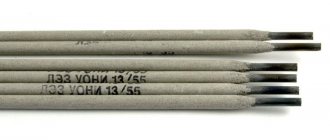
One of the most popular materials used for welding low-alloy and carbon steels is UONI-13/55 electrodes. The brand was developed back in 1940, and since then these electrode products have been widely used at industrial facilities in the USSR, and today they are widely used in Russia. The main purpose is welding of critical and especially critical structures that can be operated under high alternating loads (from summer to very low winter temperatures).
How is the marking of UONI 13 electrodes deciphered?
Electrodes for arc welding UONI-13/55 were created by specialists from the laboratory of the then secret Scientific Research Institute No. 13. Hence the decoding characteristic of UONI-13/55:
- U – universal (electrode);
- O – main type of coating;
- N – research;
- I – institute;
- 13 – institute number.
The institution, founded back in 1922 in Petrograd, still operates successfully today. The current name is FSUE “Central Research Institute of Materials”.
How to dry electrodes
It is recommended to dry the products, as well as calcining them, no more than twice - otherwise the structure of the coating material begins to gradually deteriorate. For this procedure, thermal cases, thermos cases and electric ovens with an additional drying function are used.
Thermal cases
The devices are quite compact, which allows them to be placed directly at the welder’s workplace. The devices heat up already calcined rods, and then maintain the required temperature for a long time, maintaining the necessary technical properties of the coating.
- The temperature range for drying is from 0 to 120... 130 °C.
- During storage, the humidity level in the external environment should not exceed 80%.
- Temperature range when storing the device is -45…+40 °C.
Thermal cases can hold up to 10 kg of consumables. They operate from a 220 V network, as well as from a transformer.
Electric ovens with drying option
If, in addition to calcination (more on this below), the electric oven also has an additional drying function (i.e., heating), you can also use this device. Warming is provided by thermal electric heaters, heating elements are controlled and temperatures are adjusted automatically.
- Equipment power – 1…3 kW.
- Maximum load – 50 kg.
- Mains voltage – 220 V.
As in the case of thermal cases, warming up should be carried out at ambient humidity of no more than 80%.
Thermos cases
Unlike thermal cases, the electrodes are not heated as such. But they maintain their desired temperature after drying or/calcination of the products, which is very convenient during the welder’s work.
Drying in other ways
Is it possible, and if so, how can I dry the electrodes in other ways? In the absence of the mentioned equipment, it is also possible to dehydrate the coating by placing the rods on a heating radiator for several hours or using a hair dryer. But these are the so-called “home”, “folk” remedies for household welding. In the second case, there is a risk of simply ruining the coating, since the hair dryer can be heated to 150 °C, but it is impossible to set the desired temperature and hold it for the required time. When it comes to industrial work and critical structures, it is recommended to use professional equipment - it will give the desired result in terms of the moisture level of the coating.
Important! Even during drying, the temperature of which is usually much lower than during calcination, it is necessary to know the thermal conditions for a particular type of coating. For example, cellulose-coated rods can be dried at a temperature not exceeding 70 °C, otherwise the coating will be damaged and crumble.
Main features of UONI-13/55 electrodes
In accordance with the requirements of GOST 2246-70, electrodes are made from welding wire grade Sv-08A (carbon steel). The coating is of the basic type. Since it contains calcium fluoride, other fluoride compounds, and carbides, it is also called calcium fluoride.
Electrodes for welding UONI-13/55 also have another name - low hydrogen. They provide extremely low hydrogen content in the weld metal. The possibility of intergranular cracks appearing in such a connection is minimized.
The metal is characterized by high ductility and toughness. The tensile strength indicator is also high - it is 530 MPa. Thanks to these characteristics, welded structures can be used for decades at low temperatures, including in northern latitudes.
Purpose and marking of the product
UONI welding electrodes allow you to create metal structures and steel products that:
- consist of thick-walled parts and elements;
- operated at low temperatures;
- designed for constant increased loads.
In other words, welding is used when forming high-strength joints, as well as when it is necessary to correct defects in parts formed during the casting process. For this reason, the consumables in question are designed for highly qualified craftsmen, while novice welders are recommended to use other, simpler analogues.
If we talk about marking according to GOST, then the decoding of the designation of the electrode UONI E40A-UONI-13/45 SM-3.5UD GOST9467/60 indicates the following parameters.
- E – welding electrode.
- 40 – connection tensile strength in kgf/sq.mm.
- A – viscosity and plasticity of the seam.
- UONI is a product brand that stands for “universal coating of a scientific institute.”
- 13/45 – modification of the welded electrode.
- SM-3.5 – welding wire with a diameter of 3.5 millimeters.
- D – in the design the coating is made in a thick layer.
- U - used for welding carbon steel parts.
Note that, in addition to the letter “U”, the marking of UONI electrodes may include the letters “V”, “L” and “T” (high-alloy, alloy and heat-resistant steel), as well as “H” (indicates the model for surfacing and repair) . In addition, in place of the letter “D” you can find the letters “C” and “M”, which mean that the coating is of medium thickness or thin.
Electrodes for welding UONI-13/55 – technical characteristics
Consumable material of this brand provides a fairly high deposition rate - it reaches 9.5 g/Ah. Other indicators include:
- surfacing productivity for a rod with a diameter of 4 mm is 1.4 kg/h;
- per 1 kg of deposited metal, an average of 1.7 kg of electrodes is consumed;
- weld metal yield strength – 420 MPa;
- relative elongation rate – 22%.
The impact strength of the metal is: at t +20 °C – 130 J/cm²; at t -40 °C – 80 J/cm²; at -60 °C – 50 J/cm².
Welding process
Before starting the process of welding a metal structure, the SSSI electrodes must be calcined. This is due to the porous structure of their coating, which actively absorbs atmospheric moisture, reducing the performance characteristics of the consumable.
This process involves placing electrodes in a special oven. Temperature parameters for calcination are indicated on the packaging of products for each specific model. On average, this is a temperature effect of about 250-300 degrees Celsius for 4 hours. It is not recommended to do calcination more than three times to avoid loss of performance characteristics of the electrodes.
The welding itself is carried out in the following sequence.
- Cleaning the surfaces of parts.
- Cutting edges of workpieces according to GOST.
- Placement of structural elements according to the drawing.
- Connecting welding equipment.
- Setting current parameters for a specific electrode.
- Excitation of the arc.
- Creating a herringbone seam.
- Turning the workpiece over and forming a reverse seam.
- Cooling, cleaning and checking connections.
UONI welding electrodes should be stored in a dry, heated place with a humidity of no more than 50%. Direct exposure to sunlight and moisture should also be avoided. Low temperatures (less than +15°C) are also contraindicated.
Features of welding with UONI-13/55 electrodes
The porous base coating has the property of absorbing moisture from the air well, so before welding, the rods must be calcined in an electric furnace at 250 °C for an hour. Other features include:
- the surface of the edges of the parts to be joined must be clean and dry, traces of scale or rust are unacceptable;
- for welding with UONI-13/55 electrodes, only direct current is used, the polarity is reversed;
- Any position of the weld is permissible, except vertical downhill;
The electric arc can be short or medium; thick products, as a rule, are cooked on a short arc.
Features of use
There are some nuances associated with the use of such devices in welding. Let's look at some of them:
- For welding it is necessary to use reverse polarity current;
- The coating is special, consisting of carbonates and fluoride formations, due to which the seams do not have gases and other harmful impurities;
- Low carbon steel contributes to significant weld durability;
- The absence of organic compounds prevents the formation of moisture on devices;
- In the manufacture of electrodes, the formation of various irregularities, cracks and other defects is completely eliminated.
The result is a strong seam that is not subject to aging and loss of properties when temperature conditions change. It is necessary to control the cleanliness of the connections, because the appearance of rust or oils leads to the formation of pores, and the connection will ultimately turn out bad.
Advantages of welding electrodes UONI-13/55
- Fluorides and carbonates of the coating ensure easy ignition of the arc and its stable combustion.
- Thanks to these elements, the weld pool is reliably protected from nitrogen and oxygen. The electrodes are excellent for working in open space and field conditions.
- Metal losses due to spattering or burning out are partially compensated by iron powder, which is also present in the coating. Hence – lower (up to 15%) consumption of rods in comparison with many analogues.
- The metal of the resulting weld, as already mentioned, has excellent impact strength and ductility, and contains a minimum of hydrogen.
Advantages and disadvantages
In the list of undeniable advantages of UONI welding electrodes, experts highlight such aspects as:
- the ability to create a high-quality seam with high impact strength, reliability and ductility;
- low consumption of electrodes due to iron powder in the coating;
- no need to use protective gas.
If we talk about the disadvantages of SSSI products, then it is necessary to note:
- the need to attract experienced welders;
- thorough preparation of welded parts;
- inability to use alternating voltage.
Based on the above, it can be stated that SSSI products are highly specialized electrodes that require professionalism and a competent approach to welding.
Application of UONI-13/55
The material is widely used in the creation of bridge structures, which is confirmed by its certification by NAKS for such a group of objects as KSM. Also used for installation of oil and gas pipelines, sealing of pipe connections.
Another area of use is construction: connecting assembly elements, reinforcing bars used for the production of reinforced concrete products. Another purpose of electrodes is repair surfacing. They allow you to eliminate cracks when pipes or tanks break.
What is the purpose of calcining electrodes?
Calcination is a fundamentally different technological aspect of preparing rods for work. It is performed at temperatures that are significantly higher than those needed for drying. This heat treatment:
- sets the required technical characteristics of the coating;
- reduces the moisture level in the coating to almost zero (0.2–0.5% versus 8–12% when drying);
- prevents electrode sticking;
- ensures good first and re-ignition and stable arc burning;
- allows you to significantly reduce electrode consumption (by 10–15%);
- sets an even, high-quality seam formation.
The electrodes undergo primary calcination in the factory at the final stage of production. And if they are used almost immediately after manufacture, there is no need for re-calcination. But such situations are rare; finished products can be stored for months in the warehouses of the manufacturer or consumer.
At high ambient humidity (85–90%), the coating tends to reabsorb moisture, and in just two weeks it gains it. Example:
- Electrodes of type E50A calcined at t 400˚C pick up 1.5% moisture;
- Products of the same type, calcined at 200˚C, absorb up to 2.2%.
And this is only for 14 days, but they can be stored much longer. If the coating is damp, it needs to be dried and re-calcined.
Characteristics
Electrodes of this type have increased strength characteristics. The coating of the internal rods helps to counteract oxidation and the presence of foreign impurities in the weld metal that have a harmful effect.
The benefits of use include:
- Stable arc combustion and ease of initiation.
- Slight spattering of metal during welding.
- Resistance of weld metal to cracking.
- Ability to work under different loads.
- Reduced content of foreign impurities in the weld metal.
However, there is a limitation on application. Stainless steel products cannot be welded with such electrodes. Welding must be done with a short arc. Its lengthening will lead to a significant deterioration in the result and difficulties during the welding process.
The set current strength depends on the spatial position and diameter of the electrode. Different models have slight differences that should be taken into account. For example, electrodes of the OZS-28 brand from this series can be used in all positions, while other types eliminate the downward movement of the electrode from the upper position. It is also necessary to keep track of what type of current is recommended when using a particular brand.
Equipment for calcination of electrodes
We have already talked about the electric oven - the equipment copes well with both drying (if this function is available) and calcination thanks to the heating elements and automatic control mode.
An alternative to the oven - a heating cabinet - is intended for professional, industrial use. Modern models are equipped with a thermostat, thermometer, and electronic control unit for full automated control of the process. Like a thermal pencil case, the cabinet also stores products at a given temperature.
Manufacturers
Manufacturing technology and chemical composition may vary slightly, depending on the manufacturer, among which are the following large companies that guarantee high-quality materials:
- ESAB;
- LEZ;
- Monolit;
- SZSM;
- Special electrode;
- Inforce.
Attention! When purchasing, be sure to request a certificate of compliance of electrodes with regulatory requirements, in particular GOST 9466-75, or a certificate of certification of welding materials in accordance with RD 03-613-03. They are issued by the Federal Agency for Technical Regulation, or certified by the National Welding Control Agency.
MEZ electrodes
All technological parameters of heat treatment of electrode products: temperature conditions, holding time, etc., are indicated by the manufacturer on the packaging and in the accompanying documentation. The products of the Magnitogorsk Electrode Plant are no exception. You will find this and other data on the MEZ branded packaging, as well as in the documents.
The high quality of electrodes of this brand is confirmed by certificates of the Russian river and sea registers, as well as GOST and NAKS certificates.