Galvanized chimney pipe: types, which is better and how to make it yourself
Hello, dear reader! Today we will consider the question of how good a galvanized pipe is for a chimney. The need for such an assessment arises every time before the owners of private houses when constructing or replacing a chimney. Let's find out all its pros and cons, how best to use it and whether it can be done with your own hands.
What is
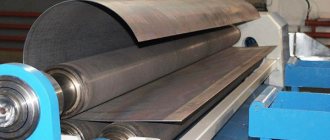
The product is a metal pipe coated with a layer of zinc (pictured).
The coating creates a protective film that protects the iron from rust for a certain period, until the zinc layer is mechanically damaged.
Material characteristics
Zinc is a metal with a melting point of 419 C.
The composition of the zinc coating includes an alloy of zinc (99.97%), aluminum, lead and other metals. The layer thickness is standardized by GOST and ranges from 10 to 60 microns.
In air, zinc is covered with a thin film of oxide, which acts as a protection for steel from corrosion.
Galvanized steel is resistant to precipitation and temperature changes.
Convenient to process, easy to bend, roll, stamp and other mechanical loads.
Can galvanized pipes be used for chimneys?
Chimneys with zinc coating are used under certain conditions.
When zinc is heated to 419°, it begins to release substances harmful to humans. Therefore, it is recommended to install outlets made of this material in smoke exhaust systems where the temperature does not exceed 350°C.
The 2009 Ministry of Emergency Situations rules prohibit the use of metal smoke removal agents for coal-fired stoves.
In addition, a single-wall galvanized outlet will burn out after one or two seasons. In practice, it is used as an outer casing in double-walled structures with insulation.
Advantages and disadvantages of galvanized pipes
Users include the following advantages of a galvanized chimney pipe:
- long-term immunity to corrosion;
- rapid heating of the chimney and, as a result, ensuring good draft;
- simple assembly method;
- a smooth surface inside the channel, which does not allow soot to linger on the walls;
- Possibility of venting through the wall of the building.
Flaws:
- short service life of a single-wall outlet;
- when cutting a product, the cut lines begin to rust after a short time;
- minor damage leads to the destruction of the protective layer;
- formation of a large amount of condensate.
Types of galvanized iron pipes
Based on the design features, two types of these products are distinguished: single-circuit and double-circuit insulated.
The first ones consist of single-wall bends. They are installed in heating devices with low temperatures or in brick chimneys.
The second ones include two outlets: an internal one made of stainless steel and an external one made of galvanized steel. An insulating agent is placed between them. They are called “sandwich” pipes and have managed to prove their effectiveness.
Life time
Galvanized outer pipe in a sandwich, when properly installed and manufactured, can last 45 years.
A single-circuit chimney will burn out quickly; its service life, depending on the intensity of use, will be one to two years.
What is better galvanized or stainless steel?
It is recommended to make the initial section of the chimney channel from the boiler, where the temperature is especially high, from stainless steel. The inner pipe of the sandwich is made from it, which allows it to be used in any smoke removal system.
Of course, this type of steel is the most durable and rust-resistant. In these parameters it is superior to galvanization. Its main drawback is its high price.
To reduce the cost of sandwiches, galvanization is used to make the casing.
Make it yourself or buy it
Making a pipe from sheet material is not an easy task. Requires certain equipment and skills. But if the length of the chimney is short, and it is straight, without bends or bends, you can do this work yourself.
In other cases, it would be wiser to purchase or order a galvanized chimney from professionals.
Selection tips and approximate price
Manufacturers offer a large selection of both single-circuit galvanized bends and sandwich pipes with a galvanized shell. There are certain parameters by which you should select elements for the chimney:
- the diameter of the boiler outlet pipe must be equal to or less than the cross-section of the chimney outlet;
- attached chimneys can have no more than three bends along the entire length of the channel.
- Manufacturers indicate the required chimney diameter for boilers in the unit’s passport;
- The wall thickness for the outer casing must be at least 0.5 mm, usually 0.55 mm is used.
The price of single-circuit galvanized steel pipes depends on the diameter and thickness of the sheet metal. A meter bend d=110 mm costs 190 rubles, and d=250 mm costs 390 rubles.
A stainless steel + galvanized sandwich of the same diameter, 0.5 mm thick and 100 cm long will cost 1,230 rubles.
Making galvanized pipes with your own hands
A special feature of a factory-made galvanized pipe is its reliable welding seam.
If you have an argon unit at home and you are a big welder, this makes a difference. Surely what you will get is not a pipe, but a feast for the eyes.
First you need to choose a galvanized sheet for the pipe. Professionals make bends with walls 0.55 mm thick. At the same time, it must be taken into account that the thinner the material, the easier it is to bend.
Required tools and materials
You will need:
- hand scissors for metal;
- mallet with a wooden striking part;
- roulette;
- square;
- metal ruler;
- pencil, preferably a construction pencil;
- pliers.
For the convenience of bending work, a simple workbench is equipped where markings are made. A metal corner (40×40 mm or more) with a length of at least 100 cm, a steel round shape of the required diameter, is attached to the table.
Cutting out the workpiece
Let's look at how to make a pipe with a cross-section of 100 mm.
Calculate the width of the workpiece:
- determine the circumference as the product of the cross section and the value of pi equal to 3.14;
- 15 mm are allocated for the bends for the connecting seam.
In total, for a 100 mm bend, a workpiece with a width of 3.14 × 100 mm + 15 mm ≈ 330 mm is cut out.
Take into account that the pipes are made slightly cone-shaped for ease of installation using the socket method. Therefore, one side measures 330 mm, the other 340 mm (in the figure).
Formation of a profile
On the cut-out workpiece, mark a fold line for a fold of 5 mm on one side, twice 5 mm each on the other.
The sheet is laid on a workbench, the edge is aligned with the corner. Using a mallet, gradually bend it at a right angle. Then the workpiece is turned over and the fold is placed on the canvas.
In the same way, a 10 mm bend is made on the other edge of the sheet, and another 5 mm wide on it.
Next, the workpiece is manually bent on the forming tube, using a mallet.
Processing the butt seam
After obtaining a round shape of the workpiece, it is placed on a round form or an additional corner, the folds are connected into a lock, tapping them along the edges with a mallet. At the narrow end of the future pipe, the folds are slightly cored. Tap the entire length of the joining seam with a mallet, compacting the folds. The seam becomes almost permanent.
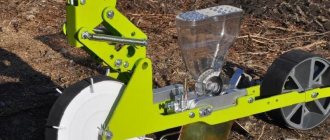
Another case: plastic water pipe
If you need to cut into a plastic water pipe rather than a metal one, in this case you should use a special type of clamp. This device is equipped with an electric welding unit with a heating coil, a device for drilling a pipe (mill) and a valve.
The manufacturer puts information on the clamp seat regarding restrictions when working with the clamp, namely the exact welding time, as well as the cooling duration. The service life of such a clamp is about 50 years.
The procedure for inserting into a plastic water pipe is as follows:
- Preparing the work area - cleaning the surface from contamination.
- Fastening the clamp to the pipeline using bolts. As a rule, performing work at this stage does not cause problems, since the diameter of the saddle is identical to the diameter of the pipe, the clamp is installed easily and quite tightly.
- Using a special welding device, the spiral is heated and the clamp is welded to the pipe. After welding, the product must be allowed to cool for the time specified by the manufacturer (usually within one hour).
- After cooling the clamp, a hole is made in the pipeline using a cutter. Plastic is an easy-to-process material, so additional tools, such as a punch, are not required to make a hole.
Obviously, to perform the listed work you will need at least minimal knowledge of plumbing. However, careful study of the advice of craftsmen and the instructions of manufacturers of devices for tapping into a water pipe under pressure will allow even a non-specialist to perform this work without much difficulty and with sufficient quality.
Branches in polyurethane foam insulation
An outlet in polyurethane foam insulation - consists of a steel outlet, on top of which a protective casing (outlet shell) made of polyethylene or galvanized steel is placed, and the space between the outlets is filled with polyurethane foam.
The following trade names are available: pre-insulated outlet, pre-insulated outlet, thermally water-insulated outlet, steel outlet in polyurethane foam insulation.
These products are manufactured in accordance with GOST 30732-2006.
During the production process, steel pipes are welded to the steel outlet and a polyethylene (PE) or galvanized steel (ZS) protective casing is put on. To ensure uniform distribution of the heat-insulating layer of polyurethane foam (PPU), centering supports are installed between the outlet with branch pipes and the protective shell. The resulting space is filled with polyurethane foam. This manufacturing technology is called “Pipe in Pipe”.
Purpose
Bends in polyurethane foam insulation are used in the modernization and construction of heating networks through which the working medium is circulated, having the following parameters:
- ultimate pressure: 1.6 MPa;
- maximum long-term t°: +140°С;
- short-term peak t°: +150°С;
- nominal temperature range for regulating the amount of heat supplied to consumers: +70°÷ +150°С.
- 150 (-20) mm with D (diameter of the protective shell) up to 315 mm inclusive;
- 210 (-20) mm with D equal to or exceeding 400 mm.
Bends in polyurethane foam insulation are designed to change the direction of the thermal route.
In addition to the main purpose, bends in polyurethane foam insulation can be used for pumping gas, oil, and other liquid and gaseous media.
The laying of pipelines using bends can be carried out directly in the ground, in non-passable, semi-passable and through reinforced concrete channels, tunnels, as well as in ground and above-ground methods.
HDPE tapping welding - production.
Cutting steel pipe in production conditions.
Advantages
Polyurethane foam acting as a heat insulator has low thermal conductivity, which makes it possible to maintain a stable temperature of the transported media with minimal heat loss.
Table No. 1 shows the comparative characteristics of polyurethane foam and other common thermal insulation materials.
| Thermal insulator | Density degree (kg/m3) | Thermal conductivity coefficient (W/m*K) | Porosity | Service life (years) |
| Polyurethane foam (PPU) hard | 40-200 | 0,025-0,033 | closed | 30-50 |
| Mineral wool | 11-150 | 0,045-0,058 | open | 5 |
| Cork board | 220-240 | 0,035-0,060 | closed | 3 |
| Foam concrete | 250-400 | 0,025-0,035 | open | 10 |
| Styrofoam | 30-60 | 0, 037-0,050 | closed | 5-7 |
"TABLE 1" Comparison of parameters of various thermal insulation materials
As follows from the table, polyurethane foam has the best thermal conductivity coefficient and estimated service life. The proven “pipe-in-pipe” production technology and low cost of components provide this product with the most favorable price/quality ratio among competing materials.
Design
The design of bends in polyurethane foam insulation must comply with GOST 30732-2006. Below, Figure 1 shows a drawing of an outlet in polyurethane foam insulation
Figure 1. Design of an outlet in polyurethane foam insulation
1 - steel pipe; 2 - insulation made of polyurethane foam; 3 - shell; 4 - centering support; 5 - steel bend; 6 - electrical insulating tube (for pipes with a steel sheath); 7 — conductor-indicator of the UEC system (shown conditionally)
The outer diameter of the steel bend (d) must be from 32 to 1420 mm.
The outer diameter of the protective shell (D) should be from 90 to 1600 mm, α is the angle of rotation of the bend, varies from 00 to 900, L is the length of the bend arm from the end to the axis.
On bends of bends, deviations of the center lines are allowed that exceed the deviations allowed on straight sections. The thickness of the outlet insulation, measured at any point, must be at least 15 mm
For ease of installation, when applying the heat-insulating layer, bare ends are left, the length of which must be within the following limits:
Varieties
Bends in polyurethane foam insulation are divided into several types depending on the raw materials used. Depending on the use of the supporting steel pipe in the heating network, the following types of bends in polyurethane foam insulation are distinguished:
- bends with electric-welded pipes GOST 10704, 10705, 10706 in polyurethane foam insulation;
- bends with seamless hot-deformed pipes GOST 8731, 8733 in polyurethane foam insulation;
- bends with seamless cold-deformed and heat-deformed branch pipes GOST 8732, 8734 in polyurethane foam insulation;
- bends with seamless pipes for the oil refining and petrochemical industries GOST 550 in polyurethane foam insulation;
- bends with welded pipes for main gas and oil pipelines GOST 20295 in polyurethane foam insulation;
Source: https://www.teploenergoplast.ru/catalog/teplotrassa/otvody-v-ppu-izolyatsii/
Procedure for working with metal pipes
In order to cut into a metal water pipe under pressure, you need to carry out several stages of work - preparing the working area, installing a clamp, drilling the pipe and installing a ball valve.
Let's look at these stages in detail:
- Preparing the work area. At the preparatory stage, before installing the clamp, you should thoroughly clean the surface of the pipeline from rust and dirt in the work area.
Remember: the condition of old pipes may be unsatisfactory or completely unsafe. If it is not possible to replace such pipes, do not overdo it when cleaning them to avoid damaging the water supply.
- Installation of the clamp. After cleaning the surface of the pipe, you should put a fastener on it and then tighten it using bolts. A more dense additive will be ensured by alternately tightening the bolts, one on each side.
- Drilling a pipe. Using a guide coupling, we drill a hole in the pipeline, which must subsequently be closed with a plug.
Round Steel Vent Vent 90° Degree
A 90° round ventilation outlet (another name is an elbow) is designed to change the route of the ventilation duct by 90° degrees. Round cross-section bends for general ventilation are made of galvanized steel . The ventilation duct is a shaped air duct , therefore it is characterized by all the properties of round air ducts: round ventilation ducts create less air resistance compared to rectangular analogues.
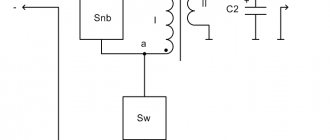
Diagram of a 90° degree round vent
Symbol in the diagram:
D —product diameter, mm;
R — turning radius, mm.
Technical characteristics of round ventilation ducts AeroStar
From us you can buy high-quality ventilation ducts made of steel , which we been producing for 15 years .
find out steel bends price list.
| Diameter, mm. | Steel thickness, mm. | Area, sq. m. | Weight, kg. | Number of component segments, pcs. |
| 100 | 0,55 | 0,11 | 0,47 | 3 |
| 125 | 0,16 | 0,75 | 4 | |
| 160 | 0,25 | 1,13 | 4 | |
| 200 | 0,37 | 1,75 | 4 | |
| 250 | 0,56 | 2,86 | 4 | |
| 280 | 0,68 | 3,04 | 4 | |
| 315 | 0,74 | 3,78 | 4 | |
| 355 | 0,93 | 4,23 | 4 | |
| 400 | 1,05 | 5,80 | 4 | |
| 450 | 0,7 | 1,22 | 6,91 | 4 |
| 500 | 1,56 | 8,44 | 4 | |
| 560 | 1,88 | 10,4 | 4 | |
| 630 | 2,38 | 13,20 | 4 | |
| 710 | 3,30 | 18,20 | 4 | |
| 800 | 3,71 | 22,04 | 4 | |
| 1000 | 0,9 | 5,97 | 42,90 | 5 |
| 1250 | 9,07 | 66,80 | 5 |
The turning radius (R) of a standard elbow manufactured by us is equal to its diameter: R=D.
Manufacturing of round ventilation ducts to order
We make non-standard ventilation products to order . To buy such a product, as well as to clarify the price, you need to send a drawing of the part to us by email . Possible modifications:
- Changing the radius (R) of the product
- Changing the rotation angle (60°, 30°, 15°, etc.)
- Changing the length of the neck of the product
- Manufacturing a product with a transition function (retraction-transition)
- Manufacturing products of non-standard diameter
Connection types for round steel vent
All AeroStar round shaped air ducts a nipple connection as standard , due to the fact that the outer diameter of the shaped air ducts is smaller than the internal diameter of straight air ducts, they are simply inserted inside - which speeds up and simplifies the installation of the ventilation system. In addition, we produce shaped air ducts with other types of connections. Possible connection options:
- Nipple (the product has nipple dimensions, i.e. it is inserted into the air duct)
- Flanged
- At the request of the customer (the product is put on the air duct)
Buy round ventilation ducts made of steel
We are engaged in the sale of round ventilation ducts, both from production and from warehouse; products made of galvanized steel up to 355 diameter are always available in stock.
You can find out the price for round ventilation ducts the price list section of the website.
To place an order, find out the price and buy the necessary ventilation products just send your request to us by email [email protected] or call: (812) 313-41-15
Source: https://aerostar-spb.ru/catalog/round_ventilation/143/
Steel bends: products for changing the direction of the pipeline
Steel bends are products that are used to change the direction of various pipelines. They are pipe segments bent at the desired angle. They are usually carried out using special pipe bending machines and are mounted on the pipeline by butt welding. The operational scope of these parts is incredibly wide, but they are most often used in the installation of oil, gas and water supply communications.
Bends for steel pipes are made of stainless steel, alloy steel, and they can also have a protective zinc coating
Scope of use of steel bends
Let's consider the main areas in which these products are used:
- plumbing systems;
- heating communications;
- industrial highways for various purposes;
- oil and gas industry;
- chemical industry;
- pumping stations.
Such products are used for wiring communications for any purpose, however, not all of their types are suitable for certain pipelines. For example, for laying main networks, as a rule, steeply curved seamless, stamped-welded, and bent products made of stainless steel, alloyed, and galvanized bends are used. This is due to the fact that such communications have large cross-sectional dimensions and can operate at high pressure in the working environment.
Helpful information! Welded bends are used for various communications. The pressure in such pipelines does not exceed 2.5 MPa. The cross-sectional indicators in such pipelines are usually more than 1000 mm.
For household communications, steeply curved or bent types of bends are an excellent solution. And point products are very popular when installing pipelines at enterprises that produce various mineral fertilizers.
Such a part as a bend can be found on a pipeline of any type and purpose.
As mentioned above, such a product provides rotation of the structure. Bends are used not only in pipelines, but also in communications responsible for cleaning indoor air. The most popular in this case is a galvanized ventilation outlet.
Advantages of steel bends
Pipeline fittings are widely used in any installation, and steel turning parts are considered the backbone of any pipeline. Along with tees and transition elements, they play an important role in connecting communications and increasing its strength.
Let's look at the main advantages of these products:
- with the help of these products a smooth rotation of the pipeline structure is made;
- the characteristics of metal bends allow them to be used in difficult operating conditions - they have high strength characteristics and can also be operated at high pressure;
- steel products are resistant to temperature fluctuations;
- the cost of such bends is quite affordable;
- have a long service life when used in aggressive industrial conditions.
Let's sum it up
As you can see: inserting a pipe is not very difficult. True, the technique of welding installation of a pipe to a steel water supply is available only to professionals. But installing saddles on a polymer or cast iron pipeline will not cause difficulties even for an untrained home craftsman.
As a result, you can cut your home water supply into the main line even with your own hands. Just remember to get permission from utility services and other regulatory organizations. Otherwise, your insertion will be cut off as an illegal connection, and all your efforts will be in vain.