and turning ring-shaped grooves.
- Boring (GOST No. 18872-73) - designed for boring holes (through and blind), forming recesses and recesses.
- Shaped (GOST 18875-73) - used to remove external and internal chamfers.
- Threaded (GOST No. 18885-73) - allow you to cut threads of metric, inch and trapezoidal sections (both internal and external).
Also, turning cutters are divided into straight, bent and drawn depending on the position of the cutting edge in relation to the holder. In bent ones the edge is made in the form of a straight line, in bent ones it is curved, in drawn ones the edge is narrower than the width of the rod.
Which cutters to choose, where to buy?
To determine which cutters are needed specifically in your case, you need to decide on the following points:
- what metal you will process and what operations will be performed;
- prioritize quality, processing efficiency and tool wear resistance.
In general, a novice turner needs to have three types of cutters at his disposal: passing (marked SDACR) - for processing ends, external neutral type (SDNCN) and boring (SDQCR). This is a basic kit that allows you to perform most technological operations.
If you are interested in buying a tool for long-term use, it makes sense to buy a set of turning tools with replaceable inserts. Subsequently, you will be able to change consumables rather than buy new holders after the cutting head wears out.
A few words about the manufacturers. Among the companies that sell really high-quality products that are worth buying, we highlight the companies Hoffman Garant (Germany) and Proma (Czech Republic). In the segment of domestic manufacturers, the companies SiTO (Gomel Tool Plant) and Kalibr deserve attention. You can order cutters with delivery using the links provided.
It also makes sense to purchase a sharpening machine that will allow you to return the cutters to their functionality when worn out yourself, rather than using the services of third-party craftsmen. Here you need a sharpening and grinding unit equipped with a constant cooling system with two abrasive wheels - made of silicon carbide (for cutters made of high-speed alloys) and electrocorundum (for carbide tools). When sharpening, it is initially necessary to process the front plane of the cutting head, then the additional and rear ones, until a smooth cutting edge is formed.
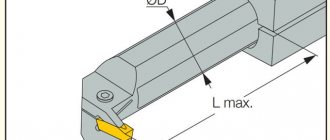
Boring cutters for through holes
This is equipment for industrial equipment. It is used for boring holes created by drilling. The depth of machining of the holes depends on the length of the part fixed in the caliper. The element with the cutting edge has a bent head. The thickness of the material removed by the cutting edge is almost equal to the bend. The maximum length of the holding part is 300 mm.
Types of planing cutters
Planing products differ from turning products by having a backward curved head and a top that does not coincide with the reference plane of the tool. This design is explained by the technological features of metal processing. If the cutter were not curved, it would break under the pressure of the removed layer of metal.
Image No. 3: types of planing cutters (diagram)
According to the type of work performed, tools are divided:
- on passages for horizontal planes;
- cutting for ledges;
- for cutting workpieces;
- shaped for working with complex surfaces.
Prefabricated cutters
Perform various technological operations. The design allows you to attach different carbide inserts to the holder. The presence of several working elements allows you to increase the versatility of the device. The cutters, which are assembled from different plates, are fixed in the spindles of equipment controlled by a CNC system. Using prefabricated devices, holes are machined, contours are made, and grooves are selected.
Sets of cutters with other parameters
Cutters for a metal lathe 8x8 mm from the Czech company Proma are represented by eleven tools. By means of soldering, they are equipped with carbide plates. The cutter sizes in this set are 80 mm and 125 mm.
Those who need a tool with a tail section of 0.12 cm for work can use cutters for a 12x12 mm metal lathe. A wide range of work can be performed using the following cutters:
- pass-through bent;
- persistent;
- threaded;
- boring;
- cutting;
- slotted and other types of cutters.
In the modern tool market, a wide range of different products for metalworking equipment is available to the consumer. For a beginner who has decided to purchase a set of cutters for a metal lathe, experts recommend that they familiarize themselves in detail with the classification of these tools, carefully study their design features and characteristics, so that they do not have to regret their purchase in the future.
How to install on the machine
To obtain the proper quality and precision of processing, correct installation of the cutter is necessary. Also, installation errors contribute to rapid wear of the cutting edge.
The tool is installed in the tool holder strictly in the center. To adjust it in height, the turner must have metal plates with a thickness of 1 to 4-5 mm in his arsenal. Setting below center causes the part to be pushed out, which is dangerous for both the tool and the worker. If the cutting edge is too high, it overheats and wears out quickly.
When installing a cutting tool, you need to follow simple rules:
- Wipe the supporting surface of the tool holder.
- Secure the tool with at least two bolts.
- The overhang of the head should not exceed 1.5 times the height of the holder.
- When roughing, it is allowed to overestimate the cutting edge by 0.3-1 mm.
After installing the tool, you need to remove test chips. If the surface is flat and smooth, the chips do not wrap around the cutter, you can start working.
Important!
Do not use more than three gaskets. Also, they should not protrude beyond the tool holder.
Advantages of carbide inserts for cutters
The main advantages of carbide inserts for cutting tools over high-speed cutting tools are the ability to work with high cutting speeds (up to 500 m/s for steel) and maintaining hardness at high (up to 900 °C) temperatures in the processing zone. There are two main methods for securing carbide inserts to the head of a holder: soldering (as well as similar methods) and mechanical fastening. Permanent connections are structurally simpler and more resistant to vibration when operating under heavy loads. But, despite the more complex manufacturing technology, a cutting tool with plate fastening mechanically has a number of undeniable advantages:
- no thermal effect on the holder head during fastening of the cutting part;
- the ability to quickly replace the plate or rotate with another cutting edge;
- use of different types of plates on one type of holder;
- preservation of the geometric characteristics of the cutter after replacing the insert.
In addition to cutting elements made of hard alloys, ceramic plates are used when processing particularly hard materials. They are more fragile, but are characterized by increased wear resistance of the cutting edge and can operate at very high temperatures in the cutting zone (up to 1200 °C).
Types and purpose
Using pass-through cutters, they roughly peel off workpieces made of steel, alloys and non-ferrous metals, and also perform fine turning. Their types are described below.
Straight
Used for cutting conical and cylindrical parts. The heads are straight. If turning goes from left to right, use a passing left cutter. When the caliper moves from right to left, the right incisor is placed. Well suited for rough peeling because they have great rigidity.
Bent back
The working part is curved to the left or right. For processing conical, cylindrical, end surfaces and chamfering. You can work close to the chuck jaws. Universal than other types and more often used.
Persistent
Thrust tools allow cutting workpieces in steps. Can shoot up to 5 mm. metal thickness per pass.
Often performed with bends in the working part to the right or left.
Prefabricated
The working part of the cutter 1, into which the pin 3 is seated, a carbide plate 2 is put on it. It is secured with a wedge 5 and a screw 4. This way it is securely clamped in the cutter body.
Tips for choosing quality cutters when purchasing
To choose the right cutters for a particular case, you need to rely on the following important parameters:
- Which metal is processed most often? What operations are performed on the equipment?
- It is important to prioritize in advance between wear resistance, processing efficiency and product quality.
If a turner is just starting to work, then he only needs to purchase three types of tools:
- Boring SDQCR.
- Neutral external type
- Pass-throughs for processing ends. SDACR.
Sets with lathe cutters are relevant if long-term operation is planned. The advantage is kits with replaceable plates. There is no need to purchase new holders; it is enough to change the consumable components.
As for manufacturers, here are a few names worthy of attention:
- Caliber.
- Sieve.
- Proma from the Czech Republic.
- Hoffman Garant from Germany.
The first two manufacturers are Russian. It would be important to purchase a special sharpening machine. Then, if the incisors wear out, returning them to working capacity on your own will not be a hassle. No need to waste time waiting for the masters.
Two wheels with abrasive properties and support for the cooling system are becoming important components for modern sharpening and grinding units. One disk is made of silicon carbide, the other is based on electrocorundum. The front part of the cutter is processed first, followed by the rear surfaces and the addition. The goal is to obtain a smooth edge that can cut through materials.
This is interesting: How to weld stainless steel with ferrous metal: technology features
What are the current standards and the explanation of their markings?
The main standard by which turning tools are manufactured is GOST:
- Cutting and groove - GOST 18874-73.
- Boring - GOST 18872-73.
- Walkthroughs - GOST 18871-73.
- Shaped - GOST 18875-73.
- Threaded - GOST 188885-73.
Marking according to the material of the working part:
- Tungsten - VK8, VK2.
- Titanium tungsten - T5K10, T15K6, T30K4.
- Titanium-tantalum-tungsten - TT7K12, TT8K6.
- High carbon steel - U10A, U12A.
- High-speed steel of normal efficiency - P9, P12, P18.
- High-performance high-speed steel - R18F2, R18F4, R6M3.
This is interesting: How to restore chrome: cleaning and restoration of chrome coating