Among the abundant variety of welding machines on the modern market, the manual welding extruder occupies a special place.
A manual extruder for welding is a device for joining products made of polyethylene, polypropylene, propylene, other types of plastics, plastic sheets, films, containers (barrels, swimming pools, etc.), wells, children's slides, and so on. Rarely used for joining PVC products. It is not suitable for use in welding pipelines, since the strength of such joints is no more than 80%, they will not be airtight. The operating principle of this device is as follows: hot air is supplied from the extruder nozzle and heats the space (welding groove or joint) between the planes of the parts, bringing them to the state of plastic. At the same time, the rod is fed into the working area of the equipment, heated and mixed with the screw (or disk), and then forms a homogeneous mass of plastic. The polymer in a molten state is extruded through a die or welding shoe, then after complete cooling, a finished seam is obtained. Squeezing the polymer can be thought of as squeezing toothpaste out of a tube.
The requirement for perfect cleanliness in this type of welding is the most stringent. Surfaces must be thoroughly cleaned immediately before welding.
The surfaces to be joined must be identical. This concept in this vein refers to the same chemical composition, density and fluidity of the material. According to these indicators, the rod must be identical to the parts being welded.
Types of Manual Welding Extruder
- Screw (filler material is melted in the screw (extrusion) compartment of the apparatus and squeezed out using a screw). The filler material is a rod or special granules that are placed in the screw compartment and there, under the influence of high temperature, when interacting with the screw, they become a homogeneous mass, ready for use.
- Screwless or plunger type. The rod in such extruders is first heated using electric heaters around the heating area, and the rear solid part of the filler material acts as a piston for the front, already viscous mass.
- Combined (the two above types are combined).
Screwless welding extruders have lower productivity compared to screw extruders. But there are also advantages: lightness and compactness, which allows you to use it in hard-to-reach places.
The peculiarity and priority of use is determined by the following factors.
- The manual welding extruder can weld products with thick walls.
- Fast welding speed.
- Minimizing the human factor. There is no need to monitor the condition of the weld pool, as when welding metal, to control the correct removal of welding slag, to remove “herringbones” and “zigzags”. This equipment will be easiest for a beginner to use.
Homemade device
The welding extruder is a complex mechanism for professional use. Its price starts from 30 thousand rubles for the simplest model, and can reach one hundred thousand or more for a powerful and high-performance one. Domestic developments are also presented on the market; they are 10-20% cheaper than imported ones, but are still quite expensive.
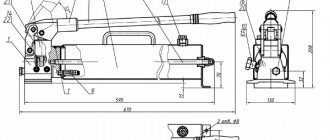
Therefore, if a one-time need arises to weld, for example, two water pipes (their usual material of manufacture is polypropylene), it is easier to use a home-made extruder. The simplest version of the design is a powerful construction hair dryer, equipped with a nozzle for a rod - either homemade, made of tin, or industrially made .
In this case, the bar will be fed manually. The power of the hair dryer is enough to melt it, but the quality of the seam, of course, will be lower than that of industrial models.
If possible, the hair dryer can be connected to a screw or plunger drive to supply power. In this case, if you install a receiving chamber, it will be possible to use granulated raw materials.
A commutator motor is recommended for the drive, since the operation of the extruder implies a constant change in torque. Engines of other types are less resistant to this operating mode.
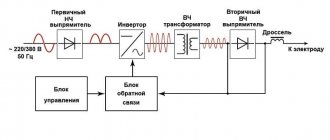
Manual welding extruder: operation diagram
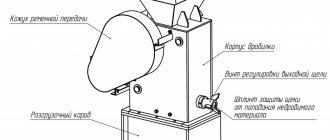
When making a connection, both parts must be heated. For the purpose of heating surfaces before extruding filler material, a manual welding extruder may contain in its design a special air flow heater or, in other words, a hot air gun. Also, the heated air flow can come from external equipment: a compressor or an organization’s pneumatic network. The filler material is heated using special electric heaters around the screw (extrusion) chamber. But in older extruders, the chamber is heated using hot air, which is used to heat the welding zone. Before heating the welding area, air flows around the screw compartment and melts the filler material. The filler material in molten form flows out into the welding zone through the welding shoe.
Extruder welding is most often used for low-density polyethylene, polypropylene and other types of thermoplastics of the first group. For this type of thermoplastic, the temperature difference between the molten state and the state of thermal destruction is about 50 degrees. This suggests that even large overheating of the material (by about 30-40 degrees) is not capable of severely damaging it.
Thermoplastics of the second group include PVDF and PVC. Their temperature difference between thermal destruction and the fluid state of the material is insignificant, so when welding there are strict requirements for the operation of the heating department. When working with thermoplastics of the second group, there are special requirements for the screw; it must be of a special shape in order to mix the mass more thoroughly, preventing overheating.
Also, when working with PVC and PVDF, the extruder should not be turned off and/or remain in standby mode for a long time.
How to make an extruder for plastic with your own hands - Metals, equipment, instructions
The development of technical progress has led to the emergence of various technologies that make it possible to produce products with improved performance characteristics.
One of the most popular processes at the moment is extrusion.
It represents the technological process of processing plastics, from which various parts are made, and also various profile products are produced.
The technology itself consists of preparing an alloy from polymer materials and then pressing it through special nozzles that give it a certain shape. The main element of the line for the production of plastic products is the extruder.
Operating principle and design
It should be said that extrusion is far from a new technology. Its history goes back more than six decades. During this time, a large number of machine designs were created, with the help of which its implementation is ensured. The operating principle of this device is based on the essence of the technological process itself.
The extrusion technological process is a complex physical and chemical process, which is affected by mechanical forces under conditions of high temperature and moisture . Heating of processed products occurs due to the fact that the mechanical energy generated during the fight against internal friction, as well as during plastic deformation, is converted into heat.
There are several variable parameters during the extrusion processing process. The most important ones include:
- composition of raw materials;
- humidity;
- its nature.
During the extrusion technological process, changes may occur:
- material temperature;
- pressure;
- intensity and duration of impact on raw materials.
Extruder operating principle
In itself, such equipment is an electromechanical device, the main purpose of which is to carry out the process of molding profile parts from plastic or its semi-finished products . The general device of a plastic extruder contains the following components:
- body of the heating system for polymer materials . Conventional resistive or induction systems can act as the main source of thermal energy when carrying out this technological process. When using the latter, the occurrence of high temperatures occurs due to the induction of high-frequency Foucault induction currents onto the body;
- load node Through this element, feedstock enters the housing cavity in various ways;
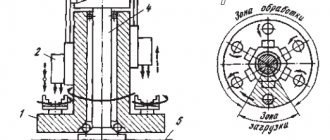
- working body . It creates the necessary pressure in the equipment, which ensures the movement of raw materials directly from the loading unit to the nozzles, which form finished products from polymer materials. When using an extruder, various physical principles are used, since this device can have different designs - screw, disk, piston. At the moment, screw extruders are most often used;
- extrusion head . In another way, experts call it a spinneret. It is this that ensures the shape of the products that is obtained upon completion of the technological process;
- mechanical drive . In this equipment it is represented by a motor and a gear system. Thanks to it, the creation and transmission of the necessary force to the working body is ensured;
- control and management system . Thanks to it, the required technological regime is maintained.
The starting material is usually granules and powder . They are loaded into the equipment, and then under the action of the working element they move into the working area of the housing.
There, under the influence of pressure, friction force and temperature, the feedstock supplied from outside is heated, and in the process of its melting, a state arises that is required by the conditions of the technological process.
During the movement of the feedstock in the cavity of the housing, it is thoroughly mixed to the state of a homogeneous homogenized mass.
Under high pressure conditions, the melt is forced out using forming heads and mesh filters. As a result, final homogenization is ensured and the material is given a given profile.
After this, the material is naturally cooled or a forced method is used, followed by polymerization. The end result is products that have the required configuration and have the specified mechanical and physical properties.
Types of extruders
Modern models of extrusion plants may differ from each other both in the design of the working body and in their purpose.
Single screw
Among all types of extrusion equipment, the most common is screw. Such machines satisfy all the requirements of the extrusion process. In these units, a screw is used as the main working body. Experts call it an Archimedes screw . Many people know this working element very well from home meat grinders.
When using an extruder for the production of plastic products, the screw blade captures the raw material in the loading zone, and then it moves sequentially along the entire length of the housing cylinder, starting from the heating zone through the homogenization and molding section.
https://www.youtube.com/watch?v=pse6vPlojNk
Depending on the features of the technological map that the equipment has, as well as the type of raw material used for the production of products, screws can have several design options - conical, cylindrical and normal high-speed.
Augers that taper toward the exit can also be used. For this equipment, experts consider the ratio of the working diameter of the screw and its length as the main parameter. Augers also differ in the pitch of the turns and their depth.
The main disadvantage of a single screw extruder is that it is not always possible to use them.
For example, if semi-finished powder products are used as the starting raw material, then the presence of one screw in the equipment does not allow mixing the mass during the process of its melting and subsequent homogenization. In such cases, the choice is made in favor of twin-screw extruders.
Twin screw
The peculiarity of this equipment is that its screws are interlocked. Therefore, when using such extruders, it is possible for the screws to perform parallel and counter rotational movements. These working parts of the equipment can be straight or conical.
The use of such machines leads to the fact that during the heating process of the feedstock, its mixing and homogenization is carried out more thoroughly. Ultimately, a homogeneous and degassed mass arrives at the head for molding products.
The following point should be noted: in certain technological processes, extruders with a larger number of screws can be used - up to 4. In addition, a planetary automatic machine is often used, when the number of screws rotating around the central screw reaches 20.
The need to use such equipment arises when certain types of plastics are used as feedstock, which tend to break down when exposed to high temperatures. In other words, they may lose their basic physical qualities. Thus, the use of such extruders ensures heating of raw materials due to friction and high pressure.
Production of PVC profiles
Currently, plastic and composite profiles are in demand. In most cases, manufacturers make them using the extrusion method. To manufacture such products, depending on the material used, as well as the complexity and shape of the product, single- or twin-screw machines are used, which have corresponding molding heads.
The range of products produced using extruders is quite wide, ranging from thin threads and strips to sheets of large panels that have a profile of complex geometry. Plastic windows and doors, produced today by many companies, are assembled using PVC profiles, which are made on extrusion equipment.
When producing PVC profiles, many manufacturers add special components to the polymer composition, which makes it possible to produce complex composites. For example, today many manufacturers produce wood-plastic products, which are often used for the manufacture of various building structures.
Pipe manufacturing
In an area such as the production of tubular products, an important condition is the absence of gas bubbles in the homogenized mixture. For this reason, manufacturers equip extruders that are used in the production of such products with degassing systems. In most cases, screw installations are used.
Extruder welding
If the device is not used for the first time, then it is necessary to remove the filler material used previously. Even if it is of the same composition. Repeated heating of the filler material reduces its strength.
Before directly starting welding, it is necessary to remove the cold start locks, heat the machine and welding shoe to the temperature required for work, and adjust the performance.
During the welding process, it is necessary to maintain the desired angle of inclination of the welding machine, depending on the type of seam being made. If you need to take a break, the extruder must be placed on a special stand. If you are planning a long break, reduce the temperature by about 40-50 degrees. Such a decrease in temperature will allow the heating of the filler material to be stopped and operation to be resumed quickly.
Thus, welding with a manual welding extruder is one of the easiest to use among other types of welding and with the use of other devices. You don't need to be a professional at all. You just need to follow the operating instructions for the extruder and follow the above rules when working with the device and the materials being welded.
Should I choose a hair dryer or an extruder?
If in the manufacture of products you use sheet plastics with a thickness of more than 10 mm, if you require a high-quality and durable connection and you have a budget of 100,000 rubles or more, then choose a welding extruder. For this money, the device will be equipped with an air heater with a built-in temperature controller, it will have good power and performance, and the welding seam will be performed in one pass. In addition, you can adjust the auger speed in the range from 20 to 100 percent.
A welding hair dryer is 4-5 times cheaper than a welding extruder, 1.5 times smaller in size and weighs no more than 1.3 kg including the cord, while even the smallest extruder weighs from 4 kg.
A welding gun is a universal little helper, without which no production can do. Consumables for a hair dryer are relatively inexpensive, so even a novice welder can afford to operate it. The hair dryer is great for repairing car bumpers and welding containers with a wall thickness of up to 6mm, as well as for use in hard-to-reach places when repairing plastic products.
To perform various welding seams, you will need welding attachments, which you can also purchase from our company.
Technology and general principles of polypropylene welding
Welding polypropylene sheets involves joining parts by heating the material without changing its chemical composition. The polymer binds together to create a viscous-fluid state when heated.
Do-it-yourself polypropylene welding can be done using a special gun with hot air supply (hair dryer). In the design of such a device, the air is heated evenly, which creates a good environment for welding polymer parts.
IMPORTANT: when using manual welding machines, it is necessary to take into account the fact that when welding elements slowly, the material around the seam is usually subjected to the greatest heating, which reduces its technical performance and, as a result, the quality of the seam.
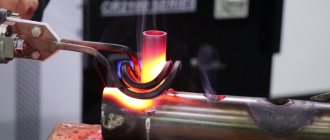
An extruder, as a device for welding polypropylene, is also often used in production. This process is carried out in a dry, warm room. The joint surfaces (edges) of the parts to be welded must be cleaned with fine sandpaper.
A special filler rod enters the extruder, which, when heated, welds the necessary elements. The cooling time for such welding is approximately 5-7 minutes.
A mechanical welding machine for polypropylene is used mainly in cases where it is necessary to exert maximum effort so that the edges of the parts come into contact with each other. It is not always possible to achieve this with the help of improvised means.
Welding polypropylene (the video is on the website) mechanically involves the use of a special support frame with an instrument block and a hydraulic unit. This frame has special grips on both sides, between which liners are installed to maintain optimal pressure distribution on the elements being connected.
A welding machine for polypropylene has a heating element, which is a disk with a special coating. Inside this disk there are heating components (heating elements), and outside there are temperature control sensors and thermostats.
The more accurate the readings of the temperature sensor, which is built into the machine for welding polypropylene, the better the quality of the machine itself. The highest quality units are considered to be those with electronic thermostats (thermistors that are capable of measuring temperature close to the couplings and mandrels).
IMPORTANT: regardless of the thermostat used, after heating the welding machine, you still need to wait a few minutes so that the temperature on the nozzles is as close as possible to the one shown by the sensors.
Welding polypropylene sheets in some cases also involves the use of various auxiliary materials (calibrator, chamfer, scissors, trimmer, cleaning fluid, etc.).
Main technical indicators of polypropylene
Polypropylene, as a synthetically non-polar thermoplastic material, is produced industrially from macromolecules with an isotactic structure. At room temperature the material is insoluble in organic liquids, but it can dissolve in some types of solvents when heated to high temperatures.
Polypropylene is resistant to alkalis, acids, salt solutions and other inorganic aggressive environments, has a low level of moisture absorption, high electrical insulating properties, good mechanical properties, increased rigidity and a high level of impact resistance.
Safety requirements for welding polypropylene
During the welding process of polymer products, several rules must be followed:
- operating temperature – not lower than 5°C;
- welding of polypropylene sheets can be carried out not only indoors, but also outdoors;
- at low temperatures (below 5°C) the technological pause may be too close to zero;
- Before performing welding work, it is mandatory to clean the welding nozzles to avoid the ignition of plastic residues and the release of carbon dioxide;
- if the room where welding is carried out is poorly ventilated, the release and accumulation of harmful gases is possible;
- For welding work with polypropylene, it is recommended to have special protective gloves and goggles (face protection mask).
For a more detailed introduction to the process of joining two polymer sheet products, it is recommended to watch the polypropylene welding video.
More on this topic on our website:
- Welding polypropylene pipes - instructions for welding with a soldering iron The connection of this type of material has its own characteristics. Special welding equipment is used for welding polypropylene pipes....
- Welding polypropylene pipes - process video Due to their low cost and ease of connection, plastic pipes occupy a leading position in the installation of heating and plumbing systems. Compared to metal structures, polypropylene pipes...
- HDPE welding of plastic pipes - video on how to properly weld polyethylene Polyethylene pipes are a popular material that is used in construction. They are used for pressure and non-pressure pipelines. Among the advantages of such pipes, light weight should be highlighted, and…
- Inverter welding on aluminum - the basics for beginners Aluminum is a very common metal used everywhere, both at home and in production. Being a non-ferrous metal, aluminum is much more difficult to weld than “chernukha”….
Share a link to this material with your friends on social networks (click on the icons):