Hot-rolled steel sheets. Dimensions
MKS 77.140.50
Date of introduction 2016-09-01
Preface
The goals, basic principles and basic procedure for carrying out work on interstate standardization are established by GOST 1.0-2015 “Interstate standardization system. Basic provisions" and GOST 1.2-2015 "Interstate standardization system. Interstate standards, rules and recommendations for interstate standardization. Rules for the development, adoption, updating and Ukrainian Scientific and Technical Center of the Metallurgical Industry "Energostal" (SE "UkrNTS "Energostal"), Interstate Technical Committee for Standardization MTK 327 "Rolled long products, shaped and special profiles"
2 INTRODUCED by the Ministry of Economic Development and Trade of Ukraine
3 ADOPTED by the Interstate Council for Standardization, Metrology and Certification by correspondence (protocol dated August 27, 2015 N 79-P)
The following voted for adoption:
| Short name of the country according to MK (ISO 3166) 004-97 | Country code according to MK (ISO 3166) 004-97 | Abbreviated name of the national standardization body |
| Armenia | A.M. | Ministry of Economy of the Republic of Armenia |
| Belarus | BY | State Standard of the Republic of Belarus |
| Kazakhstan | KZ | Gosstandart of the Republic of Kazakhstan |
| Kyrgyzstan | KG | Kyrgyzstandard |
| Russia | RU | Rosstandart |
| Tajikistan | T.J. | Tajikstandard |
| Ukraine | U.A. | Ministry of Economic Development of Ukraine |
4 By Order of the Federal Agency for Technical Regulation and Metrology dated April 7, 2016 N 246-st, the interstate standard GOST 19903-2015 was put into effect as a national standard of the Russian Federation on September 1, 2016.
5 INSTEAD GOST 19903-74
Information about changes to this standard is published in the annual information index “National Standards”, and the text of changes and amendments is published in the monthly information index “National Standards”. In case of revision (replacement) or cancellation of this standard, the corresponding notice will be published in the monthly information index “National Standards”. Relevant information, notifications and texts are also posted in the public information system - on the official website of the Federal Agency for Technical Regulation and Metrology on the Internet
1 area of use
This standard applies to hot-rolled sheets (hereinafter referred to as rolled products) with a width of 500 mm or more, manufactured in sheets with a thickness of 0.4 mm to 160.0 mm and rolls with a thickness of 1.2 mm to 25.0 mm.
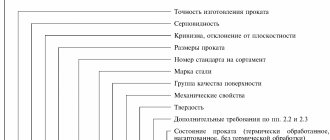
2 Classification. Main parameters and dimensions
2.1 Rentals are divided into:
- by manufacturing accuracy by thickness: increased - A;
- regular - B;
- especially high - PO;
- with unedged edge - BUT;
- indicating the dimensions of thickness, width and length in accordance with the dimensions indicated in Table 1 and Appendix A - Form I;
By agreement between the manufacturer and the consumer, the intervals in width and length can be reduced.
The production of sheet metal of dimensional dimensions different from the dimensions indicated in Table 1 and Appendix A is carried out by agreement between the manufacturer and the consumer;
- by type:
- sheets;
- rolls.
Note - Sheets are produced by sheet rolling or cutting rolled products to size.
2.2 The dimensions of rolled products produced in sheets must correspond to those indicated in Table 1, in rolls - in Table 2. By agreement between the manufacturer and the consumer, the production of rolled products of other sizes is allowed.
2.3 Maximum deviations in the thickness of rolled products manufactured in sheets and rolls must not exceed the values specified in tables 3 and 4.
By agreement between the manufacturer and the consumer, it is allowed to reduce the value of minus maximum deviations in the thickness of rolled products or produce rolled products only with minus or only with positive maximum deviations, while the sum of the maximum deviations in the thickness of rolled products should not exceed the sum of their values indicated in Tables 3 and 4.
Table 1 - Dimensions of rolled products produced in sheets
In millimeters
| Parameter name | Nominal size values |
| Thickness | 0,40; 0,45; 0,50; 0,55; 0,60; 0,63; 0,65; 0,70; 0,75; 0,80; 0,90; 1,00; 1,20; 1,30; 1,40; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0; 25,5; 26,0; 27,0; 28,0; 29,0; 30,0; 31,0; 32,0; 34,0; 36,0; 38,0; 40,0; 42,0; 45,0; 48,0; 50,0; 52,0; 55,0; 58,0; 60,0; 62,0; 65,0; 68,0; 70,0; 72,0; 75,0; 78,0; 80,0; 82,0; 85,0; 87,0; 90,0; 92,0; 95,0; 100,0; 105,0; 110,0; 115,0; 120,0; 125,0; 130,0; 135,0; 140,0; 145,0; 150,0; 155,0; 160,0 |
| Width | 500; 510; 600; 650; 670; 700; 710; 750; 800; 850; 900; 950, 1000; 1100; 1250; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2100; 2200; 2300; 2400; 2500; 2600; 2700; 2800; 2900; 3000; 3200; 3400; 3600; 3800; 4000; 4200; 4400 |
| Length | 710; 1200; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2200; 2500; 2800; 3000; 3200; 3400, 3500; 3600, 4000; 4500; 5000; 5500; 6000; 6500; 7000; 7500; 8000; 8200; 8500, 9000; 10000; 11000; 12000 |
Table 2 - Dimensions of rolled products produced in rolls
In millimeters
| Rolled width | Thickness of rolled products produced in rolls |
| 500; 530; 600; 630; 1000; 1100; 1250 | 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 |
| 550 | 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,5; 12,0; 12,7 |
| 650; 670; 700; (710); 750; 800; 850; 900; 950; 1400; (1420); 1500 | 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 |
| 1600; 1700; 1800 | 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0 |
| 1900; 2000 | 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
| 2100; 2200 | 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0 |
Table 3 - Maximum deviations for the thickness of rolled products manufactured in sheets and rolls
In millimeters
| Maximum deviations in thickness of rolled products at width | ||||||||||||||||||
| Rolled thickness (sheets and rolls) | From 500 to 750 incl. | St. 750 to 1000 incl. | St. 1000 to 1500 inclusive. | St. 1500 to 2000 inclusive. | St. 2000 to 2300 inclusive. | St. 2300 to 2700 incl. | St. 2700 to 3000 inclusive. | |||||||||||
| A | B | A | B | A | B | A | B | A | B | A | B | A | B | |||||
| From | 0,40 | before | 0,50 | incl. | ±0,05 | ±0,07 | — | — | — | — | — | — | — | — | — | — | — | — |
| St. | 0,50 | “ | 0,60 | ” | ±0,06 | ±0,08 | — | — | — | — | — | — | — | — | — | — | — | — |
| “ | 0,60 | ” | 0,75 | “ | ±0,07 | ±0,09 | ±0,07 | ±0,09 | — | — | — | — | — | — | — | — | — | — |
| ” | 0,75 | “ | 0,90 | ” | ±0,08 | ±0,10 | ±0,08 | ±0,10 | ±0,12 | ±0,15 | — | — | — | — | — | — | — | — |
| “ | 0,90 | ” | 1,10 | “ | ±0,09 | ±0,11 | ±0,09 | ±0,12 | ±0,12 | ±0,15 | — | — | — | — | — | — | — | — |
| ” | 1,10 | “ | 1,20 | ” | ±0,10 | ±0,12 | ±0,11 | ±0,13 | ±0,12 | ±0,15 | — | — | — | — | — | — | — | — |
| “ | 1,20 | ” | 1,30 | “ | ±0,11 | ±0,13 | ±0,12 | ±0,14 | ±0,12 | ±0,15 | — | — | — | — | — | — | — | — |
| ” | 1,30 | “ | 1,40 | ” | ±0,11 | ±0,14 | ±0,12 | ±0,15 | ±0,12 | ±0,18 | — | — | — | — | — | — | — | — |
| “ | 1,40 | ” | 1,60 | “ | ±0,12 | ±0,15 | ±0,13 | ±0,15 | ±0,13 | ±0,18 | — | — | — | — | — | — | — | — |
| ” | 1,60 | “ | 1,80 | ” | ±0,13 | ±0,15 | ±0,14 | ±0,17 | ±0,14 | ±0,18 | — | — | — | — | — | — | — | — |
| “ | 1,80 | ” | 2,00 | “ | ±0,14 | ±0,16 | ±0,15 | ±0,17 | ±0,16 | ±0,18 | ±0,17 | ±0,20 | — | — | — | — | — | — |
| ” | 2,00 | “ | 2,20 | ” | ±0,15 | ±0,17 | ±0,16 | ±0,18 | ±0,17 | ±0,19 | ±0,18 | ±0,20 | — | — | — | — | — | — |
| “ | 2,20 | ” | 2,50 | “ | ±0,16 | ±0,18 | ±0,17 | ±0,19 | ±0,18 | ±0,20 | ±0,19 | ±0,21 | — | — | — | — | — | — |
| ” | 2,50 | “ | 3,00 | ” | ±0,17 | ±0,19 | ±0,18 | ±0,20 | ±0,19 | ±0,21 | ±0,20 | ±0,22 | ±0,23 | ±0,25 | — | — | — | — |
| “ | 3,00 | ” | 3,50 | “ | ±0,18 | ±0,20 | ±0,19 | ±0,21 | ±0,20 | ±0,22 | ±0,22 | ±0,24 | ±0,26 | ±0,29 | — | — | — | — |
| ” | 3,50 | “ | 3,90 | ” | ±0,20 | ±0,22 | ±0,21 | ±0,23 | ±0,22 | ±0,24 | ±0,24 | ±0,26 | ±0,28 | ±0,31 | — | — | — | — |
| “ | 3,90 | ” | 5,50 | “ | +0,10 -0,40 | +0,20 -0,40 | +0,15 -0,40 | +0,30 -0,40 | +0,10 -0,50 | +0,30 -0,50 | +0,20 -0,50 | +0,40 -0,50 | +0,25 -0,50 | +0,45 -0,50 | — | — | — | — |
| ” | 5,50 | “ | 7,50 | ” | +0,00 -0,50 | +0,10 -0,50 | +0,10 -0,60 | +0,20 -0,60 | +0,10 -0,60 | +0,25 -0,60 | +0,20 -0,60 | +0,40 -0,60 | +0,25 -0,60 | +0,45 -0,60 | — | — | — | — |
| “ | 7,50 | ” | 10,00 | “ | +0,00 -0,80 | +0,10 -0,80 | +0,10 -0,80 | +0,20 -0,80 | +0,20 -0,80 | +0,30 -0,80 | +0,20 -0,80 | +0,35 -0,80 | +0,25 -0,80 | +0,45 -0,80 | +0,50 -0,80 | +0,60 -0,80 | — | — |
| ” | 10,00 | “ | 12,70 | ” | +0,00 -0,80 | +0,20 -0,80 | +0,10 -0,80 | +0,20 -0,80 | +0,20 -0,80 | +0,30 -0,80 | +0,30 -0,80 | +0,40 -0,80 | +0,35 -0,80 | +0,50 -0,80 | +0,60 -0,80 | +0,70 -0,80 | +0,90 -0,80 | +1,00 -0,80 |
| “ | 12,70 | ” | 15,00 | “ | +0,15 -0,80 | +0,20 -0,80 | +0,15 -0,80 | +0,25 -0,80 | +0,25 -0,80 | +0,35 -0,80 | +0,35 -0,80 | +0,40 -0,80 | +0,40 -0,80 | +0,55 -0,80 | +0,65 -0,80 | ±0,80 | ±0,90 | +1,00 -0,90 |
| ” | 15,00 | “ | 25,00 | ” | +0,20 -0,90 | +0,20 -0,90 | +0,20 -0,90 | +0,25 -0,90 | +0,25 -0,90 | +0,35 -0,90 | +0,35 -0,90 | +0,45 -0,80* | +0,50 -0,90 | +0,60 -0,90 | +0,70 -0,90 | ±0,90 | ±0,90 | ±1,00 |
*Text corresponds to the original.—Note from the database manufacturer.
Notes
1 Maximum deviations in thickness “St. 12.70 to 15.00 inclusive.” and “St. 15.00 to 25.00 inclusive.” established for rolled products, cut into sheets or manufactured in rolls, for sheets of the specified thicknesses, manufactured sheet by sheet, the maximum thickness deviations are given in Table 4.
2 The “-” sign means that the indicator is not standardized, but it can be agreed upon when accepting the order.
Table 4 — Maximum deviations for the thickness of rolled products manufactured in sheets
In millimeters
| Rolled thickness (sheets) | Maximum deviations in thickness of rolled products at width | |||||||||||||||||
| St. 1000 to 1200 inclusive. | St. 1200 to 1500 inclusive. | St. 1500 to 1700 inclusive. | St. 1700 to 1800 inclusive. | St. 1800 to 2000 inclusive. | St. 2000 to 2300 inclusive. | St. 2300 to 2500 incl. | ||||||||||||
| A | B | A | B | A | B | A | B | A | B | A | B | A | B | |||||
| St. | 12,7 | before | 25,0 | incl. | +0,15 -0,80 | +0,2 -0,8 | +0,15 -0,80 | +0,2 -0,8 | +0,25 -0,80 | +0,3 -0,8 | +0,35 -0,80 | +0,4 -0,8 | +0,5 -0,8 | +0,6 -0,8 | +0,7 -0,8 | ±0,8 | +0,7 -0,8 | ±0,8 |
| “ | 25,0 | ” | 30,0 | “ | +0,15 -0,90 | +0,2 -0,9 | +0,15 -0,90 | +0,2 -0,9 | +0,25 -0,90 | +0,3 -0,9 | +0,35 -0,90 | +0,4 -0,9 | +0,5 -0,8 | +0,6 -0,9 | +0,7 -0,9 | +0,8 -0,9 | +0,8 -0,9 | ±0,9 |
| ” | 30,0 | “ | 34,0 | ” | +0,15 -1,00 | +0,2 -1,0 | +0,25 -1,00 | +0,3 -1,0 | +0,25 -1,00 | +0,3 -1,0 | +0,35 -0,90 | +0,4 -1,0 | +0,5 -1,0 | +0,5 -1,0 | +0,7 -1,0 | +0,8 -1,0 | +0,8 -0,9 | +0,9 -1,0 |
| “ | 34,0 | ” | 40,0 | “ | +0,20 -1,10 | +0,3 -1,1 | +0,30 -1,10 | +0,4 -1,1 | +0,40 -1,10 | +0,5 -1,1 | +0,50 -1,10 | +0,6 -1,1 | +0,6 -1,0 | +0,7 -1,1 | +0,8 -1,1 | +0,9 -1,1 | +0,9 -1,1 | +1,0 -1,1 |
| ” | 40,0 | “ | 50,0 | ” | +0,30 -1,20 | +0,4 -1,2 | +0,40 -1,20 | +0,5 -1,2 | +0,50 -1,20 | +0,6 -1,2 | +0,60 -1,20 | +0,7 -1,2 | +0,7 -1,2 | +0,8 -1,2 | +0,9 -1,2 | +1,0 -1,2 | +1,0 -1,2 | +1,1 -1,2 |
| “ | 50,0 | ” | 60,0 | “ | +0,50 -1,30 | +0,6 -1,3 | +0,50 -1,30 | +0,6 -1,3 | +0,60 -1,30 | +0,7 -1,3 | +0,70 -1,30 | +0,8 -1,3 | +0,7 -1,3 | +0,9 -1,3 | +0,9 -1,3 | +1,0 -1,3 | +1,0 -1,3 | +1,1 -1,3 |
| ” | 60,0 | “ | 70,0 | ” | — | — | +0,50 -1,50 | +0,7 -1,6 | +0,50 -1,50 | +0,8 -1,6 | +0,50 -1,50 | +0,9 -1,6 | +0,5 -1,5 | +1,0 -1,6 | +1,0 -1,4 | +1,1 -1,6 | +1,0 -1,4 | +1,2 -1,6 |
| “ | 70,0 | ” | 80,0 | “ | — | — | ±1,00 | +0,7 -2,2 | ±1,00 | +0,8 -2,2 | ±1,00 | +0,9 -2,2 | ±1,0 | +1,0 -2,2 | +1,0 -1,4 | +1,1 -2,2 | +1,0 -1,4 | +1,2 -2,2 |
| ” | 80,0 | “ | 90,0 | ” | — | — | +1,00 -1,80 | +0,8 -2,5 | +1,00 -1,80 | +0,9 -2,5 | +1,00 -1,80 | +1,0 -2,5 | +1,0 -1,8 | +1,1 -2,5 | +1,0 -2,2 | +1,2 -2,5 | +1,0 -2,2 | +1,3 -2,5 |
| “ | 90,0 | ” | 100,0 | “ | — | — | +1,00 -1,80 | +0,9 -2,7 | +1,00 -1,80 | +1,0 -2,7 | +1,00 -1,80 | +1,1 -2,7 | +1,0 -1,8 | +1,2 -2,7 | +1,0 -2,2 | +1,3 -2,7 | +1,0 -2,2 | +1,4 -2,7 |
| ” | 100,0 | “ | 115,0 | ” | — | — | +1,00 -1,80 | +1,1 -3,1 | +1,00 -1,80 | +1,2 -3,1 | +1,00 -1,80 | +1,3 -3,1 | +1,0 -1,8 | +1,4 -3,1 | +1,0 -2,2 | +1,5 -3,1 | +1,0 -2,2 | +1,6 -3,1 |
| “ | 115,0 | ” | 125,0 | “ | — | — | +1,00 -1,80 | +1,4 -3,5 | +1,00 -1,80 | +1,5 -3,5 | +1,00 -1,80 | +1,6 -3,5 | +1,0 -1,8 | +1,7 -3,5 | +1,0 -2,2 | +1,8 -3,5 | +1,0 -2,2 | +1,9 -3,5 |
| ” | 125,0 | “ | 140,0 | ” | — | — | +1,00 -2,20 | +1,6 -3,8 | +1,00 -2,20 | +1,7 -3,8 | +1,00 -2,20 | +1,8 -3,8 | +1,0 -2,2 | +1,9 -3,8 | +1,0 -2,2 | +2,0 -3,8 | +1,0 -2,2 | +2,1 -3,8 |
| “ | 140,0 | ” | 160,0 | “ | — | — | +1,00 -2,20 | +1,9 -4,2 | +1,00 -2,20 | +2,0 -4,2 | +1,00 -2,20 | +2,1 -4,2 | +1,0 -2,2 | +2,2 -4,2 | +1,0 -2,2 | +2,3 -4,2 | +1,0 -2,2 | +2,4 -4,2 |
End of table 4
In millimeters
| Rolled thickness (sheets) | Maximum deviations in thickness of rolled products at width | |||||||||||||||||||
| St. 2500 to 2600 inclusive. | St. 2600 to 2800 inclusive. | St. 2800 to 3000 inclusive. | St. 3000 to 3200 inclusive. | St. 3200 to 3400 incl. | St. 3400 to 3600 incl. | St. 3600 to 3800 incl. | St. 3800 to 4400 inclusive. | |||||||||||||
| A | B | A | B | A | B | A | B | A | B | A | B | A | B | A | B | |||||
| St. | 12,7 | before | 25,0 | incl. | +0,9 -0,8 | +1,0 -0,8 | +0,9 -0,8 | +1,1 -0,8 | +0,9 -0,8 | +1,2 -0,8 | +0,9 -0,8 | +1,3 -0,8 | +0,9 -0,8 | +1,4 -0,8 | — | — | — | — | — | +1,4 -0,8 |
| ” | 25,0 | “ | 30,0 | ” | ±0,9 | +1,0 -0,9 | +1,0 -0,9 | +1,1 -0,9 | +1,1 -0,9 | +1,2 -0,9 | +1,1 -0,9 | +1,3 -0,9 | +1,1 -0,9 | +1,4 -0,9 | +1,1 -0,9 | +1,5 -0,9 | +1,1 -0,9 | +1,6 -0,9 | +1,1 -0,9 | +1,6 -0,9 |
| “ | 30,0 | ” | 34,0 | “ | +0,9 -1,0 | ±1,0 | ±1,0 | +1,2 -1,0 | ±1,0 | +1,3 -1,0 | ±1,0 | +1,4 -1,0 | ±1,0 | +1,5 -1,0 | ±1,0 | +1,6 -1,0 | ±1,0 | +1,7 -1,0 | ±1,0 | +1,7 -1,0 |
| ” | 34,0 | “ | 40,0 | ” | ±1,0 | ±1,1 | ±1,0 | +1,3 -1,1 | ±1,0 | +1,4 -1,1 | ±1,0 | +1,5 -1,1 | ±1,0 | +1,6 -1,1 | ±1,0 | +1,7 -1,1 | ±1,0 | +1,8 -1,1 | ±1,0 | +1,8 -1,1 |
| “ | 40,0 | ” | 50,0 | “ | +1,1 -1,2 | ±1,2 | ±1,2 | +1,4 -1,2 | ±1,2 | +1,5 -1,2 | ±1,2 | +1,6 -1,2 | ±1,2 | +1,7 -1,2 | ±1,2 | +1,8 -1,2 | ±1,2 | +1,9 -1,2 | ±1,2 | +1,9 -1,2 |
| ” | 50,0 | “ | 60,0 | ” | +1,1 -1,3 | +1,2 -1,3 | ±1,2 | +1,4 -1,3 | ±1,2 | +1,5 -1,3 | ±1,2 | +1,6 -1,3 | ±1,2 | +1,7 -1,3 | ±1,2 | +1,8 -1,3 | ±1,2 | +1,9 -1,3 | ±1,2 | +1,9 -1,3 |
| “ | 60,0 | ” | 70,0 | “ | +1,0 -1,4 | +1,3 -1,6 | +1,0 -1,4 | +1,4 -1,6 | +1,0 -1,4 | +1,5 -1,6 | +1,0 -1,4 | ±1,6 | +1,0 -1,4 | +1,7 -1,6 | +1,0 -1,4 | +1,8 -1,6 | +1,0 -1,4 | +1,9 -1,6 | +1,0 -1,4 | +1,9 -1,6 |
| ” | 70,0 | “ | 80,0 | ” | +1,0 -1,4 | +1,3 -2,2 | +1,0 -1,4 | +1,4 -2,2 | +1,0 -1,4 | +1,5 -2,2 | +1,0 -1,4 | +1,6 -2,2 | +1,0 -1,4 | +1,7 -2,2 | +1,0 -1,4 | +1,8 -2,2 | +1,0 -1,4 | +1,9 -2,2 | +1,0 -1,4 | +1,9 -2,2 |
| “ | 80,0 | ” | 90,0 | “ | +1,0 -2,2 | +1,4 -2,5 | +1,0 -2,2 | +1,5 -2,5 | +1,0 -2,2 | +1,6 -2,5 | +1,0 -2,2 | +1,7 -2,5 | +1,0 -2,2 | +1,8 -2,5 | +1,0 -2,2 | +1,9 -2,5 | +1,0 -2,2 | +2,0 -2,5 | +1,0 -2,2 | +2,0 -2,5 |
| ” | 90,0 | “ | 100,0 | ” | +1,0 -2,2 | +1,5 -2,7 | +1,0 -2,2 | +1,6 -2,7 | +1,0 -2,2 | +1,7 -2,7 | +1,0 -2,2 | +1,8 -2,7 | +1,0 -2,2 | +1,9 -2,7 | +1,0 -2,2 | +2,0 -2,7 | +1,0 -2,2 | +2,1 -2,7 | +1,0 -2,2 | +2,1 -2,7 |
| “ | 100,0 | ” | 115,0 | “ | +1,0 -2,2 | +1,7 -3,1 | +1,0 -2,2 | +1,8 -3,1 | +1,0 -2,2 | +1,9 -3,1 | +1,0 -2,2 | +2,0 -3,1 | +1,0 -2,2 | +2,1 -3,1 | +1,0 -2,2 | +2,2 -3,1 | +1,0 -2,2 | +2,3 -3,1 | +1,0 -2,2 | +2,3 -3,1 |
| ” | 115,0 | “ | 125,0 | ” | +1,0 -2,2 | +2,0 -3,5 | +1,0 -2,2 | +2,1 -3,5 | +1,0 -2,2 | +2,2 -3,5 | +1,0 -2,2 | +2,3 -3,5 | +1,0 -2,2 | +2,4 -3,5 | +1,0 -2,2 | +2,5 -3,5 | +1,0 -2,2 | +2,6 -3,5 | +1,0 -2,2 | +2,6 -3,5 |
| “ | 125,0 | ” | 140,0 | “ | +1,0 -2,2 | +2,2 -3,8 | +1,0 -2,2 | +2,3 -3,8 | +1,0 -2,2 | +2,4 -3,8 | +1,0 -2,2 | +2,5 -3,8 | +1,0 -2,2 | +2,6 -3,8 | +1,0 -2,2 | +2,8 -3,8 | +1,0 -2,2 | +2,9 -3,8 | +1,0 -2,2 | +2,9 -3,8 |
| ” | 140,0 | “ | 160,0 | ” | +1,0 -2,2 | +2,5 -4,2 | +1,0 -2,2 | +2,6 -4,2 | +1,0 -2,2 | +2,7 -4,2 | +1,0 -2,2 | +2,8 -4,2 | +1,0 -2,2 | +2,9 -4,2 | +1,0 -2,2 | +3,0 -4,2 | +1,0 -2,2 | +3,1 -4,2 | +1,0 -2,2 | +3,1 -4,2 |
Notes
1 Rolled products with maximum deviations in thickness (A) are manufactured by agreement between the consumer and the manufacturer.
2 The “-” sign means that the indicator is not standardized, but it can be agreed upon when accepting the order.
2.4 At the request of the consumer, the thickness difference in rolled products produced in rolls in one cross section should not exceed half the sum of the maximum deviations in thickness.
2.5 Maximum deviations in the width of rolled products with cut edges, produced in rolls, must not exceed:
- +5 mm - for widths from 500 mm to 1000 mm inclusive;
- +10 mm - for widths over 1000 mm.
2.6 Maximum deviations in the width of rolled products with cut edges, manufactured in sheets, must not exceed the values specified in Table 5.
Table 5
In millimeters
| Rolled width | Rolled thickness | Maximum deviations for the width of rolled products |
| Up to 800 incl. | Up to 3.9 incl. | +6 |
| St. 800 | +10 | |
| Up to 1500 incl. | St. 3.9 to 16.0 incl. | +10 |
| St. 1500 | +15 | |
| For all widths | St. 16.0 to 60.0 incl. | +25 |
| « 60,0 » 100,0 « | +50 | |
| » 100,0 « 160,0 » | +75 |
Notes
1 By agreement between the manufacturer and the consumer, maximum deviations in the width of rolled products should not exceed:
- +5 mm - for widths up to 1000 mm inclusive;
- +10 mm - over 1000 mm.
2 By agreement between the manufacturer and the consumer, other maximum deviations in width are allowed.
2.7 Maximum deviations in the width of rolled products manufactured in sheets with uncut edges should not exceed by more than 50 mm the maximum deviations in width specified in Table 5. By agreement between the manufacturer and the consumer, other plus maximum deviations in the width of rolled products are allowed.
2.8 Maximum deviations in the width of rolled products manufactured in sheets, rolls and sheets cut from rolls with unedged edges must not exceed:
- +20 mm - for widths up to 1000 mm inclusive;
- +30 mm - for widths over 1000 mm.
2.9 Maximum deviations along the length of rolled products manufactured in sheets must not exceed the values specified in Table 6.
Table 6
In millimeters
| Rolled length | Rolled thickness | Maximum deviations along the length of rolled products |
| Up to 1500 incl. | Up to 3.9 incl. | +10 |
| St. 1500 | +15 | |
| Up to 2000 incl. | St. 3.9 to 16.0 incl. | +10 |
| St. 2000 to 6000 inclusive. | +25 | |
| St. 6000 | +35 | |
| Up to 3000 incl. | St. 16.0 to 60.0 incl. | +15 |
| St. 3000 to 6000 inclusive. | +25 | |
| St. 6000 | +40 | |
| For all lengths | St. 60.0 to 100.0 incl. | +50 |
| « 100,0 » 160,0 « | +75 |
2.10 Maximum deviations along the length of rolled products cut into sheets must not exceed the values specified in Table 7.
Table 7
In millimeters
| Rolled length | Rolled thickness | Maximum deviations along the length of rolled products |
| Up to 1500 incl. | Up to 3.9 incl. | +15 |
| St. 1500 | +20 | |
| Up to 4000 incl. | St. 3.9 | +20 |
| St. 4000 | +25 |
2.11 Deviation from flatness of rolled products manufactured in sheets per 1 m of length should not exceed the values specified in Table 8.
Table 8
In millimeters
| Rolled sheet thickness | Deviations from flatness per 1 m of rolled length | |||
| BY | PV | PU | Mon | |
| No more | ||||
| From 0.4 to 1.4 incl. | 8 | 10 | 15 | 20 |
| St. 1.4 to 3.9 incl. | 8 | 10 | 12 | 15 |
| St. 3.9 | 5 | 8 | 10 | 12 |
Notes
1 Deviations from flatness apply to rolled products with σB≤690 N/mm² (70 kgf/mm²), for rolled products with σB>690 N/mm² (70 kgf/mm²) deviations from flatness are established in the regulatory documentation for the supply of a specific type of rolled product or are agreed upon when ordering.
2 Rolled sheets with particularly high flatness (FL) are produced by agreement between the consumer and the manufacturer.
2.12 The crescent shape of rolled products produced in rolls should not exceed 10 mm over a length of 3 m.
By agreement between the manufacturer and the consumer, the crescent shape of rolled products produced in sheets should not exceed 2 mm per 1 m of length.
For rolled products manufactured in sheets and rolls, another permissible crescent value may be established by agreement between the manufacturer and the consumer.
The manufacturer may not have to determine the crescent shape of rolled products.
2.13 Cutting of rolled products should be carried out at right angles. The oblique cut and crescent shape should not take the rolled products produced in sheets beyond the nominal dimensions and maximum deviations in width and length.
2.14 When producing rolled products in sheets and rolls with uncut edges, tears and other defects should not exceed half the sum of the maximum deviations in width and take the rolled product beyond the nominal size along the width specified in the order.
2.15 Products manufactured in rolls must not have twisted or crumpled ends. Curved edges at an angle of no more than 90° are allowed in some places.
2.16 The telescopicity of rolls should not exceed the values specified in Table 9.
Table 9
In millimeters
| Rolled thickness | Roll width | Roll telescopicity |
| Up to 2.5 incl. | Up to 800 incl. | 50 |
| St. 800 | 100 | |
| St. 2.5 | Up to 800 incl. | 35 |
| St. 800 | 70 |
Notes
1 By agreement between the manufacturer and the consumer, the telescopicity of rolls with a rolled thickness up to 2.5 mm inclusive and a width of St. 800 mm should not exceed 70 mm.
2 The excess of one internal or one external turn above the surface of the roll end is not telescopic.
3 A loose fit of two outer turns of the roll and one inner one is allowed.
2.17 The thickness of rolled products is measured at:
- sheets - at a distance of at least 40 mm from the edges and at least 100 mm from the ends;
- rolls - at a distance of at least 40 mm from the edges and at least 2 m from the end of the roll.
2.18 The width of rolled products produced in rolls is measured at a distance of at least 2 m from the end of the roll.
Partial width ends should not exceed the width of the roll.
By agreement between the consumer and the manufacturer, ends of partial width must be cut off.
2.19 Methods for measuring shape deviations according to GOST 26877 with additions.
2.19.1 Deviation from flatness of rolled products manufactured in sheets is the greatest distance between the surface of rolled products laid on a flat surface (flat surface) and a 1 m long ruler applied to it in any arbitrary direction.
The deviation from the flatness of the rolled product is determined at a length of 1 m.
2.20 A roll can consist of no more than two pieces (separate or connected by a weld).
The ratio of the lengths of the pieces in one roll must be at least 1:5. By agreement between the consumer and the manufacturer, rolls with a large number of pieces or welds are allowed.
2.21 The internal diameter of the roll must be no less than 650 mm and no more than 1000 mm.
2.22 The weight of the roll is established by agreement between the consumer and the manufacturer.
Where is sheet steel used?
Metal sheets combine durability, ease of use and practicality, regardless of the grade of steel. They are widely used for construction and manufacturing.
- Hot rolled sheet. It is used for the production of pipes, welded beams, and angles. Hot-rolled sheets are widely used in aircraft and automobile manufacturing, bridge construction and machine tool assembly.
- Cold rolled sheet. This material is used to make housings for household appliances, including refrigerators, as well as car bodies and gas ovens. Cold rolled steel is used for cladding houses.
- Galvanized sheet. This type of sheet steel is resistant to corrosion, exposure to a wide range of temperatures and UV rays. At the same time, the cost of galvanized sheet is relatively low. Therefore, it is widely used in various fields, including medical, chemical production, mechanical engineering, and the food industry. Fences, stairs, roofs, granaries, ventilation, housings of household appliances and electric motors are made from galvanized sheets. In the latter case, the steel is given electromagnetic properties, which reduces energy consumption during operation of the device.
- Corrugated sheet. The surface of the material is dotted with corrugations in the form of diamonds and crosses, which prevents slipping. Therefore, corrugated steel sheet is used in the production of steps, platforms and other floor coverings. It is also used to make ventilation and containers. It happens that corrugated sheets are used to strengthen floors and walls before plastering.
- Expanded metal sheet. This is a material with many elongated holes. During the production process, the hot-rolled sheet is covered with many cuts and then stretched. The material is used for sifting rocks and various bulk materials, as well as for installing fences.
- Profiled sheeting. The material is widely used in construction, namely: for cladding walls, roofing, erecting fences and other types of fencing. This popularity is explained by the fact that corrugated sheeting is easy to join and install, conducts heat well and is resistant to corrosion. The material is also available in a wide range of RAL colors.
Profiled sheet is one of the most famous types of sheet steel.
Principles of classification and marking of steel according to the Russian system
In Russia, alphanumeric markings are used, the specific type of which depends on the quality of the alloy.
- Ordinary quality steels are designated by the letters st, after which the grade index (0-6) and the level of deoxidation are indicated. Sp - calm, ps - semi-calm, kp - boiling. The letter A may appear in front (the alloy has guaranteed mechanical parameters, it is often placed on it), B - with a guaranteed chemical composition, C - with guaranteed mechanical characteristics and chemical composition. Example: St3 – steel of ordinary quality with guaranteed mechanical properties and conditional index 3, for which the carbon content is 0.14-0.22%.
- In high-quality steels, there are no letters at the beginning of the markings. The amount of carbon is indicated in hundredths of a percent. At the end, the deoxidation level is set. Example: 08kp. Carbon content – 0.08%.
- High-quality tool steels have the letter U at the beginning of the marking, followed by the amount of C in hundredths of a percent. At the end of the designation of a high-quality alloy, the letter A is placed. For example, the marking U7A stands for high-quality carbon steel with a carbon content of 0.07%.
- In high-speed steels, the marking begins with the letter P, after which the amount of tungsten is indicated as a percentage. For example, P17 is a high-speed alloy containing 17% W.
- In structural alloy steels, the carbon content is indicated in hundredths of a percent. Next, the symbol of the elements and their content in percentages is indicated. Example: 12Х18Н10Т. This steel contains 0.12% carbon, chromium - 18%, nickel - 10%, titanium - approximately 1%.