Welding is an important stage in the creation of new objects and their elements. The performance characteristics of the connections depend on the correctness of the process. Welded structures are created in several ways, using different materials and apparatus. The choice of technology depends on the required characteristics of the seams.
Welding is an important stage in the creation of new objects and their elements.
Key Benefits
The positive qualities of steel structures include:
- Increased load-bearing capacity. Despite its small size, the structure can withstand high loads. This is due to the increased strength of the metal.
- Increased reliability. At the preliminary stages, accurate calculations are made, which helps to obtain the required performance characteristics.
- Easy to install and transport. Metal elements are much lighter than concrete or stone ones.
- Integrity of metal or seams, allowing the formation of sealed pipelines and tanks.
- Possibility of assembling structures both in industrial conditions and at home.
- Ease of use. As loads increase, the products can be strengthened. They can easily be reconstructed and repaired.
Classification of welded structures
There are no uniform methods for dividing welded elements into categories. However, it is possible to classify structures according to formation technology, purpose, and performance qualities.
According to the method of making blanks
When connecting steel parts, the following types of structures are obtained:
- cast-stamped or cast-welded;
- leafy;
- stamp-welded;
- forged and welded.
By purpose
Depending on the scope of application, the designs are:
- mechanical engineering;
- ship;
- aviation;
- construction;
- carriage;
- others.
We recommend reading Rules for welding work
Welding of ship structures.
By features of use
Based on operating conditions, structures are divided into:
- On beams - parts that perform transverse bending. By rigidly connecting such elements, frames are obtained.
- Columns are parts subject to compression and longitudinal bending.
- Lattice elements, which consist of rods combined into nodes. They experience both tension and compression. The category is divided into reinforcement cages, trusses, masts.
- Structures subject to increased pressure. When manufacturing them, it is necessary to comply with the requirements for tightness of seams. This category includes containers and reservoirs, pipelines.
- Transport hull structures. Such types are exposed to dynamic loads. Increased demands are placed on their rigidity. Structures must have sufficient strength with low weight. The transport category includes automobile bodies and carriage bodies.
What types of steels and metals are suitable for the manufacture of welded structures?
The main material for the manufacture of welding structures is steel. The classification of steels is quite extensive. They differ in:
- production method,
- composition,
- characteristics of the material,
- quality,
- purpose.
Based on all these criteria, four groups of steels are distinguished according to their susceptibility to welding in the manufacture of metal products and metal structures: with good, satisfactory, limited or poor weldability.
Solid cast iron blanks are practically not used in welding, but this material copes well with the restoration function: when it is necessary to eliminate a defect or repair a damaged part.
Non-ferrous metals - aluminum, lead, copper and copper-based alloys - can withstand welding quite well, although not without difficulty. Each of these materials requires a professional selection of consumables and a method of performing the work.
Materials for manufacturing elements of welding structures
When creating welded parts use:
- Structural steels. They are used in components of automobiles, engineering communications and devices subject to high loads. Such materials can withstand average temperatures and are sensitive to the influence of aggressive substances.
- Tool steels. They are used in the production of saws, knives, scalpels and other cutting devices. The metal must be hard, wear- and heat-resistant.
- Boiler rooms steel. Used in the production of heating equipment. The elements must withstand heating up to +450 °C and moderate mechanical loads.
- Special steels. Alloys with special properties are used in chemical engineering and other similar industries.
- Electrical steels. They are used to create magnetic cores for various purposes.
- Copper alloys. Characterized by resistance to high pressure, corrosion, and friction. This category includes brass, bronze, a mixture of copper and nickel.
- Magnesium and aluminum alloys. They are characterized by light weight, corrosion resistance, and strength. Alloys of this type are used in aircraft construction. They are either cast or wrought.
- Titanium alloys. They are characterized by high strength with medium density, resistance to oxidation and aggressive substances.
We recommend reading: Types of welding stations and information about them
What can be made from metal
The most popular products that are created using welding are practical household structures, furniture and decorative elements.
Household products include elements of fences, gates, as well as small products such as boxes, containers for food and other things. The artistic welding method allows not only to give the desired shape to the product, but also to create an original pattern or texture on the surface.
Metal specialists can make decorative tables, coffee tables, chairs, hangers, shoe racks and other items that serve a practical function and are used indoors or outdoors.
Such artistic furniture has an original appearance, is not afraid of moisture when properly processed, can withstand heavy mechanical loads, and has a long service life.
The cost of artistic welding cannot be called low due to the material used in the work. These are mainly titanium and stainless steel. Zirconium is used to obtain color shades.
Artistic welding allows you to create a variety of objects used for decoration. These can be animal figures, ornamental details for decorating walls, ceilings, columns or arches, details in the shape of flowers and plants.
The number of options to choose from depends solely on the wishes of the client and his budget, as well as the style features of the interior. Most often, decorative items created by welding are ordered by people living in luxury cottages and who want to demonstrate a sense of taste and originality of design. But everyone can afford a small stainless steel craft.
Connections used in welding structures
The most common types of seams are:
- Butt joints, characterized by resistance to static and dynamic loads. When forming joints, almost all welding technologies can be used.
- Corner, performing connecting functions. Connections are not capable of transferring workloads. Any welding method is used to form seams.
- Laps used to connect sheet elements. They differ from butt ones in less strength.
- T-bars used when working with spatial structures.
Less common are slotted, end and other connections.
Butt welding joints.
We recommend that you read
Existing types of welded joints
Features of creating welded structures
When forming objects, take into account that:
- Despite its apparent integrity, the structure still consists of individual parts that are connected by one welding method or another. When designing, the rigidity, expected loads, and strength of the prefabricated object are taken into account. However, you need to remember that the seams weaken over time.
- It is recommended to use computer programs for calculations. They correctly select the types of seams, calculate permissible loads, and create three-dimensional layouts.
How deformations are eliminated in the technological process of producing welded structures
No matter how precise the welding, deformation of the product is inevitable. However, there are ways to combat it before and after welding.
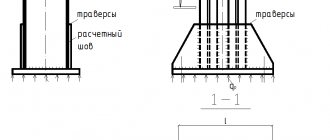
Let's consider the process using the example of welding an I-beam. Deviations from its design geometry are:
- Reducing the length of the I-beam.
This happens in the process of making four seams connecting the walls and flanges of the beam. There are two ways to avoid reduction: provide for shrinkage and take a longer workpiece, or the leg of the weld must be reduced to the minimum values that can be set. - Warping of walls and shelves.
There are usually two reasons for the occurrence of misalignment: incorrect assembly or lack of rigid fastening of the position of the shelf relative to the wall on the opposite side of the weld. The shelf is most often secured by tacking braces, the material of which is selected separately, since a weak brace can be bent along with the shelf. - Mushroom shape of the welded beam flange.
This defect can be difficult to correct, but it will definitely arise, and it is impossible to protect against it. You can only achieve the minimum acceptable values of mushroom shape. There are several ways to prevent this defect. The first is to reduce the leg of the weld to the minimum permissible values and minimize the size of the gaps between parts before welding, since the most common reason is their increased dimensions.The second method is to prepare a shelf with a reverse bend, which is done with an edge bender; the bending angles are calculated using a special technique. Currently, this technology is not used due to lack of equipment. How to deal with fungiformity?
This can be done using thermal straightening, which, despite the highly labor-intensive process, remains the most affordable method. The process consists of heating the outer part of the shelf (opposite the axis of the wall) with a manual autogenous cutter. This is done with a thin wall. If the wall is thick, then heating occurs opposite the weld. The result of heating will be visible only after some time, so overheating is unacceptable. If it does occur, a reverse mushroom shape will appear and the structure will have to be reheated, but this time at the welding seam.
Another option for correcting mushroom shape is possible, but to use it you will need a special rolling machine; finding one is currently extremely difficult, since their production stopped with the collapse of the USSR.
- Saber-shaped or crescent-shaped I-beam.
This is perhaps the most common product defect among young manufacturers. The reason is a change in the sequence of actions during manufacturing. It must be done strictly in the order indicated in the figure.Sometimes, to minimize the number of turns, as well as fixing stretch marks, they resort to the “1-4” and “2-3” scheme. However, the likelihood of saber-like appearance increases significantly. To prevent it from appearing, it is necessary to weld from the center to the edge back in a stepwise manner. This option sometimes helps to avoid a defect. However, the main method of fighting still remains the use of a special press for mechanical straightening of sickle and saber shapes. If there is no access to such equipment, then you will have to use thermal straightening. Heating is always performed from the side opposite to the defect. The result is a correction.
Saber-shaped deformation of an I-beam occurs when transverse stiffeners or parts of gussets are welded along the side surface, to the holes of which parts of the beam structure are attached.
It is impossible to avoid curvature, but preventive measures should be taken to minimize:
- When semi-automatic welding of a structure, the joining of the stiffeners is partially done before connecting the wall and the shelves. Before the main welding, a seam is made under the rib, and then the shelves and the wall are connected longitudinally.
- If the shelves and walls are welded first, then the stiffeners are attached at minimum temperatures and the least permissible seam lengths. The best option may be to weld the ribs alternately on each side of the I-beam so that they compensate for each other's deformations. But only if such a process is constructively possible.
Standards and regulations
Requirements for the working qualities of welded metal structures used in construction are specified in GOST 27772. SNIP II 23-81 is also an important regulatory documentation.
The requirements specified in these acts apply to the work of professionals. However, you need to familiarize yourself with them before performing welding in a home workshop.
When using a hand-held device, take into account the requirements of GOST 5264-80. Standard 14771-76 describes the features of gas shielded welding. Regulatory documentation also regulates the process of preparing the parts to be joined.
Tools and drawings
To practice artistic welding using rolled metal, you need the following devices and equipment:
- a machine for manual argon arc welding (they use it to weld non-ferrous metals and stainless steel), a torch for it, filler wire and an argon cylinder;
- paper. Without it, it is impossible to draw drawings with determination of dimensions and small nuances that are difficult to take into account when visualizing without a plan. However, in the modern world you can also use computer programs;
- stationery for marking (pencil, ruler, protractor);
- working surface, which must be made of materials resistant to high temperatures and flames.
Before starting work on artistic welding, it is necessary to make a drawing and think about what size the product will be, what it is intended for, and what style it should be combined with.
The finished image is only part of such a drawing. In addition to the sketch, it is necessary to draw individual details, indicate connection points and their number, and examine the object in several planes.
Welding defects
Disadvantages can be internal or external. The first type includes:
- Hot or cold cracks. The former appear during the heating period, the latter during cooling.
- Pores are gas-filled cavities. Appear when the electrode is moved too quickly.
- Foreign inclusions consisting of tungsten, oxides or slag. They arise due to the destruction of the gas cloud protecting the weld pool. When such defects appear, re-cutting of the edges followed by welding is required.
We recommend reading: How to weld a car muffler yourself
External defects include:
- Lack of fusion or lack of penetration. When multilayer welding, a seam does not form in some places. This reduces the strength of the structure.
- Burns formed when edges penetrate through. The appearance of a defect is facilitated by slowly moving the electrode at a high current.
- Sagging resulting from the contact of the melt on the main surface.
- Craters formed at arc separation sites. Holes appear when novice welders perform work.
- Oxide films or scales that appear when the weld interacts with air.
- Fistulas formed due to improper preparation of parts.
Types and classification of defects
Quality control of connections eliminates such problems. You can see some defects, such as burns or sagging, during the initial inspection.
Technologies for welding metal products
- Sheet metal.
When processing this material, one of two methods can be used:
- Butt. More suitable for vertical seams.
- Overlapping. Used for circular waist joints.
First of all, dirt, old paint, rust, and scale are removed from the workpieces by grinding. Alternatively, a torch flame can be used as a cleaning tool.
To achieve maximum penetration of the seams, they are welded at an angle of 70–90°, leaving a gap between the parts of about 11 mm. Otherwise, there is a high probability of deformation. Practice shows that it is best to work from the middle to the edges of the product.
- Thick metal.
When processing workpieces that have a large thickness, that is, at least 20 mm, multilayer thermal welding is used. It involves several approaches and preparation of the edges: the first edge is pre-ground to achieve a U-shape. Before each welding stage, it is necessary to remove the resulting layer of scale.
To reduce the cost of consumables, you can give preference to the technologies of electroslag and electric arc welding of metal products, as they are characterized by high productivity. The first method is only suitable for vertical seams, which are made from bottom to top with a deviation of up to 30°. Electroslag welding involves bonding elements by heating the slag with current, which melts the metal of the workpiece. In one pass it is possible to weld sheets up to 60 mm thick.
- Thin sheet metal.
We are talking about material no thicker than 4-5 mm. It is connected end-to-end with flanged edges or on a lining. The main difficulty in this case lies in the fact that with just one careless movement you can burn through the workpiece. This means that it is necessary to strictly adhere to the existing rules:
- when the thickness of the workpiece is 2 mm, an electrode with a cross section of 2 mm is used, the operating current is 50–60 A;
- for a workpiece 3 mm thick, an electrode cross-section of 3 mm is required, operating current is 110–120 A;
- workpieces 4-5 mm thick are processed using an electrode with a cross-section of 3-4 mm, while the operating current is 110–160 A.
For welding metal products made of thin sheet metal, continuous and multi-point technology is used. With the first, the electrode is guided along the seam without separation, and in the case of the second, it is necessary to extinguish the arc. It is worth noting that it is the latter approach that experts call the safest.
Famous welded structures
The most popular objects of this type are:
- Eiffel Tower. It attracts the attention of tourists with its unusual structure.
- Sydney Theatre. The basis of the building are piles. The roof is made of flexible and durable metal.
- "Tree of Heaven" (Japan). The television tower is created on the basis of interconnected metal structures. The 68 m high building can withstand intense tremors. The outer part of the tower is made of steel pipes.
- Burj Khalifa (Dubai). The building has a welded metal frame.
Advantages of welded products
One of the main advantages of things created using artistic welding is their beautiful and original appearance.
This method makes it possible to produce hundreds and thousands of options for finished products and parts that can perform a practical function or serve solely as decoration. Welding allows you to create elegant and attractive objects that cannot be replicated exactly.
Although it is a relatively new art form, unlike forging, it is gaining more and more attention. One of the centers of artistic welding is the Paton Institute.
Another advantage of iron products made using artistic welding is their high strength and reliability. Such items, be it ornaments for decorating a fence or furniture for the street, are not afraid of increased mechanical loads, have a long service life, do not require specific or complex care, maintaining not only their physical qualities, but also their appearance. For additional protection of artistic products, you can use special compounds to repel dust, dirt and moisture.
Metal crafts combine well with other objects and various materials, including brick, block, stone and wood.
If, for example, welded decorative elements are intended to decorate a fence or gate, they look great in combination with corrugated sheets, red and facing bricks, concrete and other materials.
Furniture created by artistic welding looks beautiful in a classic, Baroque, Romanesque, Greek style interior, and small items can decorate a room decorated in the High-Tech direction.
Additional Information
Each type of welded structure is connected in its own way. Recommended technologies are indicated in drawings and designs. After welding is completed, the object must acquire the required strength. This places the responsibility on the welder for compliance with the rules and regulations of the process. Special requirements are imposed on metal structures subject to high loads. The service life of the entire facility depends on the quality of welding. After completion of the work, the structures are thoroughly inspected.
Types of welded metal structures
According to the method of connecting parts in the manufacture of custom-made metal structures, products whose elements are welded are distinguished:
- end-to-end,
- overlap,
- T-type method (form joints in the form of the letter T),
- end method (in this case, the ends of the parts are welded to each other).
In addition, as a result of welding, metal components may form corners. This type of connection is called a corner connection.
Another classification of welded structures is related to the method of obtaining workpieces. If welding is combined with forging during the creation process, they are classified as forged-welded. If stamping technologies were used in the production of blanks, the structure assembled from them will be considered stamped-welded. Products welded only from sheet metal are classified as sheet metal.
And finally, the production of welded structures can be divided into groups according to purpose. Depending on the area where they will work, they select products for shipbuilding and aviation, for construction, as well as for transport assembly.