Thermal improvement of metal
(
heat treatment
) is a double heat treatment of iron-carbon alloys, consisting of
hardening
to martensite followed by high
tempering
(at T = 550.650°C). [1]
When is thermal improvement of steels used?
: As a result of quenching, the steel usually acquires a martensite microstructure (with some retained austenite).
Sometimes the structure of sorbitol (See Sorbitol, sorbitization), troostite or bainite can be obtained in steel after quenching. Since martensite has high hardness and strength, and has low ductility, its mechanical processing is difficult, and destruction is likely due to brittleness. In the process of thermal improvement of steel,
tempering leads to the decomposition of quenched martensite and the formation of tempered sorbitol, as a result of which internal stresses in the steel are reduced. As a result of heat treatment - improvement - the ductility and toughness of steel increase, while the strength and hardness of the metal retain good performance.
Effect of heat treatment on quality
Steel in its original state is a fairly plastic mass and can be processed by deformation.
It can be forged, stamped, rolled. To change the mechanical properties and achieve the required qualities, heat treatment of the metal is used. The essence of thermal or heat treatment is the use of a set of operations for heating, holding and cooling hard metal alloys. As a result of such processing, the alloy changes its internal structure and acquires certain properties necessary for the manufacturer and consumer.
Critical points
Critical points are temperatures at which the structure of steel and its phase state change. Calculated in 1868 by the Russian metallurgist and inventor Dmitry Konstantinovich Chernov, therefore they are sometimes called Chernov points.
Such points are designated by the letter A. The lower point A1 corresponds to the temperature at which austenite turns into pearlite when cooled or pearlite into austenite when heated. Point A3 is the upper critical point, corresponding to the temperature at which ferrite begins to separate during cooling or its dissolution ends when heated.
If the critical point is determined during heating, then the index “c” is added to the letter “A”, and when cooling, the index “r” is added.
For this steel, the following critical point temperatures are determined:
Algorithm for heat treatment of steel and alloys:
- annealing:
- hardening;
- vacation;
- normalization;
- aging;
- cryogenic treatment.
Heat treatment for 40x steel. Characteristics of the temperature regime in accordance with the requirements of GOST 4543–71:
- hardening of steel 40x in an oil environment at a temperature of 860*C;
- tempering in water or oil at a temperature of 500*C.
As a result of this heat treatment, this steel acquires increased hardness (HB hardness number no more than 217), high tensile strength (980 N/m2) and impact strength of 59 J/cm2.
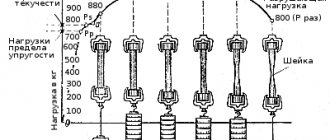
Yield strength
Speaking about mechanical properties, it is necessary to mention such an important characteristic as the yield strength. If the applied load is too great, then the structure or its parts begin to deform and not elastic (completely disappearing, reversible), but plastic (irreversible residual) deformations appear in the metal
In other words, the metal “flows.”
The yield point is the boundary between elastic and elastoplastic deformations. The value of the yield strength depends on many factors: heat treatment mode, the presence of impurities and alloying elements in the steel, microstructure and type of crystal lattice, temperature.
In metallurgy, a distinction is made between the concepts of physical and conditional yield strength.
The physical yield strength is the stress value at which the deformation of the test specimen increases without increasing the applied load. In reference books, this value is designated σt and for grade 40x its value is no less than 785 N/mm2 or 80 KGS/mm2.
It should be noted that plastic (irreversible) deformations do not appear in the metal instantly, but increase gradually, with increasing applied load. Therefore, from a technology point of view, it is more appropriate to use the term “conditional (technical) yield strength.”
The conditional (or technical) yield strength is the stress at which the prototype receives a plastic (irreversible) elongation of its calculated length by 0.2%. In the tables this value is designated as σ 0.2 and for steel 40x it is:
- at temperatures from 101 to 200*C - 490 MPa;
- at temperatures from 201 to 300*C - 440 MPa;
- at temperatures from 301 to 500*C - 345 MPa.
https://youtube.com/watch?v=CUV4o6sd6VY
Improvement technology
When hardening or hardening, the heating temperature is selected based on the composition of the metal. If for structural medium-carbon steels it can be selected according to the iron-carbon diagram, then to obtain austenite in a metal containing alloying elements (chromium, molybdenum, vanadium, nickel and others), it is necessary to increase the heating temperature.
Intensive cooling is carried out in two media: water and oil. Carbon metals should be cooled in water, and alloyed metals should be cooled in oil, since the aqueous environment can provoke the formation of internal cracks and deformations.
The internal structure of martensite can be transformed by medium or high tempering. The tempering temperature largely depends on the percentage of alloying elements.
History and technology of steel annealing
Annealing steel involves the use of variable temperatures: heating to high values without loss of shape and cooling at a given temperature conditions leads to structural changes in the crystal lattice, the alloy receives new qualities needed to solve specific problems.
Annealing steel improves the technological characteristics of metals. It is customary to distinguish between 2 types of annealing - 1st and 2nd kind.
In the first case, the impact is carried out by cold hardening, which reduces internal stresses by recrystallization. This eliminates the effects of pressure treatment, reducing strength characteristics and increasing ductility. Products acquire increased reliability and durability.
The second type of impact includes heating the rolled product to a level exceeding critical points in special cooling modes in terms of duration and temperature. The result is a qualitative change in the structural lattices and obtaining the specified characteristics of the material. Annealing carries a risk of burnout. The occurrence of irreversible negative changes in the structure leads to the remelting of rolled products and products.
Chernov points
Calculation of temperature regimes is carried out using the ones discovered in 1868 by the Russian scientist D.K. Chernov critical points, depending on the temperature and % carbon content, at which the phase states and structural structure of metals change. Chernov’s discovery is the foundation for the creation of the science of metals: for the first time, a connection has been established between the processing mode, the structural appearance and characteristics of alloys. The use of critical points makes it possible to construct various modes of metal heat treatment. Chernov points are designated by the letter A with the addition of an index indicating the correspondence of the point to the influence:
- “c” - heating, from the French chauffage - heating;
- "r" - cooling, refroidissement - in French.
Diagram built on Chernov points:
Section “I” in the diagram corresponds to hypoeutectoid steel. The intersection of the diagram line, horizontally temperature and vertically, corresponding to the % carbon content in the alloy, determines the required critical values.
During the heating process, section “I” passes the following critical points:
- At a temperature of 210°C, the dotted line passing along the QP line intersects the point Ac 0, which marks the loss of cementite’s magnetic properties.
- t=727°C on line PG there is point Ac 1 of transformation of pearlite into austenite.
- t = 768 ° C on the PG line there is a point Ac 2 of loss of magnetic properties - magnetic iron turns into non-magnetic.
- A subsequent increase in t° until it intersects with the GS line indicates the transition of the steel alloy to a single-phase austenitic state (recrystallization ends. The temperature of this point depends on the composition of the particular metal.
Cooling does not change the point numbers and does not cause a reverse restructuring of the material.
Line “II” is built for eutectoid steels.
In industry, for heat treatment of rolled products and products, the following structures are used in furnaces:
- chamber - for small-volume workpieces;
- mines - run on gas and electricity, perform various technological tasks;
- furnaces with retractable floors - processing of large-sized rolled products and components;
- vacuum - for fast-flowing alloys, refractory metals, titanium, copper.
Hardness measurement by indentation of a diamond cone or steel ball (Rockwell method)
According to the Rockwell method, the hardness of metals is determined by pressing a steel ball with a diameter of 1.588 mm into the test sample (product) under a load of 100 kg or a diamond cone with an apex angle of 1200 under a load of 60 or 150 kg. A diagram for determining Rockwell hardness is shown in Figure 3.3.
When testing, a preliminary load P0 equal to 10 kg is first applied, and then a normal load P equal to 60, 100 or 150 kg (GOST 9013-59). The difference in penetration depths of a ball or diamond under loads P0 and P (h-h0) characterizes hardness. The smaller this difference, the harder the material being tested, and, conversely, the larger this difference, the softer the material.
Rockwell hardness numbers are denoted HR and are calculated using the formula.
where h0 is the penetration depth in mm of the tip under the action of preload P0; h – depth of penetration of the tip under the influence of the total load; K – constant value; for a ball K=0.26 and for a cone K=0.2; C is the value of the dial division of the device indicator, corresponding to the recess of the tip by 0.002 mm.
Thus, Rockwell hardness is expressed in arbitrary units.
In practice, Rockwell hardness numbers are usually not calculated using the above formula, but are counted on the indicator scale of a TK type device directly during the test (Figure 3.4).
The zero division of the black scale coincides with the initial position of the arrow. The red scale is shifted relative to the zero division of the black scale by 30 divisions in the direction opposite to the movement of the indicator arrow when inserted with the tip. Consequently, the initial division of the red scale coincides with division 30 on the indicator dial. This shift is made for the reason that the depth of indentation of the ball often exceeds 0.2 mm, and then the arrow, when indented, would rotate by more than 100 divisions, i.e. the hardness values could be negative. The large arrow is used to indicate hardness, and the small arrow is used to control the amount of preload.
Hardness can be measured using a TK device:
— Diamond cone with a total load of 60 kg (preliminary - 10 kg and main 50 kg). The hardness value is determined using the black C scale and is designated HRA. This scale is used for testing super-hard alloys (for example, tungsten carbides), thin sheet material and for measuring the hardness of thin surface layers (0.3-0.5 mm) or thin plates;
— 1/16 inch steel ball with a total load of 100 kg (preliminary - 10 kg and main 90 kg). The hardness value is determined using the red scale B and is designated HRB. Scale B is used for testing medium-hard metals and for testing products with a thickness of 0.8 to 2 mm.
Based on experimental work, a relationship has been established between Rockwell hardness numbers (at HRC>20) and Brinell hardness numbers
The advantages of the Rockwell method include high productivity, ease of maintenance, measurement accuracy and preservation of a high-quality surface after testing. It is not recommended to use this method for determining the hardness of alloys that are heterogeneous in structure (cast iron), for testing curved surfaces with a radius of curvature of less than 5 mm, and for testing parts that can deform under load.
How the process works
It is almost impossible to carry out such a metal processing procedure at home. This requires the use of industrial equipment and working gas mixtures. Processing takes place in several stages:
- The nitriding process begins after grinding the workpiece and bringing it to its final dimensions.
- Further, places that do not need to be saturated with nitrogen are protected from its effects. The protective layer is made from liquid glass or tin, which is applied to the surface of the workpiece during the electrolysis process.
- Metal nitriding is carried out.
The last stage is the finishing of the part. This may involve additional sanding or polishing.
Heat treatment of steel 45
Thermal treatment
of steel 45
, as well as heat treatment of any other grade of steel, is carried out to improve the technical characteristics of this material.
This treatment involves initial heating of the metal and its subsequent cooling. Actually, depending on the heating time of the material and the cooling rate, heat treatment of steel 45
and other grades is divided into 3 sequential operations:
- Annealing steel 45
- Hardening steel 45
- Steel tempering 45
Annealing steel 45
- this is heating the material in a special furnace to a very high temperature and its subsequent cooling, which is carried out naturally, that is, together with the furnace. There is first-order annealing, in which heating reaches critical values, but does not exceed them. There is also annealing of the second kind, in which the temperature already exceeds a critical level and leads to some changes in the structure.
One way or another, any of these methods allows you to get rid of the heterogeneity of the composition, as well as relieve the internal stress of the material and achieve a granular structure. In addition, annealing 45 steel will help reduce the hardness of the alloy, which will greatly facilitate the further processing process. It is noteworthy that annealing of the second type is divided into the following several categories, differing in their purpose and execution:
- diffusion annealing
- full annealing
- partial annealing
- isothermal annealing
- recrystallization
Typically, full annealing is used for carbon steels. The essence of this technology is that the workpieces are heated to a temperature that exceeds the critical point (upper point Ac3) by approximately +30°C to +50°C. After this, steel 45 is cooled at a slow rate from +150°C to +200°C until its temperature is equal to the temperature value in the operating range from +500°C to +550°C.
By the way, during annealing of the first and second types, the material is cooled in the furnace in which the heating was carried out. If the cooling process is already carried out in the open air, then this technology will not be called annealing of steel 45, but normalization. Since cooling occurs faster when steel is normalized, pearlite acquires a thin structure and the greatest hardness. Therefore, normalized steel is harder than annealed steel.
Steel tempering 45
Steel 45
tempered immediately after the hardening stage.
This type of heat treatment is needed in order to significantly reduce or completely remove the residual stress in the material that appeared after changing the structure through hardening. In general, tempering steel 45
also makes it possible to increase the toughness of workpieces and reduce their brittleness. However, this process slightly reduces the hardness of the steel.
45
tempering process , depending on the temperature, is carried out through:
- ovens with forced air circulation;
- special baths with saltpeter solution;
- special baths with mineral oil;
- baths filled with molten alkali.
Principle of steel tempering 45
consists in the fact that the material is initially heated to a point lower than the critical level, and then cooled. However, this heat treatment mode has several different methods of implementation, which will differ from each other depending on the cooling rate of the workpiece and its heating temperature. The tempering of carbon steels is usually classified into the following 3 categories:
- High. The steel heating temperature will be from +350°C to +600°C to a critical point. As a rule, this method is used for metal structures.
- Average. The processing temperature ranges from +350°C to +500°C. This method is mostly used for spring products and springs.
- Short. The heating temperature of the workpiece does not exceed +250°C. This method is usually used to achieve high strength and wear resistance.
Table of heat treatment values for steel 45
| steel grade | Hardness (HRC) | Quenching temperature, °C | Temperature, °C | Hardening temperature HDTV, °C | Annealing temperature, °C | Quenching medium |
| Steel 45 | 20…25 | 820…860 | 550…600 | Water | ||
| 20…28 | 550…580 | |||||
| 24…28 | 500…550 | |||||
| 30…34 | 490…520 | |||||
| 42…51 | 180…220 | |||||
| 49…57 | 200…220 | 880…920 | ||||
| Up to 22 | 780…860 |
Cold brittleness
Negative temperatures contribute to the transition to a brittle state, which affects ductility and toughness. When exposed to dynamic loads at low temperatures, parts are destroyed. When selecting the material from which parts will be made that operate under extreme conditions, first of all they use such a parameter as cold brittleness.
Cold brittleness threshold depending on nickel content
The graph characterizes that the increased presence of nickel increases the cold brittleness threshold. This value is also influenced by molybdenum.
The fine-grained structure obtained during high tempering helps to increase the cold brittleness index.
Dependence of the cold brittleness threshold on grain size
The graph shows the dependence on grain size:
1 – grain size 0.002-0.01 mm;
The presence of sulfur and phosphorus negatively affects the formation of a fine-grained structure.
The wrong choice of material for the manufacture of products operating in the far north and polar regions has more than once led to catastrophic consequences. For example, a shaft made of st. 40 and improved in a temperate climate, it works for more than one year. And in Chukotka, when the frost is more than 50°C, it will break down in the first months of operation.
Steel production
The latest metal mining technologies make it possible to produce steel. It is formed by combining carbon with iron and various gelling elements (if there is such a need). There are several ways to smelt it. Here are the most highly productive and modern:
- Electric melting. The essence of the method is the smelting of high-quality alloy steel using arc furnaces. Such units are characterized by the fact that the metal in them melts very quickly. In addition, it is possible to obtain steel and alloys of any composition. Non-metallic inclusions, sulfur and phosphorus are contained in small quantities. The use of this method is still limited due to the high cost of electricity.
- Converter. The basis of the process is purging liquid metal with oxygen, oxidizing cast iron and transforming it into steel. The advantages of the method include high productivity, low cost of steel, compactness and simplicity of the converter design.
Hard carburization of steel
For hard cementation, the parts are placed in a box with a carburizer. A carburizer is a carburizing agent, usually charcoal with various additives. At a temperature of 900-950 º, oxygen in the air combines with carbon in charcoal to form carbon monoxide. Upon contact with iron, carbon monoxide decomposes into carbon dioxide and atomic carbon, which is absorbed by the surface of the part. Hard cementation is used in small-scale and individual production, for example, in rural forges.
Diffusion of nitrogen and carbon into the surface layer of steel
The saturation of the surface layer of a steel product with nitrogen and carbon, which is what nitrocarburization and cyanidation mean, occurs due to the diffusion of these elements into the internal structure of the steel alloy. In the surface diffusion layer of a steel product, with increasing temperature during cyanidation, the amount of nitrogen decreases, and the quantitative content of carbon, on the contrary, increases.
The carbon content in the diffusion layer can increase continuously or only up to a certain point, and it begins to decrease only at the last stages of the technological operation. Due to this feature of the carbon diffusion process, the saturation of the surface layer of a steel product with this element can be recorded at different cyanidation temperatures. The degree of saturation is greatly influenced by the carburizing ability of the environment in which this technological operation is performed.
The temperature of cyanidation affects the depth and composition of the applied layer
The parameters of the co-diffusion process are seriously affected by nitrogen, on which, in particular, they depend:
- the depth of the metal layer to which carbon diffusion will occur;
- the degree of saturation of such a layer with carbon.
Meanwhile, a high nitrogen content in the cyanidation medium can lead to the fact that the diffusion of carbon into the steel structure will not be active enough. This is explained by the fact that nitrogen, when there is too much of it in the working environment for cyanidation, promotes the formation of carbonitride phases or formations on the surface of the workpiece.
The process of saturating the surface layer of a steel product with nitrogen and carbon during cyanidation and nitrocarburization occurs in two stages, which have little in common when comparing their kinetic parameters. So, at the first stage, which can last from 60 to 180 minutes, the surface layer of the product is saturated with both nitrogen and carbon. At the next stage, individual nitrogen atoms already absorbed into the steel structure can be desorbed, that is, go back into the gas phase and escape through the surface of the alloy. During the second phase of cyanidation, the outer layer of the treated steel continues to be saturated with carbon.
Cyanide plating plant
The process of reducing the amount of nitrogen and increasing the carbon content in the composition of the processed steel, which occurs with increasing temperature during cyanidation, is linear. Moreover, such linearity is characteristic only of the upper layer of the diffusion zone, while it is not observed in the layers of the steel product located at a greater depth from its surface.
A characteristic feature of cyanidation is that carbon penetrates into the workpiece to a shallower depth than nitrogen. The depth of penetration of these elements into the steel structure depends primarily on the microstructure of the material being processed. Cyanidated products of small thickness may be more fragile when compared with parts processed using standard carburization technology.
Hardenability
The mechanical properties of structural elements depend on the homogeneity of the metal structure, which directly depends on through hardenability and the minimum diameter. This parameter characterizes the formation of more than half of martensite. So the table shows some indicators at which the critical diameter is maintained.
| steel grade | Carrying out hardening at temperature, °C | Critical diameter, mm | |
| Intensive cooling environment | |||
| water | oil | ||
| 45 | 840…850 | until 9 | up to 25 |
| 45G2 | 840…850 | before 18 | up to 34 |
| 40ХН2МА | 840…850 | up to 110 | up to 142 |
| 38Х2МФА | 930 | up to 72 | up to 86 |
As practice shows, alloying elements have a great influence on hardenability. This is especially noticeable in the presence of nickel. Its presence makes it possible to harden parts of large diameter. Thus, a critical part with a diameter of over 100 mm can be turned from steel 40ХН2МА and subjected to heat treatment while maintaining the given properties throughout the entire volume.
Types of Nitrided Steels
Both carbon and alloy steels, characterized by a carbon content in the range of 0.3–0.5%, can be processed using nitriding technology. The maximum effect when using such a technological operation can be achieved if steels are subjected to it, the chemical composition of which includes alloying elements that form hard and heat-resistant nitrides. Such elements, in particular, include molybdenum, aluminum, chromium and other metals with similar characteristics. Steels containing molybdenum are not subject to such a negative phenomenon as temper brittleness, which occurs when a steel product cools slowly. After nitriding, steels of various grades acquire the following hardness:
Hardness of steels after nitriding
Alloying elements found in the chemical composition of steel increase the hardness of the nitrided layer, but at the same time reduce its thickness. The thickness of the nitrided layer is most actively influenced by chemical elements such as tungsten, molybdenum, chromium and nickel.
38Х2МУА
This is steel, which, after nitriding, has a high hardness of the outer surface. Aluminum contained in the chemical composition of such steel reduces the deformation resistance of the product, but at the same time helps to increase the hardness and wear resistance of its outer surface. The exclusion of aluminum from the chemical composition of steel makes it possible to create products of more complex configurations from it.
40X, 40HFA
These alloy steels are used for the manufacture of parts used in the machine tool industry.
30Х3М, 38ХГМ, 38ХНММА, 38ХН3МА
These steels are used for the production of products that are subjected to frequent cyclic bending loads during their operation.
30Х3МФ1
Products are made from this steel alloy, the accuracy of whose geometric parameters is subject to high demands. To impart higher hardness to parts made of this steel (these are mainly parts of fuel equipment), silicon can be added to its chemical composition.
Characteristics of some steels after nitriding
Steels in which the total amount of alloying elements is in the range of 2.5-10% are classified as alloyed.Alloy steels are most widely used in mechanical engineering.
Alloyed structural steels are marked with numbers and letters. The two-digit numbers given at the beginning of the brand indicate the average carbon content in hundredths of a percent; the letters to the right of the number indicate the alloying element. For example, steel 12Х2Н4А contains 0.12% C, 2% Cr, 4% Ni and is classified as high-quality, as indicated by the letter ²A² at the end of the grade.
Structural case-hardened (nitro-cemented) alloy steels
For the manufacture of parts strengthened by carburization, low-carbon (0.15-0.25% C) steels are used. The content of alloying elements in steels should not be too high, but should provide the required hardenability of the surface layer and core.
Chrome steels
15Х, 20Х are intended for the manufacture of small products of simple shape, cemented to a depth of 1.0-1.5 mm. Chromium steels, compared to carbon steels, have higher strength properties with some lower ductility in the core and better strength in the cemented layer, are sensitive to overheating, and have low hardenability.
Steel 20X - sв=800MPa, s0.2=650MPa, d=11%, y=40%.
Chrome vanadium steels
. Alloying chromium steel with vanadium (0.1-0.2%) improves the mechanical properties (20HF steel). In addition, chrome vanadium steels are less prone to overheating. Used only for the manufacture of relatively small parts.
Chrome-nickel steels
are used for large critical parts that experience significant dynamic loads during operation. Increased strength, ductility and toughness of the core and cemented layer. The steels are insensitive to overheating during prolonged carburization and are not prone to oversaturation of surface layers with carbon
Steel 12Х2Н4А - sв=1150MPa, s0.2=950MPa, d=10%, y=50%.
Chromium-manganese steels
used in many cases instead of expensive chromium-nickel ones. However, they are less resistant to overheating and have lower viscosity compared to chromium-nickel.
In the automotive and tractor industries, and in machine tool construction, 18KhGT and 25KhGT steels are used.
Steel 25KhGM - sv=1200MPv, s0.2=1100MPa, d=10%, y=45%.
Chromium-manganese-nickel steels.
Increasing the hardenability and strength of chromium-manganese steels is achieved by additional alloying them with nickel.
At VAZ, steels 20KhGNM, 19KhGN and 14KhGN are widely used.
After carburization, these steels have high mechanical properties.
Steel 15KhGN2TA - sv=950MPa, s0.2=750MPa, d=11%, y=55%.
Boron alloy steels
. Boron increases the hardenability of steel and makes steel sensitive to overheating.
In industry, 20KhGR steel, as well as 20KhGNR steel, are used for parts operating under friction wear conditions.
Steel 20KhGNR - sv=1300MPa, s0.2=1200MPa, d=10%, y=09%.
Structural (machine-building) upgradeable alloy steels
Steels have a high yield strength, low sensitivity to stress concentrators, and in products operating under repeated application of loads, a high endurance limit and a sufficient reserve of viscosity. In addition, the steels being improved have good hardenability and low sensitivity to temper brittleness.
When fully hardenable, steel has better mechanical properties, especially resistance to brittle fracture - a low threshold of cold brittleness, a high value of the work of crack propagation KST and fracture toughness K1c.
Chrome steels
30Х, 38ХА, 40Х and 50Х are used for medium-loaded parts of small sizes. With increasing carbon content, strength increases, but ductility and toughness decrease. The hardenability of chromium steels is low.
Steel 30X - sv=900MPa, s0.2=700MPa, d=12%, y=45%.
Chromium-manganese steels
. Joint alloying with chromium (0.9-1.2%) and manganese (0.9-1.2%) makes it possible to obtain steels with sufficiently high strength and hardenability (40ХГНМ). However, chromium-manganese steels have reduced toughness, an increased threshold of cold brittleness (from 20 to -60°C), a tendency to temper brittleness and growth of austenite grains when heated.
Steel 40KhGTR - sv=1000MPa, s0.2=800MPa, d=11%, y=45%.
Chrome-silicon-manganese steels.
Chromium-silicon-manganese steels (chromansil) have a high range of properties. Steels 20KhGSA, 25KhGSA and 30KhGS have high strength and good weldability. Chromansil steels are also used in the form of sheets and pipes for critical welded structures (aircraft construction). Chromansil steels are prone to reversible temper embrittlement and decarburization when heated.
Steel 30ХГС - sв=1100MPa, s0.2=850MPa, d=10%, y=45%.
Chrome-nickel steels
have high hardenability, good strength and toughness. They are used for the manufacture of large products with complex configurations operating under dynamic and vibration loads.
Steel 40ХН - sв=1000MPa, s0.2=800MPa, d=11%, y=45%.
Chromium-nickel-molybdenum steels.
Chromium-nickel steels have a tendency to reversible temper brittleness, to eliminate which many small-sized parts made of these steels are cooled after high tempering in oil, and larger parts in water are additionally alloyed with molybdenum (40ХН2МА) or tungsten to eliminate this defect.
Steel 40KhN2MA - sв=1100MPa, s0.2=950MPa, d=12%, y=50%.
Chromium-nickel-molybdenum-vanadium steels have high strength, ductility and toughness and a low cold brittleness threshold. This is facilitated by the high nickel content. The disadvantages of steels are the difficulty of cutting them and a high tendency to form flakes. Steels are used for the manufacture of the most critical parts of turbines and compressor machines.
Steel 38KhN3MFA - sv=1200MPa, s0.2=1100MPa, d=12%, y=50%.
Russia, GOST
| USA, AISI, ASTM, ASME | Euronorms, En , DIN , WNr | Areas of use | |
| Structural alloy steel (chromium group) | |||
| 15X | 5120 | Bushings, pins, gears, rollers, pushers, clips, sleeves, disks, plungers, levers and other cemented parts, which are subject to the requirements of high surface hardness with low core strength, parts operating under friction wear conditions. | |
| 15ХА | |||
| 20X | |||
| 30X | 5130 | Fasteners for operation at temperatures not exceeding 400 degrees. | |
| 30HPA | Axles, shafts, levers, bolts, nuts and other small parts, as well as gears, shafts and loaded studs | ||
| 35X | 5130, 5132 | 34Cr4, 1.7033 | Axles, shafts, gears, ring rails and other upgradeable parts. |
| 38ХА | Used: for the production of hot-rolled plates; worms and parts of worm pairs, gears, gears, shafts, axles, critical bolts, special fasteners and other upgradeable parts; solid rolled rings for various purposes. | ||
| 40X | 5140 | 41Cr4, 42Cr4, 1.7045 | Axles, shafts, gear shafts, plungers, rods, crankshafts and cam shafts, rings, spindles, mandrels, racks, sponge rings, bolts, axle shafts, bushings and other upgradeable high-strength parts. |
| 45X | 5145 | Gears, axles, bolts, connecting rods, spindles, set screws, large gears, gear shafts, thrust rings, hot rolling rolls and other improved parts that require increased hardness, wear resistance, strength and operating under low impact loads. | |
| 50X | 5045, 5147 | 46Cr2, 1.7006 | |
| Structural alloy steel (manganese group) | |||
| 15G | A414 Gr F,G,A 515 Gr70,A516 Gr70, C16 E, 1016 | 17Mn4, 1.0481, 1.1148, | After improvement - rivets for critical purposes; after carburization or cyanidation - piston pins, friction discs, spring pins, cam rollers, bolts, nuts, screws, gears, worms and other parts with high surface hardness and wear resistance; without heat treatment - welded sub-motor frames, shoes, gussets, fittings, bushings. |
| 20G | 20Mn5, 1.1133 | ||
| 25G | 1025,A 108 1025,A 510 1025,A 512 1025,A 513 1025,A 576 1025 | GS-Ck 25 | |
| 30G | 1330 | 28Mn6, 1.1170 | Improved parts that require low strength requirements: rods, axles, earrings, traverses, levers, couplings, shafts, sprockets, cylinders, disks, spindles, steam turbine couplings, bolts, nuts, screws and other parts |
| 35G | 36Mn5 | ||
| 40G, 40GR | axles, crankshafts, gears, rods, tires, fittings, connecting rods, sprockets, camshafts, plunger heads and other parts that require increased strength. | ||
| 45G | 1045, A 108 1045, A 29 1045, A 311 1045, A 576 1045, SA-29 1045, SA-311 1045 | C45E,Ck 45,GS-Ck 45 | crankshafts, connecting rods, axles, propeller shafts, brake levers, friction discs, gears, spline and gear shafts, anchor bolts. |
| 50G | friction disks, shafts, gears, splined shafts, connecting rods, camshafts, bearing bushings, cranks, spindles, flywheel rims, crankshafts of diesel and gas engines and other parts that require increased strength and wear resistance. | ||
| 10G2 | fasteners and other parts operating at temperatures from -70 °C under pressure. | ||
| 30G2 | crankshafts, axle shafts, axles, clutch levers, gear shift forks, flanges | ||
| 35G2 | shafts, axle shafts, axles, clutch levers, forks, flanges, crankshafts, connecting rods, bolts, rings, casings, gears and other parts used in various branches of mechanical engineering, which are subject to increased wear resistance requirements. | ||
| 40G2 | |||
| 45G2 | 46Mn7, 1.0912 | gear shafts, crankshafts and cardan shafts, axle shafts, worms, connecting rod caps, connecting rods, conveyor chain links and other large, moderately loaded parts. | |
| 50G2 | gears, friction disks, gear shafts and other parts subject to abrasion. | ||
| 47GT | car axle shafts. | ||
| Structural alloy steel (chromium-manganese group) | |||
| 18ХГ | 5115, 5120 | 16MnCr5, 1.7131 | for cemented parts of small cross-sections operating under friction |
| 18ХГТ | improved or cemented parts for critical purposes, which require increased core strength and toughness, as well as high surface hardness, operating under impact loads. | ||
| 20ХГР | |||
| 27ХГР | 30MnB4, 1.5526 | critical parts: front drive axle hinge cams, gears, etc. | |
| 25ХГТ | loaded gears and other parts whose hardness is more than HRCe 59. | ||
| 30ХГТ | improved and cemented parts that require high strength, a viscous core and high surface hardness, operating at high speeds and increased specific pressures under the influence of shock loads. | ||
| 40HGTR | shafts, knuckles, sprockets, axles, levers operating under conditions of friction and increased loads in automotive and agricultural engineering | ||
| 25ХГМ | 4120 | 18CrMo4, 1.7243 | Gearbox gears |
| 38ХГМ | 4140 | 42CrMo4, 1.7225 | |
| Structural alloy steel (chromium-silicon group) | |||
| 33ХС | Shafts, gears, couplings, pins and other small-sized parts to be improved, which are subject to the requirements of high strength, elasticity, and wear resistance. | ||
| 38ХС | |||
| 40ХС | |||
| Structural alloy steel (chrome-molybdenum, chrome-vanadium and chrome-molybdenum-vanadium groups) | |||
| 15ХМ | A 182 grade F12, A213 Grade T12, A 335 Grade P12 | 13CrMo4-4, 1.7335 | Sections, forgings, pipes for superheaters, steam pipelines, manifolds, flanges, long-term operating at temperatures up to 500 degrees. |
| 15HF | For small parts subjected to carburization and hardening with low tempering (gears, piston pins, camshafts, plungers, copiers) | ||
| 20ХМ | |||
| 30ХМ, 30ХМА | 4130 | 25CrMo4,34CrMo4, GS-34CrMo4, 1.7218 | General-purpose forgings, shafts, rotors and disks of steam turbines, flanges, fasteners with operating temperatures up to 450 degrees, billets. Heat-resistant steel. |
| 35ХМ | Shafts, gears, spindles, pins, flanges, disks, tires, rods and other critical parts operating under conditions of heavy loads and speeds at temperatures up to 450-500 °C. Heat resistant steel. | ||
| 38ХМ,38ХМА | 4140,4142 | 1.7223,1.7225,41CrMo4,42CrMo4 | For the manufacture of critical parts of turbines and compressors operating at temperatures up to 400 degrees Celsius. Heat resistant steel. |
| 38Х2МУА(38ХМУА) | Valve rods of steam turbines operating at temperatures up to 450 °C, cylinder liners of internal combustion engines, injector needles, axlebox plates, nozzles, pins, plungers, camshafts, gears, shafts, bushings and other parts. Not applicable for welded structures, heat resistant up to 500°C. | ||
| 30Х3МФ | 31CrMoV9V, 1.8519 | Parts of marine diesel engines and other parts that must be wear-resistant at high pressures; steel is nitrided, heat-resistant up to 450 degrees C | |
| 40HMFA | Manufacturing of splined shafts, brushes, connecting rods, pipeline fasteners operating at temperatures up to +400 °C | ||
| 40HFA | In improved condition - spline shafts, rods, set screws, traverses, excavator shafts and other parts operating at temperatures up to 400 ° C; after hardening and low tempering - worm shafts and other parts with increased wear resistance. | ||
| Structural alloy steel (nickel-molybdenum and chromium-nickel-molybdenum groups) | |||
| 15N2M(15NM) | 4615 | Gears, gear wheels, pins and other critical parts operating under shock and alternating loads | |
| 20N2M(20NM) | 4621 | Same | |
| 20ХН2М(20ХНМ) | Gears, axle shafts, satellites, cams, hinges and other parts. | ||
| 18Х2Н4МА(18Х2Н4ВА) | For the manufacture of critical parts that require high strength, toughness and wear resistance, as well as for parts that are subject to high vibration and dynamic loads after carburization and improvement; pipeline parts with quenching in oil and tempering in oil or air; seamless pipes for aviation equipment; intake valves, bolts, studs and other critical parts operating in a corrosive environment at elevated temperatures (+300-400 °C). Steel can be used at temperatures from -70 °C to +450 °C. | ||
| 25Х2Н4МА(25Х2Н4ВА) | Large connecting rods, couplings and other parts of high viscosity and hardenability | ||
| 30ХН2МА(30ХНМА) | Crankshafts, connecting rods, critical bolts, studs, discs, sprockets and other critical parts operating under difficult loading conditions at normal, low and elevated temperatures | ||
| 38ХН3МА(38ХН3ВА) | Shafts, axles, gears and other large, critical parts. | ||
| 38Х2Н2МА(38ХНМА) | 4330 | 34CrNiMo6, 1.6582 | For the manufacture of shafts, connecting rods, bolts, studs, rings of turbogenerators and other large, especially critical, heavily loaded parts of complex configurations, used in an improved condition; for the manufacture of centrifugally cast pipes intended for the manufacture of coils of tube furnaces for plants producing ammonia, hydrogen, ethylene, carbon disulfide, etc., operating in the temperature range 760-1060 °C and pressure up to 3.92 MPa (40 kgf/cm2); solid rolled rings for various purposes |
| 40ХН2МА(40ХНМА) | 4340, 9840 | 40NiCrMo6, 1.6565.36 CrNiMo4 | In industry for the production of valves, solid-rolled rings, crankshafts, connecting rods, connecting rod caps, critical bolts and other fasteners, special fasteners, gears, claw couplings, disks and other heavily loaded parts; for the manufacture of rolls for cold rolling of metals; for the production of pipeline fittings parts; aircraft manufacturing parts (rotor shafts, crankshafts, gearbox shafts, air-cooled engine connecting rods, critical bolts, studs, propeller parts, massive and power thruster parts), operating at temperatures up to +500°. |
| 40Х2Н2МА(40Х1НВА) | 4340 SA-29 Grade 4340 | 40 NiCrMo 6 | Large products: shafts, disks, gears, and fasteners. |
| Structural alloy steel (chromium-nickel and chromium-nickel with boron steel group) | |||
| 12ХН | Gears, bushings, pins, fasteners and other parts that require increased toughness and moderate hardenability. | ||
| 20ХН | Same | ||
| 40ХН | Axles, shafts, connecting rods, gears, excavator shafts, couplings, gear shafts, spindles, bolts, levers, rods, cylinders and other critical loaded parts subject to vibration and dynamic loads, which are subject to increased strength and toughness requirements. Rolls of rail and beam and large-section mills for hot rolling of metal. | ||
| 45ХН | Crankshafts, connecting rods, gears, spindles, couplings, bolts and other critical parts. | ||
| 50ХН | Hot rolling rolls, pinion shafts, gears, tires, crankshafts, connecting rods, bolts, exhaust valves and other large critical parts. | ||
| 20ХНР | Gears, pinion shafts, worms, jaw couplings, rollers, pins, bushings and other loaded large parts operating under shock loads. | ||
| 12ХН2 | Gears, shafts, worms, jaw couplings, piston pins and other cemented parts, which are subject to the requirements of high strength, ductility and toughness of the core and high surface hardness, operating under shock loads and at low temperatures. | ||
| 12ХН3А | 14NiCr10, 1.5732 | For the manufacture of parts such as: gears, shafts, cam couplings, worms, piston pins and other cemented parts, which are subject to the requirements of high strength, ductility and toughness of the core and high surface hardness. Rolled steel 12xn3a is the basis for parts operating under the influence of high shock loads or at negative temperatures down to -100 °C. In addition, 12XH3A steel is used for the production of hot-rolled plates and bimetallic seamless pipes for shipbuilding with an outer layer of steel and an inner layer of copper. Difficult to weld with heating and subsequent heat treatment | |
| 20ХН3А | Gears, shafts, bushings, power pins, bolts, couplings, worms and other cemented parts, which are subject to the requirements of high strength, ductility and toughness of the core and high surface hardness, operating under shock loads and at low temperatures. | ||
| 30ХН3А | Driven wheel crowns of electric train traction gears, gears and other upgradeable parts. Can be used at a temperature of -80 °C (wall thickness no more than 100 mm). | ||
| 12Х2Н4А(ЭИ83) | E3310 | Gears, shafts, rollers, piston pins and other large, especially critical cemented parts, which are subject to the requirements of high strength, ductility and toughness of the core and surface hardness, operating under shock loads or at negative temperatures down to -120 ° C. | |
| 20Х2Н4А | Gears, pinion shafts, pins and other cemented, especially critical, highly loaded parts, which are subject to the requirements of high strength, ductility and toughness of the core and high surface hardness, operating under shock loads or at subzero temperatures. | ||
| Structural alloy steel (chrome-silicon-manganese and chrome-silicon-manganese-nickel steel groups, including additionally alloyed with titanium, molybdenum and boron) | |||
| 14ХГН, 19ХГН | 1.5714, 16NiCr4 | ||
| 15KhGN2TA(15KhGNTA) | Ring gears, connecting rods, gears, etc. | ||
| 20ХГНМ | Production of critical parts in a cemented and improved state, which are subject to the requirements of high strength, toughness and wear resistance; parts subject to high vibration and dynamic loads. | ||
| 20ХГНР | Gears, pinion shafts, worms, jaw couplings, rollers, bushings and other critical parts operating under shock loads. | ||
| 20HGNTR | Car universal joints | ||
| 20ХГСА | Lead screws, axles, shafts, worms and other parts operating under wear conditions and under alternating loads at temperatures up to 200 °C. | ||
| 25ХГНМА(25ХГНМ) | Production of rolled products used for the manufacture of drill bit parts, excavator parts, special fasteners, shafts, axles, gears and other critical parts of mining, metallurgical and oil production equipment, which are subject to increased strength requirements. | ||
| 25ХГНМТ | Manufacturing of parts for friction devices; parts of auxiliary components of machines and devices. | ||
| 25ХГСА | Critical welded and stamped parts used in improved condition: lead screws, axles, shafts, worms, connecting rods, crankshafts, rods and other parts. | ||
| 30ХГСА, 30ХГС | Various improved parts: shafts, axles, gears, flanges, casings, compressor blades operating at temperatures up to 200°C, levers, pushers, critical welded structures operating under alternating loads, fasteners operating at low temperatures. | ||
| 30KhGSN2A(30KhGSNA) | Gears, flanges, cams, pins, shafts, axles, studs and other critical, heavily loaded parts. | ||
| 35ХГСА | Flanges, cams, pins, rollers, levers, axles, parts of welded structures and other upgradeable parts of complex configurations operating under alternating loads. | ||
| 38ХГН | Excavator parts, fasteners, shafts, axles, gears, earrings and other critical parts that are subject to increased strength requirements. | ||
| 40ХГНМ | Manufacturing of friction parts of devices; parts of auxiliary components of machines and devices; car chassis parts (steering knuckle, wheel bearing housing). | ||
| Structural alloy steel (chromium-nickel-molybdenum-vanadium and chromium-nickel-vanadium steel groups) | |||
| 20ХН4FA | Intake valves, bolts, studs and other critical parts operating in a corrosive environment at elevated temperatures (300-400 °C). | ||
| 30HN2MFA(30HN2VFA) | Shafts, solid forged rotors, disks, gearbox parts, bolts, studs and other critical parts of turbines and compressor machines operating at elevated temperatures. | ||
| 36Kh2N2MFA(36KhN1MFA) | For large critical parts - disks, fastening bolts, etc. | ||
| 38ХН3МФА | Manufacturing of turbogenerator rings and the most critical heavily loaded parts operating at temperatures up to +400 °C; heavily loaded parts of pipeline fittings; forged blanks of parts for pipe generator rotors. | ||
| 45HN2MFA(45HNMFA) | Torsion shafts, gearboxes and other loaded parts operating under torsional, variable loads and experiencing dynamic loads. | ||
Chromium-nickel-molybdenum-vanadium steels
In addition to molybdenum, vanadium is added, which helps to obtain a fine-grained structure. Steel grades 38KhN3MF and 36Kh2N2MFA are used for parts with large sections (1000...1500 mm and more). After quenching, bainite is formed in the core, and sorbitol is formed after tempering. Steels have high strength, ductility and toughness, and a low cold brittleness threshold. Molybdenum present in steel increases its heat resistance. These steels can be used at temperatures of 400...450 C in the manufacture of the most critical parts of turbines and compressors, which require material of special strength in large sections (forgings of shafts and solid forged turbine rotors, shafts of high-stress turbo-blowing machines, gearbox parts, etc.).
Spring steel >Next >
Chrome steels
For moderately loaded small-sized parts, chromium steel grades 30Х, 38Х, 40Х, 50Х are used. With increasing carbon content, strength increases, but ductility and toughness decrease.
The hardenability of steels is low and to increase it it is alloyed with boron (0.002...0.005%). The critical diameter of 35ХР steel when quenched in water is 30…45 mm, and in oil 20…30 mm.
The introduction of 0.1...0.2% vanadium (40HFA) increases the mechanical properties of chromium steels, mainly toughness, due to better deoxidation and grain refinement without increasing hardenability. These steels are used for products operating under increased dynamic loads. The mechanical properties of some steels to be improved after heat treatment are given in Table 10.
Improved steels
Improved steels are structural materials:
- carbon;
- low alloyed;
- medium alloyed.
| I | II | III |
| Carbon | low alloy | medium alloyed |
| GOST 1050-82 | GOST 4543-71 | GOST 4543-71 |
| 30-60 | Morganzovye 30G-65G, chromium 30Х-40Х | 38Х2МУА and others, but with a carbon content of no more than 0.4% |
| Chromium-molybdenum 30ХМ-40ХМ, 50Г2 | ||
| Multicomponent 30-40KhGSA, 30-40KhMFA | 45ХН2МФА |
Alloy steels can be divided into a couple of categories:
- chromium;
- chromomanganese (chromansil);
- nickel-containing;
- with the addition of tungsten and molybdenum.
It is especially worth noting the poor weldability of the metals being improved. It is carried out by implementing individual measures that maintain the required characteristics.
If you find an error, please select a piece of text and press Ctrl+Enter.
Improved alloy steels (GOST 4543-71)
These are medium-carbon (0.25-0.6% C) and low-alloy steels. To ensure the necessary properties (strength, ductility, toughness), these steels (Table 5) are thermally improved (see Chapter 5), subjected to hardening and high tempering (500-600°C).
Table 5. Improved alloy steels
Grade 45 steel: application
Grade 45 steel is widely used in industry, in particular, it is used for the manufacture of shafts (camshafts and crankshafts), gears, dugouts, spindles, cams, cylinders, etc. 45 metal makes it possible to obtain normalized, improved surfaces that are characterized by increased strength. If it is necessary to improve the characteristics of finished products by an order of magnitude, technologists use metal grade 45, alloyed with chromium - 45x (chromium share 0.8-1.1%), or cast steel 45L.
Steel 45 is considered a difficult-to-weld material, but it is not characterized by temper brittleness. This is a fairly significant factor when creating structures of complex shapes and configurations. Welding of this metal is carried out in 2 ways: KTS and RDS.
Mechanical properties after improvement
For some of the most commonly used brands, they are tabulated:
| Material | Tensile strength, MPa | Plastic limit, MPa | Relative extension, % | Impact strength, MJ/m2 | Cold brittleness range, 0C |
| 45 | 610 | 370 | 16 | 0,5 | 0…-75 |
| 40X | 1000 | 800 | 9 | 0,4 | -20…-60 |
| 30ХГСА | 1100 | 850 | 10 | 0,5 | -20…-60 |
| 40ХН | 1000 | 800 | 11 | 0,7 | -30…-100 |
| 40ХН2МА | 1100 | 950 | 12 | 0,8 | -40…-120 |
Chrome-nickel steels
They have high hardenability, strength, and good toughness. They are used for the manufacture of large products of complex configurations operating under vibration and dynamic loads. Nickel, especially in combination with molybdenum, greatly reduces the cold brittleness threshold. The higher the nickel content, the lower the permissible temperature for using steel and the higher its resistance to brittle fracture. It is recommended to introduce up to 3% Ni. With a higher content, a lot of retained austenite is obtained. For heavily loaded parts with a cross-sectional diameter of up to 70 mm, steel grades 40ХН, 45ХН, 50ХН are used.
Chromium-manganese steels
Joint alloying of steels with chromium (0.9...1.2%) and manganese (0.9...1.2%) makes it possible to obtain sufficiently high strength and hardenability (for example, 40KhG), however, they have reduced viscosity, a lower threshold of cold brittleness (from 20 0 C to minus 60 0 C). The introduction of titanium reduces the tendency to overheat, and the addition of boron increases hardenability.
Table 10 - Mechanical properties of some alloyed steels that can be improved
| steel grade | Calcined diameter, mm | sigmaв, MPa | sigma0.2, MPa | d, % | y, % | KCU, MJ/m 2 |
| 30X 40X 40XFA 40ХГТР 30ХГС 40ХН 30ХН3А 40ХН2МА 36Х2Н2МФА 38ХН3МФА | 25-35 25-35 25-35 50-75 50-75 50-75 75-100 75-100 more than 100 more than 100 | 900 1000 900 1000 1100 1000 1000 1100 1200 1200 | 700 800 750 800 850 800 800 950 1100 1100 | 12 10 10 11 10 11 10 12 12 12 | 45 45 50 45 45 45 50 50 50 50 | 0,7 0,6 0,9 0,8 0,4 0,7 0,8 0,8 0,8 0,8 |
Types of steel processing: annealing
Annealing is one of the methods of high-temperature processing of steel, which the HDTV installation can handle perfectly. Its principle is based on heating the metal to a given temperature, holding it, and then slowly cooling it. Steel is annealed in order to level the structure of the metal, improve ductility, and also reduce metal stress if any other heat treatment processes were carried out before annealing. Annealing, like other types of heat treatment of steel, is divided into subtypes:
- Annealing of the first kind. During this type of heat treatment, recrystallization, called phase transformations, does not occur. Even if these transformations take place, they will not affect the final results at all. First-order annealing can be performed at a temperature that is lower or higher than the temperature of phase transformations.
- Diffusion annealing. Otherwise called homogenization. During this type of annealing, the product is kept for a long time in an environment with a temperature above 950 degrees. Diffusion annealing allows you to eliminate or reduce the chemical heterogeneity of steel, which negatively affects the metal, reducing its ductility and increasing brittleness. The holding time of the product during homogenization is determined based on the parameters and grade of steel, but ranges from 50-100 hours.
- Annealing of the second kind. During annealing of the second type, the steel is heated to a temperature that will be above points AC1 or AC3 (see image 1), then holding and slow cooling occurs. As a result of slow cooling, phase transformations inside the metal lead to an almost equilibrium state of the metal structure.
- Full annealing. This type of annealing is also called high. It is produced by heating the metal at a temperature that will be 30-50 degrees lower than the upper critical point AC3; the product is also maintained at this temperature, and then slowly cooled along with the installation. Complete annealing allows for complete recrystallization of the metal, obtaining a pearlite structure.
- Incomplete annealing. Before heat treatment, steel is too hard and difficult to process. There is metal tension within the structure. Incomplete annealing is used to eliminate this drawback in the form of a decrease in the hardness of the metal. During incomplete annealing, the steel is heated while maintaining the temperature range between points AC1 and AC3. After partial annealing, the metal is completely freed from internal stress, and the steel becomes more pliable.
- Spheroidizing annealing. High-carbon hypereutectoid steel with a lamellar pearlite structure is very difficult to process with cutting tools, so spheroidizing annealing must be carried out to change the structure to granular pearlite. To do this, the metal is heated below point AC1, kept at this temperature for several hours, and then cooled. In image 2 you can notice the annealing pattern for granular pearlite.
- Isometric annealing. It is produced to produce a ferrite-pearlite mixture from austenite at a constant temperature. Isometric annealing involves heating the steel 30-50 degrees above the AC3 or ACm points, holding it at this temperature and further cooling it to the pearlite transformation temperature, which is usually 620-680 degrees, and then holding it again until the final transformation of austenite into pearlite.
- Recrystallization annealing. Otherwise called softening annealing. Recrystallization annealing is performed on products that have been subject to metal work hardening and whose crystal lattice has become distorted. Softening annealing is carried out at a temperature below the AC1 point, that is, 630-650 degrees.
- Bright annealing. Produced in order to maintain a shiny and clean surface of steel sheets, strips, rods, etc.
As you can see, there are many types of annealing that allow you to achieve the desired changes in the structure of the metal. The HDTV installation is capable of annealing steel with high precision and good quality, bringing its structure to the desired state.
High strength alloy steels
Improved and case-hardening steels after heat treatment give strength up to σв = 1300 MPa and toughness up to KS = 0.8-1.0 MJ/m2. Such strength is not enough to create new modern machines. Steels with strength limits σв = 1500-2000 MPa are required. For these purposes, complex-alloyed and maraging steels are used (Table 6).
Table 6. High-strength alloy steels
Notes: 1) Indicators of mechanical properties in the numerator – after hardening from 900°C and low tempering at 250°C, in the denominator – after isothermal hardening. 2) Indicators of mechanical properties for steel in the state after quenching in air and subsequent aging.
Complex alloy steels are medium-carbon (0.25-0.6% C) alloy steels that are heat-strengthened during low tempering or subjected to thermomechanical treatment (see Chapter 5).
Maraging steels are a new class of high-strength alloy steels based on carbon-free (no more than 0.03% C) alloys of iron with nickel, cobalt, molybdenum, titanium, chromium and other elements. Maraging steels are hardened in air from 800-860°C, followed by aging at 450-500°C.
What is the best cyanidation temperature?
It is important to consider many factors that will affect the operation of the device. With low-temperature cyanidation, the metal heats up at minimum levels
Hot cyanidation involves the use of baths with an average temperature of about 850 degrees.
On average, cyanidation takes up to 6 hours, so the first result is visible quite quickly. At low temperatures, less deformation occurs, so products retain their geometry and functionality. In some cases, low temperatures are not enough, so it is recommended to use hot cyanidated parts.
Equipment and materials
To heat metal during heat treatment, 4 main types of furnaces are used: - salt electrode bath - chamber furnace - continuous combustion furnace - vacuum furnace
Liquids (water, mineral oil, special water polymers (Thermat), salt solutions), air and gases (nitrogen, argon) and even low-melting metals are used as quenching media in which cooling occurs. The unit itself, where cooling occurs, is called a quenching bath and is a container in which laminar mixing of the liquid occurs. An important characteristic of the quenching bath is the quality of steam jacket removal.
Why was it necessary to improve the properties of metals?
The fact is that today the main way to give steel (and other metals) useful properties such as strength, wear resistance, and so on is a process called “alloying.” Alloying is, in simple terms, the addition of additional substances (impurities) to the composition of metals to change the physical and chemical properties of the required material. Today, traditional alloying methods have reportedly exhausted their technological potential. Therefore, metals are increasingly exposed to beams of charged particles, plasma streams and laser radiation in order to achieve the desired results.
Ion implantation (ion doping) is one of the methods that allows you to change the elemental composition, microstructure and morphology of surface layers, which determine properties such as wear resistance, corrosion resistance, strength, etc. Tomsk scientists have developed a new method of ion implantation, which dramatically expands the scope of the method in industry. According to the head of the laboratory of high-intensity ion implantation, Alexander Ryabchikov, they were able to experimentally increase the wear resistance of stainless steel by more than a hundred times.
Experimental installation to increase the strength of steel
In addition, this technology makes it possible to produce parts and products with the required specific surface properties. For example, the barrier layer (that is, the outer layer of the product) is formed by ion alloying zirconium with titanium, which prevents the penetration of oxygen. This can be used to increase service life and safety in operation, for example in nuclear power plants and the use of such metals in nuclear reactors.
In this way, scientists believe, it will be possible to achieve better results in creating high-strength and wear-resistant metals. The results obtained in the laboratory confirm this hypothesis. The created steel samples have a surface layer several hundred micrometers deep, while other ion alloying methods can only achieve a depth of several tens of nanometers. The authors emphasize that the use of new technology will make it possible to produce metals with unique properties, which will make it possible to improve the quality of products several dozen times.
Examples of the use of metals and alloys
One of the most common materials is aluminum and its alloys. This metal is used in the manufacture of many household items, mirrors, parts for small arms, and even in the production of fuel for launching rockets. The small specific gravity of Al allows the widespread use of aluminum alloys for aircraft bodies and various machines.
Copper is often added to improve the quality of hardware in the manufacture of various wires, wires and pipes.
Bolts, screws, screws, anchors, etc. are mainly made of brass and bronze, while clamps, wing nuts and other holding elements can most often be found from alloy and structural steel. Stainless steel is used in conditions of increased corrosion, and cast iron still serves successfully in the production of shut-off valves and in metal production.
Products made of metals and alloys surround us everywhere. Every day we use metal structures - buildings, roads, bridges, cars, public transport - without even noticing it. Therefore, it is so important to be confident in the quality of materials and control their hardness.
conclusions
The modern achievements of companies that are members of the VDEh Steel Institute described above mainly concern increasing the safety and stability of processes, improving the quality of steel, implementing the modular principle of organizing production, and ensuring production flexibility of enterprises. The development strategy of companies in a traditional format should aim to further strengthen their positions in the global market. In the future, thin slab casting will remain an extremely promising area of research and production efforts. It is necessary to improve this technology and introduce it into everyday production practice. It is of great interest to observe the operation of the thin strip casting and direct continuous strip casting plants currently under construction. However, only future research will definitively assess the economic benefits of these processes.
- T. Bolender
- R. Fandrich
- HA. Yungblut
- G. Kemper
- R. Muller
- H.P. Narzt
- G. Ney
- H. Schnitzer
Despite the ongoing global financial and economic crisis, in the coming years, further growth in production capacity for continuous casting of traditional profiles - blooms, slabs, sections and beams - is expected. At the same time, new technological casting processes, such as the casting of thin slabs and thin strips, will be further developed. All continuous casting processes have different potentials in terms of customer satisfaction, product quality and productivity. For technology to remain competitive, it must constantly improve. Based on this, it is possible to identify the main challenges facing metallurgy in the future: production of ultra-clean steels with excellent microstructure and high surface quality; development of new steel grades; defect-free product strategy; guaranteed quality systems combined with high productivity and good production flexibility.
- continuous casting,
- quality,
- microstructure,
- slab,
- band,
- crystallizer,
- equipment,
- refractories,
- performance.
- Datenbank “Plantfacts” des Stahlinstituts VDEh, Düsseldorf; Stand: 30. Juni 2008.
- Ney, G.; Korte, E.; Richter, K. J.; Rüppel, R.: stahl u. eisen 125 (2005) Nr. 11, S. 51/62.
- Kemper, G.: Beitrag zur Reibung zwischen Strang und Kokille beim Knüppelstrangguss von Stahl, RWTH Aachen, 1991 (Dr.-lng.-Diss.).
- Hodnik, P.; Furst, C.; Illie, S.; Etzelsdorfer, K.; Priemetshofer, C.: Operational results on casting 335 mm thickness slab on a bow-type caster at voestalpine Stahl Linz, Proc. 6. Europ. Conf. on Continuous Casting 2008, 3.–6. Juni 2008, Riccione, Italy.
- Kaiser, H.P.; Kemper, G.; Liebisch, K.-O.: New SlabbCasting Technologies at the Hüttenwerke Krupp Mannesmann GmbH Steel Plant, Proc. 4. Europ. Continuous Casting Conf. 2002, 14.–16. Okt. 2002, Birmingham, UK.
- Thome, R.; Ostheimer, V.; Ney, G.; Rüppel, F.; Girgensohn, A.; Plociennik, U.; Schmitz, W.; Geerkens, C.; Becker, M.: stahl u. eisen 127 (2007) Nr. 2, S. 43/30.
- Schueren, M.; Campbell, P.; Blejde, W.; Mahapatra, R.: Iron & Steel Techn. (2008) Nr. 7, S. 65/70.
- Fisher Jr., F.; Schueren, M.; Campbell, P.; McQuillis, G.; Bleijde, W.; Mahapatra, R.: The Castriprocess: commercialized thin strip casting of steel, Proc. 3. Internat. Conf. on New Developments in Metallurgical Process Technologies, 11.–15. Juni 2007, Düsseldorf, S. 200/207.
- Wans, J.; Hennig, W.; Bilgen, C.; Neumann, N.: Endabmessungsnahe Gieβtechnologien CSP – DSC – TRCi – Gieβverfahren für innovative Stahlwerkstoffe, Proc. 26. Verformungskundliches Kolloquium, 10.–13. März 2007, Donnerbach, Österreich, S. 91/104.
- Schäperkötter, M.; Eichholz, H.; Kroos, J.; Niemeyer, M.; Schmidt-Jürgensen, R.; Spitzer, K.-H.: Direct Strip Casting (DSC) – an option for the production of HSD steel grades, Proc. 1. Internat. Conf. SuperrHighStrength Steels, 2.–4. Nov. 2005, Rom, Italien, S. 188.
- Fischer, H.: Belt strip technology – broadening the steel portfolio, Proc. IISII41 – Steel: Innovative Solutions for Energy and Resource Challenges, 7.–10. Okt. 2007, Berlin.
- Jungbauer, A.; Penn, J.; Lanschützer, J.; Ebner, H.: Revue de Métallurgie-CIT (2008) Nr. 4, S. 206/11.
- Penn, J.; Jungbauer, A.; Ebner, H.; Hugel, N.; Wahl, H.: Liquirob – a new answer for caster safety, Proc. 6. Europ. Conf. on Continuous Casting 2008, 3.–6. Juni 2008, Riccione, Italien.
- Schwinn, V.; Schütz, W.; Fluss, P.; Bauer, J.: Prospects and stateeoftheeart of TMCP: steel plates for structural and linepipe applications, Thermec' 2006, 4.–8. July 2006, Vancouver, Canada.