The tables presented in this material show the dimensions of ball bearings, such as the diameter of the inner and outer rings, as well as the width of the bearing. Thus, you can easily find out the dimensions of a bearing of a certain model or series, as well as determine the number based on the available dimensions.
Below we will provide a short explanation and drawings of ball bearings, so that those who have not encountered this before can easily read and understand the dimensions and identify the models.
Varieties
There are three large groups, we will tell you more about each of them below.
Radial
Between two cages with technological grooves there are rolling elements in one or two rows, fixed in the cage. All this must be lubricated or covered with a protective casing to prevent dirt from entering.
A similar model is where the outer hoop is processed from the inside into a hemisphere, but the axis of the housing hole and the rotation shaft are not fixed. This technical solution is used in agricultural machinery when it is impossible or impractical to combine the planes of rotation and fastening. They are called floating.
Radial ball single row bearing, table of sizes and series
| ISO | Analogue GOST | Inner diameter(mm) | External mm | Width(mm) | Weight(kg) |
| 691 | 1000091 | 1 | 4 | 1,6 | 0,0001 |
| 602 | 12 | 2 | 7 | 2,8 | 0,0006 |
The parameters range from three millimeters to several meters. Internal holes make it possible to achieve rotation of the axes from 1 ml, this is used in micromechanics (hand and wall clocks, printers, scanners, measuring instruments, computers, disk drives, coolers). One and a half meter turning points work on heavy mining equipment (excavators, loaders, tunneling machines), on screw drives in shipbuilding, anywhere where large masses are required to be moved.
Supporting
For high loads along the axis of rotation, parts are used that consist of two washers with a groove, between which a separator with spheres is placed. One of the rotation planes rests on the block, and the second surface is fixed on the shaft. They are used in the manufacturing industry, wind turbines and other structures where longitudinal loads exist.
Table of dimensions of thrust ball bearings in millimeters
| Named. ISO | Russia GOST | Parameters in mm dw dg Dg T | Tonnage (Kn)Dyn. Stat. | Weight |
| 54202 | 48202 | 10 17 32 24 | 16,6 24,6 | 0,088 |
| 54205 | 38405 | 5 27 60 45 | 55,6 89,4 | 0,63 |
| 52205 | 38205 | 20 27 47 28 | 27,6 50 | 0,22 |
| 54406 | 48406 | 20 30 70 52 | 72,8 125 | 1 |
Such devices work on the A-pillars of cars and allow the entire rotating unit to move smoothly, constantly supporting the entire weight of the car. Manipulation of the crane boom is ensured by support on a similar product. The junction of a semi-trailer and a heavy-duty tractor also operates on the same principle. In an industry where it is necessary to use strong impacts on materials, not a single machine can do without thrust units.
Support-radial
In cases where it is necessary to provide properties of two types in the model, this mechanism is used. The reaction of the rolling elements is directed both perpendicularly and along the axis. The design can be single or double row.
Due to the combination of multidirectional reactions to force, a product consisting of two such parts provides complete fixation in space. When designing, you can get by with one compact device. The structural features allow for long-term operation without maintenance. Accordingly, the final cost of the product is reduced.
All the types described above are in the trade and production catalogue.
CONTROL METHODS
4.1. The quality of the heat treatment of the balls is checked by hardness.
4.2. The hardness of balls with a diameter of 5 mm or more is controlled according to GOST 9013-59 on a Rockwell device, scale C, by pressing a diamond cone into a spherical surface. The actual hardness of balls with a diameter of 5 to 15.1 mm is determined taking into account the correction for the distorting effect of the curvature of the controlled surface according to Table 6.
Table 6
Note. The actual hardness of balls whose nominal dimensions are not given in Table 6 is determined by interpolation.
4.3. The hardness of balls with a diameter of less than 5 mm is checked by the type of fracture to ensure compliance with the standard.
4.4. The hardness of balls with a diameter of 5 to 10 mm is checked at three points, and those over 10 mm are checked at five points.
4.5. The average diameter and diameter variability are measured by rotating the ball.
It is allowed to measure the average diameter and the variability of the single diameter of balls of accuracy degrees 3 and 5 of all diameters and balls of nominal diameters mm of other degrees of accuracy without rotation, but not less than in three arbitrary positions.
4.6. The measurement of the deviation from the sphericity of the balls is carried out on a device that shows the actual values.
When checking with a circular meter, measurements should be carried out in at least two mutually perpendicular planes. The results obtained should not exceed the values indicated in Table 2.
It is allowed to control sphericity in a prism. The obtained measurement results should not be more than those specified in Table 2 of this standard.
In case of disagreement in determining deviations from sphericity, the arbitration method is to check on a device that shows the actual values.
4.7. Detection of secondary hardening and secondary tempering spots is carried out by cold etching in a nitric acid solution.
After etching, there should be no clearly defined spots of secondary hardening or secondary tempering on the balls.
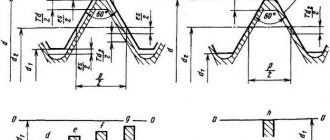
4.8. The balls are tested for destruction according to the diagram shown in the drawing.
4.9. The compression test of the balls is carried out between steel pads of hardness with spherical depressions. The sphere of the recess is outlined with a radius equal to the diameter of the ball. Exposure time 30 s. The balls must be subjected to compression in three mutually perpendicular directions. A compression test is carried out before final machining of the balls.
4.10. The surface roughness of the balls is controlled by measurements using instruments. It is possible to control the roughness by comparison with working samples.
4.11. Inspection of nicks, dents and scratches is carried out with the naked eye in diffused light by comparison with samples.
Preparation method
The main difficulty in production is the high requirements for precision processing of parts. Therefore, if assembly can be carried out by almost all organizations, the production of external races and rolling elements is always carried out at large specialized factories.
The process consists of:
- • Material preparation (quality check, rejection). Here parts that have flaws are removed: microcracks, cavities and foreign inclusions.
- • Formation of blanks. Washers are cut from round timber using a special automatic device, after which they are fed to a press, where a ring is obtained. Then they are sent for rolling and brought to sizes that roughly match the final sample. For each specific case, different molding mandrels are used. The result is a blank that roughly replicates the final product, only a little larger.
- • Machining by turning. The process involves specific machines with program numerical control. Human participation is reduced to a minimum, while the number of defects is reduced. Here the product is brought to the required parameters, achieving an accuracy of one hundred microns or higher.
- • Sanding. The operation allows you to achieve an accuracy of ten Mk or less. The surface acquires a characteristic glossy appearance, necessary for unhindered sliding.
- • Hardening. After this stage, the required performance qualities are achieved. The workpiece is subjected to heating and cooling according to the technological map. In other cases, cementation is used using high-frequency current, then the hardness will be non-uniform.
- • Labeling. Apply with a laser device or similar to welding.
- • Inspection by the Technical Control Department (QCD). In particularly critical batches, parts of the samples are subjected to random testing.
Next, we will tell you how a sliding ball bearing works and how it is assembled. The production of iron peas is a separate technological cycle. The process is reminiscent of rolling shot for hunting cartridges between two frying pans.
Initially, blanks are cut to the required size from a metal rod of slightly larger diameter. After this, the cylinders enter the primary molding, where they pass between two rotating grooved disks. The output is almost perfectly round parts with a tolerance of one hundred microns.
The second step is rough abrasive processing in a roller cutter; long-term mixing of parts and special filler takes place in a large drum. Thus, unnecessary irregularities and roughness are eliminated. After this, hardening is carried out in muffle furnaces to give a strength of 60-62.
The next stage is finishing in a ball grinding machine. The output is a product with a tolerance of ten microns. In some cases, in such installations it is necessary to achieve a higher degree of accuracy. After this, the characteristic shiny appearance that we are used to seeing is acquired. Next comes pre-sale preparation, where they are washed, filtered out, sorted by size and packaged.
Long cylindrical rollers GOST 25255
| nominal diameter D | X | L nominal length | sorting attribute | degree of accuracy |
In the sorting attribute: letter D
rollers not sorted by length are designated by the letter
B
; rollers not sorted by diameter and length are designated.
Three degrees of roller accuracy are established, designated in order of decreasing accuracy by numbers: I; II; III.
The measure of accuracy of long cylindrical rollers is influenced by the following values: - variation in diameter of rollers in a batch - maximum deviations in roller length - variability of diameter - variation in length - cutting - end runout - roughness parameter
Materials for production
When equipment operates, all elements are subject to constant loads, such as mechanical deformation and friction. Therefore, there are a number of strict requirements for the raw materials used. The final product must meet a whole list of qualities:
- • abrasion resistance;
- • ability to maintain caliber;
- • hardness;
- • viscosity;
- • ability to resist repeated deformations.
High-carbon chromium steel is used as the starting material. It is equally good for both cages and the rolling element. But there are cases when the unit is operated under conditions of repeated shock loads. In this option, the parts are made from iron with a low carbon content. The creation of a hard surface is achieved by subsequent saturation. The result is a mechanism with a rigid outer layer and a viscous middle.
The main materials are steel:
- • chromium ShKh 15, 15 ST, 20 ST, ShKh 4;
- • cemented 18ХГТ, 20Х2Н4А, 15 Г 1, 15Х, 08, 10.
Bronze, aluminum, cast iron and plastic can be used to produce separators. This is due to the fact that the main problem is the friction of the rolling element against the race during operation. Deformation loads between these parts are insignificant. This device is designed to distribute evenly around the perimeter of the hoop.
APPENDIX 1 Reference
TERMS USED IN THIS STANDARD AND EXPLANATIONS FOR THEM
| Term | Designation | Explanation |
| Nominal ball diameter | The diameter of the ball, relative to which diameters are determined and which also serves as the starting point for measuring deviations | |
| Single ball diameter | According to ST SEV 1472-78 | |
| Average ball diameter | According to ST SEV 1472-78 | |
| Inconsistency of a single ball diameter | According to ST SEV 1472-78 | |
| Deviation from the spherical shape of the ball | According to ST SEV 1472-78 | |
| Deviation of average ball diameter | According to ST SEV 1472-78 | |
| Degree of accuracy | A certain combination of size variations, deviations from spherical shape, variability in diameter and surface roughness of the ball | |
| Party of balls | A specified number of balls of the same nominal diameter, degree of accuracy and material, manufactured under the same conditions and submitted for acceptance at the same time | |
| Average diameter of balls per batch | Arithmetic mean of the largest and smallest average diameters of balls in a batch | |
| Average deviation from the nominal diameter of balls in a batch | Algebraic difference between the average diameter of the balls in a batch and the nominal diameter of the ball | |
| Variation in size of balls by diameter in a batch | According to ST SEV 1472-78 |
Marking of spheres for ball bearings, their sizes and interpretation
The main value is the diameter, designated in the tables by the letter d. The industry produces models with dimensions from 0.25 to 150 mm.
To make it easier to work with friction-reducing units, the parameters of the links have been unified. The industry produces them in a strictly defined format. According to the accuracy class, the product is marked with numbers: 3; 5; 10; 16; 20; 28; 40; 60; 100; 200, which indicate the level of processing. The lower the value, the rougher the execution.
The standard weight is calculated from the steel density of 7.85 kilograms per decimeter. The letter H is placed in the marking before the linear gauge, in cases of use in standard rolling mechanisms. In other versions, the abbreviation B is used.
The size table for ball diameters of ball radial and roller bearings is given below
| Distance in mm | In inches | Weight 1000 pcs in kg |
| 0,300 | — | 0,00011 |
| 0,400 | — | 0,00026 |
| 0,600 | — | 0,00089 |
| 0,680 | — | 0,00129 |
Symbol of balls according to GOST 3722
| Ball | Additional designation | Ball diameter, mm | Degree of accuracy | Ball group | GOST standard |
For example:
Ball H 25.4 G 20 ball with a diameter of 25.4 mm with 20 degrees of accuracy
Ball diameter:
designation of nominal diameter in millimeters
There are 11 degrees of precision
balls according to
GOST
: G 200; G 100 ; G 60; G 40; G 28; G 24; G 20; G 16; G 10; G 5; G 3; (listed in order of increasing accuracy)
Accuracy classes
steel balls according to
DIN 5401
: G700, G600, G500, G300, G200, G100, G80, G40, G28, G20, G16, G10, G5, G3 (listed in order of increasing accuracy)
Characteristic
They are divided into groups according to design features and areas of application. Each sample has its own parameters:
- • Dimensions include the size of the shaft and fit, the width of the holder.
- • Weight depends on the version.
- • Degree of protection (open, partially closed, completely sealed).
- • Permissible loads.
- • Possible revolutions.
Most of the information is encrypted in the markings. For example, a radial single row is signed like this:
- • the first field indicates the width;
- • variety in design;
- • configuration;
- • number 0;
- • data on diameters;
- • shaft fit standard.
Additional letters indicate technical features, such as row row and separator material.
Short cylindrical rollers GOST 22696
| nominal diameter D | X | L nominal length | sorting attribute | degree of accuracy |
In the sorting attribute: letter D
rollers not sorted by length are designated by the letter
B
; rollers not sorted by diameter and length are designated.
For short cylindrical rollers, 6 degrees of accuracy are established: I, II, IIA, III, IIIA, IV.
The measure of accuracy of short cylindrical rollers is influenced by the following values: - maximum deviations of the average diameter of the roller - variation in the size of the rollers by diameter in a batch - variability of diameter - variation in length - maximum deviations of the length of the rollers - cutting - taper - end runout
Table of ball bearings by size, how to choose them
You can get detailed information on the trade and production website. They provide a wide range of similar products.
| ISO name | Russia analogue of GOST | Rolling distance | Number |
| 608 | 18 | 3,97 | 6 |
| 624 | 24 | 2,38 | 6 |
| 627 | 27 | 3,97 | 7 |
| 693 | 1000093 | 1,58 | 6 |
| 698 | 1000098 | 3 | 8 |
| 6001 | 101 | 4,76 | 8 |
Classification of rolling bearings
Rolling bearings can be classified into several types. Based on such a parameter as the type of rolling, these products are divided into ball and roller.
Based on the criterion of perceived loads, these products are divided into the following types:
Based on such a parameter as the number of rolling rows , these products are divided into:
The state standard divides these products into 11 types. Important characteristics are the outer and inner diameters and thickness. The quality of workmanship is of great importance, since the machine’s efficiency, performance and service life depend on it. On modern machines, contact products are most often installed, and along with them, non-contact bearings of different diameters and sizes.
Metal Ball Usage Chart
| Caliber in mm | Marking | Number of peas in pieces |
| 1,587 | 13; 60113; 80213; 1060393; 1080093 | 6 |
| 33; 60223; 80123; 160023; 180023 | 7 | |
| 2,381 | 24; 60424; 80024; 160024; 180324 | 6 |
| 1000096; 1060096; 1080096 | 8 | |
| 1000802; | 12 | |
| 3,500 | 1002099; 1063099; 1080499 | 7 |
| 1050903 | 11 | |
| 1, 300 | 2003083 | 7 |
| 1006084 | 9 | |
| 2,000 | 1007094; 1060394; 1980494 | 7 |
| 1007095; 1060695; 1080595 | 8 | |
| 1007088 | 10 |
Main types of products
Radial ball bearings are a component with a wide range of applications. They can be used in conditions where it is not possible to apply persistent modifications. These products are designed for radial load . In addition, they are able to withstand small axial loads. One of their features is good speed performance. However, they cannot withstand shaft distortions. In addition, they have a low load capacity. If we talk about the leaders in the production of these products, then these are companies from Sweden and Japan.
Thrust ball bearings are products of a certain diameter, designed to operate under axial load. This type of ball bearings cannot withstand radial loads. They are characterized by high speed qualities, but their load capacity is quite low.
Single row thrust bearing
One of their features of such products is that they can be operated under light loads and low speeds . The state standard divides this type of product into single and double.
Radial thrust bearings are similar in design to radial thrust bearings. The main difference between these products is that they must work simultaneously with both axial and radial loads. If these conditions are not met, then such products will not be able to be used. When used, they provide good speed.
It must be said that these products can be combined into duplexes and triplexes. This provides them with the ability to withstand axial and radial loads simultaneously. This variety is widely used in the production of machine tools and in the automotive industry.
Double row radial bearings
This type of product was invented in 1907. The inventor of this type of product was Sven Vingquist. He later became the founder and head of the Swedish company SKF. Thanks to his invention, it became possible to transfer all the power from one steam engine to weaving machines located in the workshop. The invention created by the engineer was based on a ball bearing. However, the product had certain differences. The main thing was that it had a spherical surface located on the outer ring. This makes it possible for the tides to function. Due to this, he could work with bending and misalignment of the shafts.
Spherical ball bearing
Products of this type are characterized by a high degree of susceptibility to radial loads. In addition, such a product, which could be of a certain diameter, is only able to withstand minor axial loads. The name of these products is associated with the presence on their inner surface of an outer ring having a spherical surface. The spherically machined raceway allows the product to self-align. These products can be used in units equipped with non-rigid shafts.
Parameters, characteristics and dimensions of ball bearings in the table.
| Type name | Marking | d | D | b | r | Weight, kg) |
| 60000 | 80000 | 3 | 10 | 4 | 0,3 | 0,002 |
| 60025 | 80025 | 5 | 16 | 0,5 | 0.006/td> | |
| 600200 | 80200 | 10 | 30 | 9 | 1,0 | 0,032 |
| 60203 | 80203 | 17 | 40 | 12 | 1,0 | 0,065 |
| 60205 | 80205 | 25 | 52 | 15 | 1,5 | 0,125 |
| 6027 | 8027 | 35 | 72 | 17 | 2,0 | 0,290 |
ACCEPTANCE RULES
3.1. An acceptance inspection should be carried out to verify that the balls comply with the requirements of this standard.
3.2. During acceptance inspection, balls are checked for compliance with:
clause 2.2 - 0.03% of the lot (for balls with a diameter of up to 45 mm - no less than 5 pcs. and no more than 10 pcs.);
for balls with a diameter over 45 mm - at least 2 pcs. and no more than 5 pieces;
clauses 2.4 and 2.6 - 0.1% of the lot, but not less than 5 pcs. and no more than 50 pieces;
clause 2.7 - 0.03% of the lot, but not less than 5 pcs. and no more than 50 pieces;
table 4 - 3 pcs. from the party.
3.3. If the balls do not comply with at least one requirement of this standard, re-inspection of a double number of balls taken from the same batch is carried out according to the same parameters.
The results of re-inspection apply to the entire batch.
Scope of application
This node is widespread. Wherever the shaft rotates, one type or another is used. It allows you to extend service life, reduce friction losses and prevent overheating. Depending on the application conditions, the grease for ball bearings also differs.
Open models are used inside mechanisms, usually in the presence of liquid oils, such as Nigrol, Litol, Avtol. Lubrication and cooling occurs due to circulation within the structure. Closed models are supplied from factories already processed and refractory. In special cases, graphite is used, which has the property of reducing friction.
Rolling units based on spherical links are found everywhere: in watches; in household appliances (hair dryer, vacuum cleaner, mixer, microwave oven, sewing and washing machines); in hand tools; in any vehicle with wheels and an engine. Light, food, heavy, and manufacturing industries use such parts of a wide variety of sizes (from 1.5 mm to 3 meters or more).
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
5.1. To protect against corrosion, the balls must be preserved and stored in conditions that comply with GOST 9.014-78.
At the request of the consumer, it is allowed to use preservation methods and storage conditions not provided for by GOST 9.014-78.
5.2. Balls of one batch, except those intended for own production, after preservation, are packaged in cardboard boxes lined with waxed paper or plastic film, or plastic boxes, and then in boxes in accordance with GOST 16148-79. It is allowed to use other types of transport containers that ensure the safety of the internal packaging, do not allow droplets of liquid moisture to get inside and do not emit corrosive substances,
The boxes must be lined from the inside with bituminous paper in accordance with GOST 515-77 or polymer film in accordance with GOST 16272-79, GOST 10354-82 or other materials (paper, film, etc.) that ensure the safety of the balls.
5.3. After preservation, balls weighing more than 1.3 kg are wrapped in moisture-proof material and packed in individual boxes.
After preservation, balls with a diameter of up to 1.5 mm are packaged in plastic tubes and then in boxes. It is allowed to pack test tubes in one box and boxes with balls of the same nominal diameter, the same degree of accuracy, but with different deviations in the average diameter of the balls, in one box.
Balls with a diameter of over 20 mm may be packed in boxes without boxes.
The placement of the balls in a box or test tube must be tight so that they do not move during transportation.
5.4. The weight of the box with packed balls should not exceed 50 kg. After filling, the boxes must be covered with a steel strip.
5.5. A passport is inserted into each box or test tube with balls, which must indicate:
name or trademark of the manufacturer;
symbol of balls;
average deviation from the nominal diameter of balls in a batch;
mass or number of balls;
preservation date (month, year);
technical control stamp of the manufacturer.
5.6. After placing the balls in them, the boxes can be covered with a parcel post. The parcel or box must indicate:
name or trademark of the manufacturer;
symbol of balls;
average deviation from the nominal diameter of balls in a batch;
mass or number of balls;
preservation date (month, year).
Note. It is allowed to replace the parcel with other packaging means that ensure the safety of the packaging. In this case, the data given in clause 5.5 must be printed on the box or label.
5.7. The boxes must be packed tightly into the box to prevent them from moving during transportation.
The voids in the box should be filled with paper or cardboard waste.
5.8. Each box must contain a passport indicating:
name or trademark of the manufacturer:
symbol of balls;
mass or number of balls;
preservation date (month, year);
technical control stamp of the manufacturer.
5.9. Transport markings (main, additional, informational inscriptions and handling signs) must be applied to the label or directly to the box in accordance with GOST 14192-77.
Additionally you should indicate:
name or trademark of the manufacturer;
symbol of balls;
number or mass of balls;
manipulation signs: “Caution, fragile!” “Afraid of dampness” according to GOST 14192-77.
5.10. Balls should be transported by means that ensure their safety and protection from precipitation. It is allowed to transport balls in packages from boxes, laid according to a certain pattern on a pallet or without it, covered with metal tape or other material that ensures the shape of the package remains unchanged during transportation.
5.11. The consumer should store the balls in the warehouse only in the packaging of the manufacturer. The warehouse premises must have a constant temperature (20±5) °C and a relative humidity of no more than 70%.
How to disassemble a spherical ball bearing: video
At first glance, it is not clear how the rolling elements can get between the races. In fact, the process goes like this:
- The separator is removed. Usually the two halves are fastened with rivets, which are removed by drilling.
- After this, the remaining insides are rolled close to each other and the ring is freely removed.
The radial support device allows you to remove two halves of the hoop. The floating one is easily separated after removing a few metal peas. This is achieved by extending the antennae that hold them in place. In samples with a bronze divider, a special technological hole is made, from which dismantling begins.
History of origin
The bearing is a part that was invented quite a long time ago. The first finds that can be considered as prototypes of modern ball bearings date back to the Stone Age. At that time, ancient man already had the skills to drill holes in stone. Thanks to them, the first sliding bearing was created. The predecessors of the modern roller bearing in ancient times were wooden logs that people used to move heavy loads. They were actively used in Ancient Egypt, where they were used to move heavy stones to the construction site of the pyramids.
In 330 BC, the first prototype of a rolling bearing was invented. It was invented by Diad, an engineer who lived during the times of ancient Greece. Leonardo da Vinci used rolling bearings in his inventions. Metal bearings close to modern designs appeared in 1785. England is considered to be the birthplace of their invention. It was only at the end of the 19th century that mass production of ball bearings began. This was largely due to the introduction of abrasive processing.
If we talk about a turning point in the history of these products, then 1853 is that year. It was at this time that the engineer Friedrich Fischer designed the first bearing bicycle . After some time, in the 20s of the 19th century, roller bearings became widely used. A few decades later, needle and tapered bearings appeared.
How different types of ball bearings are assembled: photo
The inner ring is placed in place when the rolling elements are assembled flush together. After this, they are distributed evenly around the perimeter, and a structure is placed on them on both sides, fixing the position, and the halves are fastened together with rivets.
Technology does not allow adding more, because assembly will become impossible. If a lot of pressure is created on the assembly, then the developers place a larger number of balls, but for this they have to make a technological hole in one of the cages. With this assembly method, the area of support is doubled. Fixation is carried out using a bronze device. The disadvantage is the high cost.
Model with a spherical body. In this case, we can rotate the inner ring ninety degrees relative to the outer one. If four peas are missing from the set, then the entire assembly can be easily removed and inserted. This becomes clear from the photo. Installation on the inner surface is carried out by bending the holding antennae.
Bearing classification
Currently, bearings are generally understood as parts of different diameters and sizes, made of metal, which are components of a support that support various movable structures. If we talk about the main function of a ball bearing, it is to transfer loads from a moving unit to other structural elements with less resistance.
At the moment, there are several varieties of these products, differing in operating principles. Based on this criterion, they are usually divided into the following types:
- rolling;
- slip;
- gas-dynamic;
- dynamic;
- magnetic.
In the mechanical engineering industry, two types of these products are most widespread:
Next, we will take a closer look at what kind of device a ball bearing has.
Speaking about its design, it is necessary to note two rings that act as the main elements. In addition, a component of such products is a rolling body and a separator. Note that some bearings do not have a cage.
Rolling bearings of different diameters and sizes , which do not have a cage, have a high load capacity. However, they have low speed characteristics. The raceways in such products are located on the end surface of the ring, as well as inside it. When products operate, the rolling body moves along them.