One of the most common metals is aluminum. It occurs not only at work, but also at home. And sometimes it becomes necessary to connect together some parts made of aluminum or its alloys. However, doing this without special equipment is not so easy. Therefore, you should consider options for how to solder aluminum with a soldering iron at home, and what you will need for this.
Aluminum is one of the difficult-to-solder metals
Preparation for soldering aluminum parts
At the preparation stage, it is necessary to carry out high-quality cleaning of surfaces from paint, if any, and dirt. Then you should degrease the parts with gasoline, acetone or another suitable solvent.
You should also be sure to remove the oxide film that always appears on the surface of the metal after contact with air.
Important! Without preliminary preparation for soldering, it will not be possible to achieve high-quality adhesion between parts.
How to remove oxide film
You can remove the oxide film from aluminum at home mechanically. To do this, it is recommended to use an angle grinder, a metal brush, sandpaper, and a special mesh made of stainless wire.
You can also clean it chemically using acid. But at home it is used extremely rarely.
Important! After removal, the oxide film will not completely disappear, but will become much thinner, which will allow for high-quality soldering.
How is soldering done?
For soldering aluminum, a specialized solder is used that can resist the protective effect of the oxide film on the metal surface.
Special solder for soldering
Several brands can serve as such solder, for example, HTS-2000 or Castolin-192. Structurally, these solders are a tube made of low-melting metal (zinc compounds are used), in the center of which a special flux for soldering aluminum is poured.
It is this flux that is used to dissolve the thin oxide film on the surface of aluminum. In order to carry out soldering correctly, it is necessary to ensure the temperature of the surfaces being soldered is +480°C.
Solder comes in different sizes
At lower temperatures, the solder metal will not be able to react with the oxide and decompose it into its components, thus allowing the solder material to make good contact with the surface.
In order to give the structural elements the required temperature, a conventional gas burner is used. For this purpose, you can use either a portable or stationary gas burner.
You can get solder that allows you to solder aluminum in specialized stores that manufacture and sell various products from copper tubes and radiators. This could be, for example, a service center for repairing refrigerators, etc.
Sometimes finding the right solder can take quite a significant amount of time, since the problem is quite specific and the information of interest may not be available everywhere. As a last resort, you can use the services of any trading platform. This could be, for example, the same Avito network.
Online store
But it’s best (if, of course, you can wait) to contact Aliexpress. There you can order any aluminum solder you are interested in at an attractive price and fairly fast delivery times.
For example, you can purchase solder for aluminum products here: Go to the website
It is advisable to practice soldering the holes before starting soldering, especially if it is being done for the first time. To do this, several holes should be made in any unnecessary tube that will need to be soldered.
The soldering area must be well heated
Therefore, there is no need to choose low-power burners or frankly low-quality products for heating the soldered parts.
The flame of such burners will be too narrow, it will not heat the edges of the seam well , and soldering will take a very long time, since the solder will constantly try to drain from the soldering site, gather into balls, reluctantly stick to the metal, etc.
Soldering aluminum parts using low-power torches is very problematic, so it is better to use a torch attachment on a cylinder
Its wide flame allows you to heat in one pass not only the areas being soldered, but also the metal at some distance from them.
Materials used in the work
For high-quality aluminum soldering, specially selected fluxes and solders should be used. This will allow you to carry out quality work.
Fluxes for aluminum soldering
Flux is an auxiliary component that prevents the formation of an oxide film during soldering. Its function is also to ensure good wetting of the surface with liquid solder, which ensures reliable adhesion.
But in the absence of flux, it can be replaced with transformer oil, having previously cleaned the surfaces with sandpaper. This will slow down the process of formation of the oxide film.
The effect of flux depends on its composition
Rosin
This type of flux is the most popular. Rosin can be used for soldering any metals. But in the case of aluminum, the work must be performed without access to air, which significantly complicates its implementation. As a result, soldering takes longer and the efficiency is low.
Important! When using rosin, the quality of the aluminum connection is not particularly strong.
Powder flux
For soldering aluminum, you can use powder fluxes together with a gas torch. When carrying out work, oxygen should not be added to the flame, as this causes oxidation of aluminum.
The most common powder fluxes:
- borax (a mixture of sodium salt and boric acid);
- active flux F-34A (contains potassium, lithium, zinc chlorides and zinc chloride);
- acetylsalicylic acid;
- active solder fat.
Liquid flux
This type of flux can be applied to the surface in a thin layer. But at the same time, they evaporate much faster and are capable of releasing scalding vapors.
The most popular types:
- flux F-61—recommended for low-temperature soldering;
- flux F-64 - destroys even a fairly strong oxide film;
- Castolin Alutin 51 L - suitable for work at temperatures from 160 degrees.
Solder for soldering aluminum and its alloys
To solder this metal, it is recommended to use solders made from materials such as aluminum and zinc. Moreover, they can contain various additives, which improves their functionality.
The most popular imported solders for aluminum:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminum 13;
- Chemet Aluminum 13-UF.
Important! The solder must wet the surfaces of the parts well, otherwise high-quality soldering will not be possible.
Domestic solders and their quality
Domestic solders can also be used to work with aluminum parts at home. They are not inferior in efficiency to imported ones, but are much cheaper.
The most popular of them:
- POS-61;
- grade A;
- 34A;
- SUPER A+.
Comparison of solders for aluminum soldering
When comparing imported solders HTS-2000 with Castolin 192fbk, as well as domestic “aluminum cucumber”, many professionals note that the latter has high soldering strength, since it consists of aluminum. But its disadvantage is that the work must be carried out in the oven.
As for HTS-2000, the reviews are mostly negative, since the solder has a viscous consistency and you should use steel tools to level it on the surface.
Castolyn 192FBK is also characterized by high fluidity. It is ideal for soldering small holes, but when used for large holes it can fall inside aluminum parts.
When choosing solder, you need to consider the soldering mode
Cored wire
This material can only be used when welding aluminum, not soldering. Therefore, these two completely different types of work on connecting parts should not be confused. The use of flux-cored wire makes it possible to weld without gas.
Heating sources
To properly solder parts, you need not only to know what fluxes and solders can be used, but also how to solder aluminum at home with a soldering iron, using different heat sources.
Soldering iron for soldering aluminum
When using a soldering iron, you need to consider the size of the parts to be connected. The amount of heat from the source must be greater than it will be dissipated. Approximately 1 thousand sq. cm of aluminum dissipates about 50 W of thermal power. This means that to solder parts with such a total area, you need to use a soldering iron with a power of 90-100 W.
Aluminum soldering torches
If you need to solder thick aluminum sheets, it is better to use gas torches. The advantage of such a source is that it delivers heat without contact and is characterized by a high heating rate.
Important! When using a torch, the parts may not even have time to heat up before they are already soldered.
Solder
Commonly used low-melting solder bases are tin (Sn), lead (Pb), cadmium (Cd), bismuth (Bi) and zinc (Zn). The problem is that aluminum is practically insoluble in these metals (with the exception of zinc), which makes the connection unreliable.
By using a flux with high activity and properly treating the joints, you can use tin-lead solder, but it is better to avoid such a solution. Moreover, a solder joint based on the Sn-Pb system has low corrosion resistance. Applying a paint coating to the soldering area allows you to get rid of this drawback.
For soldering aluminum parts, it is advisable to use solder based on silicon, copper, aluminum, silver or zinc. For example 34A, which consists of aluminum (66%), copper (28%) and silicon (6%), or the more common TsOP-40 (Sn - 60%, Zn - 40%).
Domestic solder – TsOP-40
Note that the higher the percentage of zinc in the solder, the stronger the connection and the higher its resistance to corrosion.
High-temperature solder is considered to be solder consisting of metals such as copper, silicon and aluminum. For example, like the above-mentioned domestic solder 34A, or its foreign analogue “Aluminium-13”, which contains 87% aluminum and 13% silicon, which allows soldering at temperatures from 590 to 600°C.
"Aluminum-13" produced by Chemet
Soldering aluminum components
You can solder aluminum at home with a soldering iron at both high and low temperatures. But the process of carrying out work in these cases is somewhat different.
Soldering aluminum at high temperatures
This method is used to connect large elements. This category includes aluminum parts with a thick wall and increased weight. In this case, the heating temperature should be in the range of 550-650 °C. A gas burner should be used as a heat source.
Soldering must be carried out after heating the parts to the desired temperature, which will lead to melting of the hard solder.
Soldering aluminum at low temperatures
This soldering method is more suitable for bonding small parts, aluminum wires, and cables. In this case, a temperature of 250-450 °C is sufficient. For this mode of work, liquid solders must be used.
At low temperature conditions the seam is smooth and neat
Soldering sequence
Sheet aluminum
In order to solder two aluminum parts, you must do the following:
1Heat the aluminum tube a little without using solder. This is necessary to destroy the aluminum oxide layer on the surface
2After warming up the soldering area, concentrate the torch flame directly on the point of connection of the aluminum parts and warm it up for a few seconds
3Next you need to bring the solder tube directly to the place of heating, to the point of the center of the flame from the burner
4The solder begins to quickly spread over the surface of the seam and completely fills it.
Using this method, you can not only solder aluminum products, but also solder aluminum sheets together.
Two elements soldered together
Similar to the previously considered case, first the surfaces to be soldered are heated thoroughly, and then the solder-flux tube is introduced into the burner flame at the point of contact of the two parts.
The end result should look something like this:
- The soldering strength in this way is very high, and the connection is reliable.
- It is very, very difficult to break a seam
Let's look at an example of how to solder two tubes. At the beginning, they are placed opposite each other and aligned.
It is important that the tubes are correctly positioned and secured.
Then everything happens according to the classical scheme: the ends of both tubes are heated to a depth of at least 3 cm. Next, the fire is concentrated on the seam and the solder is simply brought to the seam.
The solder spreads quickly and the tubes are immediately soldered.
Soldered elements
The solder completely fills the seam in a circle. At the same time, thanks to the flux, which spreads exclusively along the seam, the solder does not get inside the tube and does not clog it. This makes the seam very strong. The tube bends quite easily, but the seam remains intact.
Checking the strength of the finished solder
Zinc solder has very high fluidity; it fills the groove completely, making the connection airtight. In a similar way, you can solder any aluminum structures of any diameter.
Naturally, in cases where the radiator tubes have numerous places of damage or are covered with a layer of corrosion, this soldering method is a compromise option, since sooner or later the radiator can leak in any other place.
In such cases, a complete replacement of the element may be necessary. But that's a completely different story.
Conclusion
The soldering method itself using zinc solder in the form of a tube with flux inside is a working option, in addition, it can be classified as budget.
The cost of a 50 cm tube with flux is about 90 rubles. This is a more than successful solution compared to operations such as argon welding. Its cost can be several hundred, or even thousands of rubles.
This soldering method is often used in car workshops to repair radiators.
VIDEO: SOLDERING ALUMINUM. NO ARGON NEEDED!
Which is better: welding or soldering aluminum
It’s impossible to say unequivocally that welding or soldering aluminum is better. It depends on the purpose of the parts and the professionalism of the person. For an experienced welder, welding is naturally a more acceptable option, while soldering is more suitable for a craftsman with a soldering iron.
If it is necessary to repair the radiator, it is better to use soldering, since it is much cheaper, and welding is more suitable for carrying out more critical work.
Soldering aluminum is a complicated process, but you can do it yourself at home. However, carrying out work without the use of special materials does not guarantee high-quality adhesion of parts. This will only lead to wasted time and effort. Therefore, you need to immediately prepare for the procedure in order to carry it out efficiently and quickly.
Flux
When choosing a flux, it is necessary to take into account that not all of them can be active towards aluminum. We can recommend using products from a domestic manufacturer for such purposes - F-59A, F-61A, F-64, they consist of ammonium fluoroborates with the addition of triethanolamine. As a rule, the bottle is marked “for aluminum” or “for aluminum soldering.”
Domestic flux
For high-temperature soldering, you should purchase flux produced under the brand 34A. It consists of potassium chloride (50%), lithium chloride (32%), sodium fluoride (10%) and zinc chloride (8%). This composition is most optimal if high-temperature soldering is performed.
Recommended flux for packing at high temperatures
Why do soldering problems occur?
This metal has many advantages, in particular, lightness and flexibility. In addition, thanks to the oxide film formed on its surface, the metal is practically neutral and does not react with aggressive environments or food products.
However, it is precisely this property of the metal that poses a problem in cases where it is necessary to connect several aluminum parts using soldering.
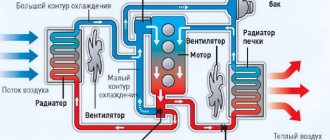
Aluminum radiator
Most often, aluminum is used as a material for the manufacture of various radiators: heating systems, cooling electronic components, automotive fluids, etc. This use is due to the low heat capacity and high thermal conductivity of the metal.
Despite the fairly low chemical activity, time and temperature take their toll and cracks appear in the housings of aluminum radiators, which are quite problematic to repair.
Microcracks that appear in radiators may not even be visible to the human eye, but they can leak quite a large amount of liquid, which will have to be regularly added to the cooling system.
Repairing the cooling system is quite an expensive undertaking. Often, service centers or auto repair shops, without particularly straining, simply change the entire radiator instead of fixing it by soldering the hole.
Soldering of several elements
You can fix the hole yourself in two ways: by soldering or using cold welding. However, in both cases you will have to face one serious problem.
Aluminum immediately oxidizes in air
When aluminum interacts with air, it immediately oxidizes, and its surface is covered with a thin film of oxide.
The oxide has insulating properties and traditional materials used as solder are not able to not only connect two aluminum surfaces, but even simply “stick” well to the surface that the oxide covers.
This is why soldering aluminum is very, very difficult.
Soldering with a regular soldering iron does not give the desired results. You can even say that it does not give any results, since even when using special fluxes for soldering, instead of an even soldered seam, you regularly end up with an uneven pile of solder, which clearly does not have good contact with any of the soldered surfaces.
How to seal a pan with a hole at home - the best ways
Metal kitchen utensils can last a long time. With proper care, it practically does not fail.
But still, during cooking, various troubles occur, including overheating, which can result in a hole or chip if restoration of broken dishes is possible.
After such an incident, the pan is most often thrown away, but is it always necessary to immediately run to the trash heap? Repairing an enamel pan is sometimes possible, and this is what will be discussed next.
Metal utensils in the kitchen
Despite the fact that many housewives have long been using pots and pans made of fireproof glass or ceramics, metal cookware is still extremely popular. She has many advantages:
- heats up quickly:
- cools down quickly;
- tolerates temperature changes well;
- it is easy to care for;
- costs much less than analogues made from other materials.
True, metal pans also have disadvantages - in particular, not all of them can be repaired. Utensils are mainly used from the following materials:
- of stainless steel;
- aluminum;
- steel coated with enamel.
Important! Cast iron cookware is still used to prepare some dishes; it retains heat better and distributes it evenly. Read about what and how to cook in such dishes in our culinary blogs:
- What's better to cook in a cast iron frying pan?
- How to cook meat deliciously.
- How to cook oyster mushrooms.
- Caring for cast iron cookware. Rust which is a problem.
But, unfortunately, cast iron cookware most often cannot be repaired. But you can try to put the rest in order.
How to seal a pan
If your favorite pan starts to cook, try sealing it. With the help of this method, you can increase the life of this necessary utensil. You need to solder according to every rule, because the operating conditions of the pan (high temperature and water) can lead to the formation of a new hole.
You will need
- – solder;
- – copper plate;
- – file or sandpaper;
- – gasoline, flux or “soldering acid”;
- – soldering iron.
Instructions
1. If the hole is small, use a piece of aluminum wire or tin solder for soldering. For a large hole, find a piece of copper plate and cut a patch slightly larger than the hole. 2.
Before you start soldering the pan , clean the surface of the bottom with a file, file or sandpaper down to the metal so that there are no deposits, and also polish the copper plate to a shine.
Degrease the surfaces with gasoline or another solvent, then lubricate them with flux using a brush (flux is necessary to completely clean grease deposits and remove oxide films from metal). Instead of flux, it is allowed to use “soldering liquid” or “soldering acid”. 3.
Take a soldering iron, heat it and dip it in rosin or ammonia powder (to remove metal oxides). If light smoke appears, the soldering iron is ready for use. Touch the solder with the tool and hold it there until it is completely covered with a sparkling film. After this, grab a little solder with the tip and transfer it to the soldering site.
Level the surface of the bottom of the pan around the hole (tin the joint). 4. Take the solder with the tip of the soldering iron and transfer what you need for strong fastening to the soldering site. Small holes can be completely filled with solder. To attach the plate, apply solder around the hole, smooth it out and apply a patch on top.
In order for the plate to grip and secure perfectly, additionally heat the entire surface of the patch with a soldering iron. 5. After the solder has cooled, wipe the area with a damp rag and smooth it with a file or sandpaper. 6.
If you need to solder an aluminum pan , keep in mind that it is somewhat more difficult because aluminum is difficult to solder. To prevent an oxide film from forming on the surface, immediately after cleaning the joint, immediately fill it with pre-melted rosin. Solder with a very strong soldering iron (at least 100 W). Use solder made from 80% or 95% tin, 20% and 5% bismuth, respectively. Select a flux from stearin or paraffin. If you follow all these instructions, you can easily solder aluminum pan
Even the tidiest housewife has troubles such as a burnt dish. One has only to turn away - in the blink of an eye, the food being prepared manages to turn into coals and, in addition, firmly stick to the bottom and walls of the dish.
Food burns extremely easily in aluminum pans, so much so that eliminating the consequences can puzzle any housewife. However, you shouldn’t give up on badly burnt dishes.
clean an aluminum pan using several available tools.
You will need
- – soda;
- - sponge for washing dishes;
- – plastic brush;
- – a jar of silicate glue;
- - laundry soap;
- - a huge boiling container.
How to close it?
If a hole appears on an aluminum, steel or enamel surface, you can do one of the following:
- plug the hole with a bolt;
- solder;
- make a rivet;
- seal;
- brew.
Important! The first method, as well as riveting, is suitable for any material. But not everything can be soldered - for example, the steel must first be annealed, but the method is extremely unreliable. The best option is to brew it if you have the equipment.
Install the bolt
This method has a significant drawback - the enamel cannot be restored in this way. Just the opposite - it will gradually peel off. So this option can be regarded as temporary. If you urgently need to repair a small hole in the bottom and absolutely don’t care what happens to the pan later, you can’t think of a better way. The enamel can then be restored.
How to repair an enamel pan? Very simple. You need:
- bolt of suitable size;
- drill;
- metal drill.
The hole is rarely exactly the right shape. Therefore, first of all, it needs to be brought into relative order:
- Take a 3 mm drill (if you have a 2 mm bolt, then you need the same drill).
- Drill the hole, giving it the most correct shape possible.
- Insert the bolt.
- Tighten the nut firmly from the inside.
Important! It’s hardly worth cooking in such a pan, but you can boil the water for a long time - as well as use it for other purposes (for example, if it is steel or enameled, you can paint things in it, boil laundry, etc.).
Brazing Solder
Repairing pans using a bolt is the simplest method, but it is not suitable for every case. For example, it is unlikely that it will be possible to repair a curved surface this way. In this case, you will have to solder, and you need to use hard solder - that is, do the same as tinkers used to repair metal utensils on the streets and markets.
You need:
Heating the damaged area
If you need to solder a small product, then it is enough to choose a soldering iron with a power of 100 W. If you need to repair larger products, then the heating element should be more powerful - about 300 W. The best option in this case is a gas burner or a blowtorch. If you decide to use a burner, then you should remember some nuances:
- do not overheat the part, because it can simply melt - always control the temperature;
- Never use oxygen, as it will cause oxidation of the metal.
How to solder aluminum correctly
Sometimes a situation arises when it is not possible to replace old aluminum wiring and you simply need to make a high-quality connection between aluminum and copper. For this, of course, you can use specialized connectors, crimps or terminal blocks, but I want to tell you how you can reliably and efficiently solder copper and aluminum.
What is the difficulty of soldering?
As you know, aluminum is a very active metal and when interacting with atmospheric air, it is almost instantly covered with an oxide film, which rejects the solder and does not allow aluminum to be simply tinned.
In order for the solder to “stick” well to the metal, you need to remove the existing film and prevent it from forming again until you apply the solder.
Special fluxes were invented specifically for these purposes: they actively use soldering acid, and use a mixture of rosin and acetone.
Preparing inventory
In order to successfully complete this work you will need: a soldering iron with a power of at least 60 W, a knife, pliers, sandpaper or a file, POS 61 or POS 50 solder, F-64 flux or its equivalent, a brush, a sponge and rags.
We solder aluminum with tin and F-64 flux
Important. Soldering of conductive elements using F-64 and any of its analogues is prohibited according to the rules of the PUE. Since the use of acid causes not only the destruction of the oxide film, but also actively destroys the metal itself, and after tinning, this acid cannot be removed and it continues destructive processes under the solder.
In this way you can, for example, solder an aluminum decorative part.
The algorithm for working with F-64 flux itself is very simple. First, we strip the insulation on the aluminum core, then use sandpaper or a knife to process the core itself in order to remove a thick layer of film.
Then we apply flux to the stripped core with a brush and clean it again under flux. Thus, the flux prevents the formation of a new film.
Preparation of products
Reliability, as well as excellent quality of connections, is ensured not only by using the right technology, but also by preparatory work. These include the treatment of sealed surfaces. It is necessary to remove contaminants and thin oxide films.
Mechanical processing is carried out using sandpaper, a metal brush, stainless steel wire mesh or a grinding machine. In addition, various acid solutions are used for cleaning.
Surface degreasing is carried out using solvents, as well as gasoline or acetone. On the cleaned aluminum area, an oxide film appears almost immediately, but its thickness is significantly lower than the original one, which facilitates the soldering process.
Which soldering iron is suitable
What to solder with, what tool is needed for this - it all depends on the soldering area. Aluminum and copper conduct heat well, so you need a powerful soldering iron. With a part area of 1000 cm², the soldering iron power is needed 50-60 W. Often two or more parts are soldered, in which case the power increases to 100 W. When heating the joint, a lower power soldering iron is suitable. The tip is chosen to be wide; notches can be made on it to remove the aluminum oxide film.
You need to consider how to solder aluminum with a soldering iron. This is done with a well-heated tool after removing the oxide film and tinning; solder sticks well to the tinned area (tinning can be done using special solders) and any soldering iron will do.
Process Features
The main features of this type of soldering work are:
- Application of special fluxes and solders;
- Careful preparation of the surfaces to be soldered: cleaning, degreasing, tinning.
- The use of powerful soldering irons and gas burners capable of heating working surfaces to a certain temperature.
Also, during soldering work on parts made of this metal, the heating temperature of the working surfaces is constantly monitored. This is done in order not to overheat the low-melting metal - when heated to a temperature above +250-300 degrees Celsius, the metal structure made from it begins to lose its strength and deform.