The creasing machine is used in tin work for joining cylindrical parts, flanging edges and rolling ribs. This is a mandatory stage in the processing of sheet metal products, so the characteristics of crimping must be approached carefully. The executive tool of the zig machine is rolling rollers of various profiles. Each type of roller is designed to perform a specific job. In production, the machine works in conjunction with a folding bender, a guillotine, folding equipment and rollers.
Classification and design solutions of beading machines
Such equipment (often also called zigmachines) is distinguished by the following characteristics:
- By drive type. Zigmachines are available with electric drive and manual drive.
- According to the number of pairs of rollers for zigmachines – two (IV2714, IV2716) and four.
- According to the control method - with a pedal or using a push-button station.
- According to the power and thickness of the metal being processed. On manual machines (for example, on a manual beveling machine model Stalex RM08), it is impossible to crimp workpieces thicker than 1...1.2 mm, while on driven equipment processing of steel and greater thickness is carried out - up to 4 mm.
- By the presence or absence of a drive reversing unit on the crimping machine (in the first case, you can perform calibrating creasing of the relief, which is often required when processing products made from high-carbon steels). Such possibilities are specified in the passport.
The most popular models of electrically driven zigging machines are two-roller machines of the IVA 27_ _ series with horizontal spindles. Electromechanical beading machines are manufactured in accordance with the technical specifications TU 2-041-94, and include the following components:
- drive motor;
- two-stage rm type gearbox;
- support shaft;
- intermediate gear;
- a pneumatic cylinder (or hydraulic cylinder) that controls the movement of the upper working roller;
- lever drive of the pressure shaft;
- pairs of rollers;
- stop mechanism (for creasing piece workpieces);
- feed unit.
- control systems (pedal, button).
Zig machine design
An electromechanical piping machine works like this. When the engine is turned on, the torque is transmitted through a reduction gearbox and an intermediate gear to the lower support roller, onto which the workpiece, which has previously passed through the straightening unit, is fed until it stops. When the lever system with pneumatic clamping of the equipment is turned on, the latter is fed until it comes into contact with the surface of the workpiece, after which the stop is folded back and the motion sensor turns on the power supply of the strip into the adjusted gap. The relief corresponding to the profile of the tool is formed. If it is necessary to calibrate the resulting profile, the rotation of the engine is reversed, or re-beading is performed, slightly reducing the value of the working gap. To remove the finished product from the working space of the zig machine, it is enough to return the tool to its upper position by turning the cylinder into reverse.
The IV2716 creasing machine can operate as part of a profiling production line; it operates in automatic mode, and a tape or a long strip of metal is used as the initial workpiece.
To facilitate removal of the finished part, the machine is additionally equipped with either a roll winder or swinging reset levers, which are controlled by cams installed at the free end of the support shaft. Standard sizes of serial electric beading machines
| Model | Maximum thickness of processed metal, mm | Bed reach, mm | Maximum zigovka speed, m/s | Minimum quilling speed, m/s | Total drive power, kW | Additional features |
| IV 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Roller conveyor, device for circular cutting |
| IV 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Homemade electric profile bender
The electric profile bender, available for self-production, is the same manual design, the difference being the presence of an electric drive for rotating the rollers. It is necessary to make one of the support rollers drive by installing a gear gear on it. It meshes with the corresponding gear of the reduction gearbox, which is connected by a belt drive to the electric motor. In a similar way, you can make a profile bending machine as a whole, or modify the existing manual version of the design.
Required tools and materials
To make an electric pipe bender, you will need the same materials and tools that are listed above. In addition to them you will need:
- reduction gear;
- electric motor with a rotation speed of about 100 rpm;
- tensioner for the belt drive (can be combined with a landing platform for the engine).
It will not be possible to make either the engine or the gearbox yourself, so you will have to purchase them ready-made.
Dimensions and drawings
The size of a profile bender with an electric drive is no different from the size of a manual installation. The only design changes are the platform for the gearbox and the landing tension platform for the electric motor. They can be installed on the frame from the inside or outside, which is determined during the design process or during assembly if an existing machine is being modernized. There is no fundamental difference in design; additional elements are installed on a free area inside the frame.
Step-by-step manufacturing instructions
The procedure for assembling profile benders with an electric drive is practically no different from the already discussed technology for creating a manual machine.
The difference is the installation of the gearbox and electric motor.
Both units are mounted on the lower part of the frame and kinematically connected in accordance with the design features.
If a motor-gearbox assembly is used, which is structurally designed as a single unit, the master’s task will only be to fix it in a certain position and connect the gear train to the support roller. When using separate units, first the installation and connection to the gearbox roller are made, after which the electric motor is installed and connected to the gearbox using a belt drive.
It is necessary to install a start-stop button located on a visible part of the machine, convenient for use in case of an emergency.
Only people who have experience and skills in using metalwork tools and a welding machine can make a profile bending machine themselves. If you have doubts about the result, it is better to purchase a ready-made machine or get out of the situation in another way. Purchasing a ready-made machine will not be cheap, but if a large amount of work is planned, the costs may not be too high, and saving time is more preferable than making a homemade machine with an unpredictable result.
How to make staking equipment with your own hands
Purchasing a serial crimping machine, even a manual type, makes sense if working with sheet metal is part of your professional activity. In all other cases, if such equipment is needed to perform simple work around the house, it is better to make it yourself, especially since it is not so difficult to do
What is important is that such a do-it-yourself machine can be made from very accessible and inexpensive materials
Before you start making your own crimping machine, you need to find drawings of such a device, and you can take serial equipment as a basis. This is not difficult to do, since many home craftsmen post machine drawings and even video instructions on the Internet.
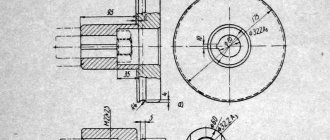
Scheme of a crimping machine
Shaft drawing (the upper shaft is made without space for the handle)
Shaft housing drawing
Zig machine bed: height 25 cm, width determined by the height of the box
Thrust-limiting shield: dimensions 18x20 cm, thickness 0.2-0.3 cm. Side struts are welded
A suitable handle can be selected separately, so as not to have to make it yourself
Drawing of machine working rollers
To assemble your beading machine (even a simple manual type machine), you will need to prepare the following structural elements of the machine:
- device housing with a protective casing;
- bracket;
- cylindrical shank;
- two working shafts;
- retaining bolt;
- screw equipped with a folding handle;
- spring type device;
- gear elements;
- directly the videos themselves.
Homemade manual crimping machine
The device is fastened using a special screw, while the shank of the mechanism fits into the cup of the bracket, around which the machine body must rotate freely. The device body is fixed in a certain position using a locking bolt. A spring mechanism, activated by rotating the handle, is responsible for moving the upper shaft of the machine relative to the lower one.
To rotate the working rollers of the machine, another handle is used, which is connected to the working shafts through a gear drive. To make the work of the operator of such a machine safer, the elements of its gear transmission are covered with a protective casing. On the Internet, you can easily find videos that demonstrate in detail the process of making homemade crimping equipment.
Homemade electrically driven zigging machine
The process of processing sheet metal workpieces performed on a crimping machine, the details of which can also be found in the video, is as follows:
- a stop is pre-installed on the workpiece, the position of which can be adjusted using special screws;
- the processed edge of the part is mounted on the lower roller;
- by rotating the handle, the second roller is lowered onto the edge of the workpiece;
- By rotating the handle of the machine, the rollers and the part sandwiched between them are set in motion.
A creasing machine is a special device designed to perform creasing. Benching is a relatively simple process that is performed on sheet metal parts and involves applying continuous ridges and indentations to the parts.
At the same time, for its full implementation, a special device is required - a manual or automatic crimping machine. The modern market offers many similar machines of various modifications. For those who decide to make such a device with their own hands, we provide detailed instructions.
Features of homemade versions
A do-it-yourself zig machine can only be created using prepared drawings and designs
In this case, we will pay attention to the following points:
- The pressure shaft must have a stroke of at least 12 millimeters. As a rule, the pressure shaft is located on top, the bottom is stationary.
- There are also side stops that eliminate the possibility of shaft shifting during processing. Do-it-yourself crimping is created so that when replacing the washer, you can change the gap in the location of the working roller.
- When considering how to create a zig machine with your own hands, we note that you will need gears with a diameter of about 6 centimeters to transmit force.
- It is recommended to fasten the shafts so that they can be replaced if necessary. As for gears, there is no need to replace them during operation - only when servicing the structure. A do-it-yourself manual piecing machine should be created taking into account the fact that maintenance will have to be performed from time to time.
- It is recommended to fasten it through a cotter pin, for which a special hole can be created using a drill. When creating a mounting hole, the thickness of the washers used and the length of the working roller are taken into account.
- The box can be created from metal that has a thickness of 5 millimeters or more. When calculating the height of the box, the height of the shaft and the gap created are taken into account.
- The bed is created so that the section forms the letter “T”. Quite often a frame with a height of about 25 centimeters is created. The width of the bed is developed according to the assigned tasks. All elements can be connected to each other using various methods: welding, a combination of bolt and nut, and so on. Note that most often a manual beading machine is created with your own hands by using bolts and nuts - a prefabricated structure is easier to operate, but has much less rigidity than a welded one and requires periodic checking of the degree of clamping of all fasteners.
- The limiter is made of metal, the thickness of which is approximately 3 millimeters.
- The handle can be taken from various other devices.
You should pay attention to the fact that you will also have to create the rollers yourself, for which you need to have turning equipment. They are replaceable and selected depending on the tasks assigned during production.
Drawings of rollers for a zig machine with dimensions can be downloaded from the Internet; production is carried out using rolled hardened steel.
The above information fully describes how to make a zig machine with your own hands, what features it has and for what purposes it is used.
If you find an error, please select a piece of text and press Ctrl+Enter.
A creasing machine is specialized equipment that allows you to perform such a technological operation as creasing. This method of processing, which sheet metal blanks are subjected to, is not particularly difficult in technological terms, but to carry out such processing it is necessary to use special machines. Such equipment, presented on the modern market in a wide variety of serial models, can be equipped with a manual, electric or hydraulic drive. If desired, it is easy to make a simple crimping machine with your own hands.
Operation of a seaming machine: applying a double round seam to a cylindrical workpiece
Types of sheet bending machines and features of their design
Before you start assembling a manual unit with your own hands, you should accurately determine the volume and list of work that the new device will perform in the future. Indeed, depending on the purpose of this unit, the design diagram of the device may also change.
Of all the solutions available today, the simplest sheet bending machine in terms of design is a product that bends sheet metal using a special traverse. Such a device is useful if you are working with material no more than half a meter wide, allowing you to bend the metal at an angle of 90 degrees without additional devices using only the strength of your own hands.
Sometimes, due to the high elasticity of the material, it is quite difficult to achieve an angle of exact 90 degrees. A special spacer (in the figure on the right), which looks like an ordinary strip of metal, helps to correct the situation.
A press brake consisting of a punch and a die is much more difficult to manufacture. In this case, the sheet metal is placed directly on the die, where the desired profile is given to the workpiece thanks to a punch descending from above.
Let's consider the option of assembling a sheet bending machine with your own hands, which will function in conjunction with a hydraulic press. If you already have a press at home, then adding a device for bending metal will not be difficult.
Practice shows that the sheet bending machine, the operation of which is carried out by 3 shafts, was and remains more advanced in operation. Such a unit is sometimes called a pass-through unit. Its main advantage is that the device makes it possible to produce metal blanks with different bending angles. The metal bending machine can be equipped with either an electric or manual drive, allowing craftsmen to implement a wide variety of designs.
A broaching sheet bender can be additionally equipped with a traverse, a clamp and a support, allowing it to be used for manual bending of material. Machines of this kind are equipped with various shafts, which can always be purchased separately, making the device more versatile.
Profiled rollers are used, as a rule, to give the desired angle to elements of roofing structures, be it flanges, ridges, gutters, valleys, etc.
Rollers with a smooth working surface are used in most cases when it is necessary to carry out tin work, for example, to make sections of pipes of larger diameter or to bend workpieces.
To understand the process, consider the types of sheet bending machines
There are not as many of them as it seems.
Roller
Additionally, it is called three-roll. As a result of metalworking, smooth curves are obtained on the surface. In this way, pipes and half-cylinders can be created that can be adapted for catch basins, street storm drains and much more. Metal rolling is carried out between rollers that have different radii. One shaft sets everything in motion, while the other two remain supporting.
Press brake
There is a template. It is created from strong metal and is double - that is, a matrix and a punch, which have mirror-opposite curves that complement each other. A blank is placed between the two forms. The lower part is motionless, and the second moves up and down, and when pressed, it lowers with great speed and pressing force. The sheet bends.
Homemade sheet bending machine: mechanism made of traverses
If in the press there is a point impact, then here it is across the entire width of the area. The element is fixed in the clamp, and its edge is bent under the influence of a movable traverse. The advantage is that you can produce parts with any angle - from 0 to 180 degrees. Often the device is equipped with a built-in knife and makes the bed multifunctional.
Roller
The second name is end manual. Designed for processing ends and small areas of sheet metal. Only physical strength is used, so it is not very common and is considered additional.
Design features of zig machines
One zigovochny device is structurally not too different from another. Their main elements - shafts - are located horizontally, vertically or at an angle. Forming rollers are mounted on the shafts, and the workpiece is secured between them. Due to the opposite movement of the main elements, uniform depressions appear on the metal. With their help, the necessary connection is made.
When choosing a crimping machine, you need to pay attention to the following technical characteristics:
- type of drive;
- diameter and overhang of rollers;
- the number of attached pairs of these parts;
- permissible metal thickness;
- machine size.
The smallest rollers are 50 mm in diameter, their number varies from four to six pairs.
An important indicator is roller overhang. It is better to purchase a machine with a maximum reach - up to 350 mm. This will expand the capabilities of sieving equipment.
The permissible thickness of the metal sheet is from 0.5 mm to 4 mm. The crimping machine will not take up much space (with the exception of CNC machines). Such a device can weigh from 17 to 300 kg.
Before starting work, the workpiece is fixed between the shafts and the handle is turned. On manual machines, due to their low power, it may be necessary to pass the workpiece through the rollers several times.
- https://met-all.org/oborudovanie/prochee/zigovochnaya-mashina-ruchnaya-zigovka-svoimi-rukami-chertezhi.html
- https://stankiexpert.ru/stanki/gibochnye-stanki/zig-mashina-svoimi-rukami.html
- https://metalloy.ru/stanki/zigovochnaya-mashina
- https://stanokgid.ru/metall/ruchnoj-zigovochnyj-stanok-svoimi-rukami.html
- https://prostruky.ru/instrumenty-i-oborudovanie/listogib-svoimi-rukami-instrukciya-i-chertezhi-dlya-samostoyatelnoj-sborki.html
- https://promzn.ru/stanki-i-oborudovanie/izgotovlenie-zigovochnogo-stanka.html
This is interesting: Pellet machine: types and features of machines for the production of pellets
Technical characteristics of hand rollers
The diameter of the shafts is 48 mm. The length of the working surface of the shaft is 96 mm. The length of the working surface of the rollers is 20 mm. Number of replaceable rollers - 12 pcs. Adjustable shaft offset - 0....5 mm. Overall dimensions without handle - 241x125x245 mm.
Weight - 12.5 kg.
Manufacturing hand-made jewelry rollers according to drawings will help you save 50% of the cost of similar factory ones.
Additionally, you receive pyramid drawings for stretching the sizing of the rings. By turning the handle you can give the ring the desired size. Sizes from 13mm to 24.5mm according to standards adopted in Germany and Russia.
Source: https://sense-life.com/tekhnologiya/chertezhi-ruchnyx-valcov-dlya-yuvelirnyx-rabot/
Types of zig machines
Beading machines differ in the type of drive:
- manual;
- hydraulic;
- electromechanical;
- with CNC control.
A manual creasing machine allows you to work with thin sheets, no more than 1.2 mm. The working shafts on which the rollers are placed are brought together using a special handle. The shafts also rotate manually. The crimping machine is secured with a clamp to a stable horizontal surface. Its advantage is mobility and compact size. The disadvantage is that the operator must simultaneously hold the sheets and turn the handle. Which requires some management skills.
Hydraulic and electromechanical equipment bends sheets up to 4 mm thick; it is used in large industries. The rotation of the shafts occurs due to the motor, and the frequency converter allows you to change the operating speed. The equipment is controlled from a remote control or pedal, completely freeing the operator’s hands. The main drive is protected from overload by a special mechanism. Hydraulic machines are made only stationary; the pressure roller is lowered by means of a hydraulic cylinder, easily bending thick metal sheets. The rollers are rotated by an electric motor; its combination with a hydraulic cylinder ensures maximum performance with lower power consumption than electromechanical ones.
How to choose?
The zig machine can be used in a wide range. For example, using the device, you can process the edge of a metal on a product, you can also perform corrugation of a sheet, flanging it, applying stiffeners, including for a pipe, cutting and rolling rollers.
In order for the device to work without failures, you need to choose it correctly. To do this, you first need to study the characteristics of the product in question. In this case, be sure to take into account what metal you are going to work with, as well as the number of orders.
As has already become clear, you need to look at one main criterion - the thickness of the material being processed, as well as the roller overhang. Remember that the thickness of the metal surface is the most important issue. For example, a manual machine can process a product that has a thickness of no more than 1 mm, and a power machine can handle metal that has a thickness of about 2 mm or more.
Be sure to pay attention to the protrusion of the rollers. What it is? There is a certain distance between the forming rollers and the thrust plate
This parameter is called roller overhang. It is this factor that is responsible for the depth of processing of a metal surface or pipe. The greater the roller overhang, the more technical capabilities the machine has.
The type of drive also matters.
Manual machines have their advantages. They are compact, mobile, easy to use, and have a low price. They don't need electricity. With their help, you can process thin-sheet products. They are used at height, that is, directly on the roof in the manufacture of the necessary components for forming the roof. There are also disadvantages. The shafts rotate manually, and the specialist quickly gets tired. You can only work with thin material, and these products require installation exclusively on a horizontal surface.
Electrically driven zig machines are powerful machines. Some of these units can handle metal surfaces that are 8mm thick. The design is quite stable. Here the shafts rotate using an electric motor. This machine allows you to change the speed of work. The processed products are of excellent quality.
Safety is another plus. All work is performed from the control panel or pedal method. Naturally, such a device is highly productive. Among the disadvantages are the high cost and the mandatory supply of electricity to the machine. By the way, Russia, as a manufacturer, can offer fairly high-quality models that are no different from foreign ones.
How to make staking equipment with your own hands
Purchasing a serial crimping machine, even a manual type, makes sense if working with sheet metal is part of your professional activity. In all other cases, if such equipment is needed to perform simple work around the house, it is better to make it yourself, especially since it is not so difficult to do
What is important is that such a do-it-yourself machine can be made from very accessible and inexpensive materials
Before you start making your own crimping machine, you need to find drawings of such a device, and you can take serial equipment as a basis. This is not difficult to do, since many home craftsmen post machine drawings and even video instructions on the Internet.
Scheme of a crimping machine
Shaft drawing (the upper shaft is made without space for the handle)
Shaft housing drawing
Zig machine bed: height 25 cm, width determined by the height of the box
Thrust-limiting shield: dimensions 18x20 cm, thickness 0.2-0.3 cm. Side struts are welded
A suitable handle can be selected separately, so as not to have to make it yourself
Drawing of machine working rollers
To assemble your beading machine (even a simple manual type machine), you will need to prepare the following structural elements of the machine:
- device housing with a protective casing;
- bracket;
- cylindrical shank;
- two working shafts;
- retaining bolt;
- screw equipped with a folding handle;
- spring type device;
- gear elements;
- directly the videos themselves.
Homemade manual crimping machine
The device is fastened using a special screw, while the shank of the mechanism fits into the cup of the bracket, around which the machine body must rotate freely. The device body is fixed in a certain position using a locking bolt. A spring mechanism, activated by rotating the handle, is responsible for moving the upper shaft of the machine relative to the lower one.
To rotate the working rollers of the machine, another handle is used, which is connected to the working shafts through a gear drive. To make the work of the operator of such a machine safer, the elements of its gear transmission are covered with a protective casing. On the Internet, you can easily find videos that demonstrate in detail the process of making homemade crimping equipment.
Homemade electrically driven zigging machine
The process of processing sheet metal workpieces performed on a crimping machine, the details of which can also be found in the video, is as follows:
- a stop is pre-installed on the workpiece, the position of which can be adjusted using special screws;
- the processed edge of the part is mounted on the lower roller;
- by rotating the handle, the second roller is lowered onto the edge of the workpiece;
- By rotating the handle of the machine, the rollers and the part sandwiched between them are set in motion.
A creasing machine is a special device designed to perform creasing. Benching is a relatively simple process that is performed on sheet metal parts and involves applying continuous ridges and indentations to the parts.
At the same time, for its full implementation, a special device is required - a manual or automatic crimping machine. The modern market offers many similar machines of various modifications. For those who decide to make such a device with their own hands, we provide detailed instructions.
Purpose of zigovochnyh works
Benching machines are widely used in the metalworking industry. With their help, joining profiles are applied, the strength of metal products is increased, and the edges of various metal parts are processed.
The crimping process is used:
- for the manufacture of cylindrical parts of ventilation and drainage systems;
- in the production of products that are connected to each other by a joining profile;
- in the manufacture of thermal insulation of pipelines, ventilation fittings;
- for processing shells and other elements where a neat and safe edge is required;
- corrugation of thin-walled cylindrical metal products.
The last type of operation from the list not only makes the parts more durable, but also the corrugation reduces the intensity of sliding. Metal beading also increases the aesthetics of the products.
Using beading equipment, you can connect cylindrical elements, flange edges and roll the stiffening ribs of parts during sheet metal work. This method of processing sheet metal blanks is technologically simple. There are many models of zig machines on the market; you can choose options with different drives and prices. And if you spend a little time, you can create a simple machine yourself.
Design and principle of operation
The zig machine consists of several elements:
- lower, upper shaft;
- handle for rotating shafts (for manual machines);
- screw for adjustment;
- rollers with the help of which parts are processed;
- gears transmitting rotational force between moving shafts;
- housings made of impact-resistant materials;
- cast bed for stable holding of the machine.
Regardless of whether the installation is equipped with an electric drive or not, there are no significant changes in the design or operating process. Zigovka is carried out in several stages:
- The parts are fixed between movable rollers.
- The shafts are aligned to securely hold the workpiece.
- The operator begins to rotate the handle or starts the electric drive.
The workpiece begins to rotate behind the shaft. The depressions are formed under the pressure of the protrusions on the rollers.
Machine structure (Photo: Instagram / stankoprom)
Making at home
If you do not want to buy a factory-made crimping machine, you can make it yourself. This option is suitable for those who work with metal in home workshops and in limited quantities. For industrial enterprises, it is better not to use self-made equipment.
One of the advantages of a homemade machine is its simplicity and low cost of production. All the main parts can be easily found on your farm or purchased on the market. Of course, the number and nature of the parts depends on the type of device you are going to make. There are several options for producing a zig machine at home. We offer one of them.
To create the device you should prepare the following parts:
- Bracket.
- Working shafts (2 pieces).
- Cylinder shank.
- Device body.
- Protective cover.
- Device with a spring.
- Locking pin.
- Gear parts.
- Screw with folding handle.
- Rollers.
The device can be secured using a special screw, but this should be done in such a way that the shank of the mechanism fits into the bracket. The body of the device must be fixed in one position using a locking pin. Using the handle, you can regulate the movement of the apparatus shafts.
The rollers of a homemade zig machine are driven by another handle and by means of a toothed belt drive. When creating your own machine, be sure to ensure that the transmission elements are covered with a special casing.
Such a structural element will certainly make the operator’s work safer. For detailed information, watch the corresponding videos, of which there is no shortage on the Internet.
Video: Homemade manual ZIG machine.
Areas of application for creasing equipment
Equipment designed to perform beading, even though the name of such a technological operation is familiar mainly to metalworking specialists, is actively used in various fields of activity. Sealing machines are practically indispensable for the manufacture of elements of roofing structures, in particular, for the formation of their edges.
Examples of drainage elements made on a crimping machine
It should be noted that in the construction industry, bending machines have found very wide application. Using such machines, in particular, the following elements of building structures and communication systems are made from sheet metal: parts of drainage and air duct systems, insulation for heating mains, etc. In the construction industry, manual staking equipment is predominantly used, since it is characterized by its small dimensions and insignificant weight, does not require an electrical supply for its operation and can be used almost anywhere.
The creasing machine can also be used to reliably connect cylindrical workpieces made of thin sheet metal together. Rollers for equipping a zig machine of this type, when a cylindrical workpiece passes through them, form locks on it, with the help of which the two parts are connected.
Rolling the lock on the air duct elbow
When making connections using locks, unlike welding, there is no thermal effect on the metal parts, which eliminates the possibility of their warping. In addition, such a machine, which you can also make yourself, does not require any additional consumables for its use.
To expand the functionality of a staking machine, including a manual one, it can be equipped with additional working parts. Machines equipped in this way can be used not only as creasing equipment, but also as bending and profiling equipment. Modern creasing machines for industrial use are often equipped with automated control systems, which increases their productivity and accuracy of technological operations performed with their help.
Special attachments allow you to make folds for connecting thin-walled pipes
This is interesting: Elements of artistic cold forging - photos, videos, sketches
Application area
Most often, crimping machines are used in the construction industry. Using such a device, it is possible to produce a whole range of simply irreplaceable structures: elements of air duct systems, drainpipes, spare parts for heating mains. In this field of activity, manual creasing machines are mainly used. They are relatively cheap and have small dimensions. In addition, you do not need to supply electricity to use them.
Crimping machines are often used to process cylindrical parts. The rollers of such a machine, while passing through the cylinder, make special locks on it, to which other parts are attached. This processing method has less negative impact on the workpiece than the welding process. Another advantage of the zig machine is the lack of need for additional consumables.
In addition, a classic crimping machine can be enhanced with additional equipment that will significantly expand its functionality. Using a modified zig machine, you can perform metal bending and profiling. Zig machines can be manual or equipped with an automated control system.
Description of technology
To create a relief image on a thin metal sheet, modern equipment is used - a crimping machine. It is equipped with special rollers, which leave special grooves (ridges) during the process. They can be either flat or have the required volume.
Several operations are performed using a zigging machine, including:
- cutting;
- corrugation;
- flanging.
Depending on the power, the equipment can process metal sheets of different thicknesses. The least powerful are manual zig machines; they are capable of performing operations on metal with a thickness of 0.3 to 1 mm. Electric ones apply relief on thicker sheets - up to 2 mm.
Three types of machines are used for creasing:
- manual zig machines;
- electrically driven equipment;
- hydraulic mechanisms.
The principle of operation in all three types of equipment is the same, only the power and performance differ. There is one more parameter that is important when choosing machines - the location of the shafts on which working rollers with the desired type of relief are put on. The shafts can be positioned horizontally, vertically or obliquely.
The operation of applying a zig to a metal surface is not difficult in itself, but its execution requires care and adherence to technology, because the further strength of the product depends on the correctness of the processing.
The step-by-step process of applying relief looks like this:
- the workpiece is placed on the working surface with the lower roller, the raised upper shaft with the roller on is lowered from above;
- the part is fixed with special clamping screws;
- for reliable fixation and deeper pressing of the relief, a special stop is used;
- powerful electric and hydraulic machines are used to process durable steel sheets of large thickness;
- when applying relief to sheets of soft metal (aluminum, copper alloys), increase the distance between the ridge grooves and their radius;
- the shafts, rotating in the opposite direction to the rollers, exert pressure on the workpiece, as a result of which relief depressions appear.
If the relief is not clearly pronounced after the first operation, it is repeated several times. Metal beveling is considered completed only if sufficient depth of relief is obtained.
Price
The cost of factory models of jewelry rollers, which can be equipped with either manual or electric drive, depends on their functionality and is in a fairly wide range. The most budget models, which in their functionality resemble homemade devices, cost about 6 thousand rubles. As a rule, such models are miniature desktop devices without additional functions that allow processing products of limited width and a certain configuration. Naturally, on the working surfaces of such devices (which, as a rule, have manual drives) there are no grooves, which are called streams.
Professional electric rollers with a cast iron gearbox will cost about 200 thousand rubles
Rollers for jewelry production, which are in the middle price range, cost 20–30 thousand rubles. These devices are the most popular. Thanks to the larger number of working shafts, such models, in comparison with the most budget-friendly ones made by hand, are distinguished by a longer working surface, due to which the impact on the workpiece is ensured. If for rollers made by yourself and belonging to the budget category, the length of such a surface is about 30 cm, then for more functional models this parameter reaches 1 meter.
The cost of the most expensive and truly functional roller-type devices used in jewelry can reach up to 1 million rubles, and on average it is in the range of 100–300 thousand rubles. An alternative to purchasing them, which also involves quite large expenses, is the services of specialized companies that have such equipment at their disposal.
Classification
There are several types of machines for bending profile parts. They differ in type of design, level of complexity, power and other capabilities. Let's take a closer look at them.
Electrical
A special feature of electric machines is the feeding of the pressure roller using an electric drive.
Similar designs are found in large workshops, since they mainly have a stationary structure designed to work with massive parts.
However, there are also compact options adapted for bending small cross-section profiles.
Such machines are successfully used in small workshops or at home. The degree of accuracy of electric roll forming machines is directly related to their size and type of radius control. Electromechanical structures are adjusted by the operator almost manually, but more complex samples undergo digital control of the magnitude of the impact and display the parameters on the display. The higher the level, the greater the weight of the machine and its cost.
Hydraulic
These machines are used for bending massive profiled elements on an industrial scale.
The size and weight of such equipment require a strong concrete base, which allows use only in production conditions.
One of the common types of products of such machines are elements of sewerage or water supply systems.
Hydraulic machines require connection to the power supply network and are serviced only by trained specialists with appropriate approval. Working with such equipment eliminates the need for physical force and provides high-quality and accurate bending. The operation of hydraulic profile benders is characterized by simplicity, the ability to provide significant productivity, and high speed of obtaining results.
Manual
Manual, or mechanical, profile benders are considered affordable and simple devices. They are compact, relatively lightweight, and can be moved within the workshop without the use of auxiliary mechanisms. Manual designs have limited functionality, since their operation requires the participation of the user’s physical strength. In addition, they have a number of disadvantages:
- work only with thin profile types;
- the duration of the process compared to other types of machine design increases significantly;
- poorly controlled radius of deflection of the part;
- difficulty or impossibility of performing several bends of a given size on one part.
Despite these disadvantages, hand-made designs are common and popular among home craftsmen, as they have the necessary properties for self-production:
- compact dimensions;
- simplicity of design;
- availability of parts and components;
- reliability, maintainability.
People who often use manual profile benders achieve considerable success and produce results of a given accuracy.
DIY SIG machine
Review of a homemade SIG machine
This SIG machine was developed by the author of the YouTube channel “Nikolai Chernak”. It is based on 2 shafts with a diameter of 35 mm. Installed in bearing housings. The lower shaft is stationary, the housings are tightly welded to the racks, and the upper shaft is movable - it rises up quite high. But you don’t need to lift it like that - it’s convenient until the engagement teeth come out.
When planning, it was taken into account that the axis of rotation is closer to the teeth - but not too much. Because if you place it closer, the body gets stuck. Therefore, it is designed like this: closer to the teeth, at the same time on the edge of the body, so when opening, nothing interferes with anyone.
A gear wheel is used at the rear - a gear pair - it was taken ready-made from the wheel beading mechanism. Previously, during the Soviet Union, kits for passenger cars were sold - trimming, disassembling wheels. I took a gear from it. The gear ratio turned out to be good - easy to rotate.
The steering rod of the car is used in the mechanism for opening the impellers. Convenient – ready-made hinge, just welded, that’s it. Let's weld the screw on the hinge to avoid a break here.
The handle is also made by hand from old car parts; at the end there are balls from steering tips. There is a part feed limiter, i.e. letting the lambs in, you can use it. Parts from shock absorbers were used. Hub of a Minsk motorcycle. To avoid sharpening, motorcycle parts are often used.
The working rollers are made to be removed separately from the hubs. If you unscrew the three screws, the upper part of the impeller is removed. And the hub always remains screwed on. But it has movement along the key. There is a corkscrew. As a result, there is no need for very thick blanks during the production of new rollers. Having narrow workpieces on this ZIG machine, you can grind rollers of different configurations.
Continuation about the SIG machine from 6 minutes.
Zig machine with electric drive
Profile depth 7mm, steel 0.7 – 1.2mm. The serging machine has been ordered and is being tested in operation. It shows what parts it can process and what modifications are required to improve functions.
Sealing machine made of gears and rods
The base, that is, the frame should be as rigid as possible. Here is the original version without reinforcement (stiffeners). Discussion
- Hello. Were your fears confirmed or not? I saw about reinforcement in your next video, but how are things going with attaching the rollers? Are they subject to bending?
- Paul Sazhin Hello. Excellent with fastening the rollers. But I will further strengthen the frame since I need to roll a 1.2mm sheet, it moves a little).
- It turned out well, but what car did the shock absorbers come from? Or what is the length and diameter of the rods? Of course, the frame should be strengthened, and it’s better to place the rollers on dowels (or at least on pins), otherwise there is a possibility of scrolling.
- Thank you! From BMW three. Yes, the frame was strengthened, the rod diameter is 22 mm. The throat turned out to be 280 mm. It's too small and narrow for me. It may be enough to make the drive on one upper shaft.
izobreteniya.net
Master Class
each of us is a Master
Micro rollers for craftsmen working with wire
In works involving wire, flat wire is often required. Hitting several meters with a hammer on a flathuisen is a tedious task, and in this case micro-rollers can help.
Materials: - a pair of identical bearings with an outer diameter from 2.5 to 4 cm; — fastening pin (threaded rod), at least 20 cm long; - a piece of iron or steel pipe with a diameter equal to the bearing diameter or 0.1-0.2 mm larger; - several identical nuts with threads equal to the threads on the stud; - metal plate with dimensions from 40x40 mm.
Tools: - drill; — drill with a diameter of 3 or 3.5 mm; — a drill with a diameter equal to the diameter of the stud or 0.5..1 mm larger; — a hacksaw for metal or a grinder with a cutting disc for metal; - vice; - hammer; - a wrench for the existing nuts.
General types of device:
Take a suitable steel pipe. The diameter should be 0.1-0.2 mm larger than the diameter of the bearing hole or “quite close” - then you may need to jam it with something, for example, a small piece of thin steel wire. We saw off two sections from it, 50..60 mm long. You can do less, the device will be more compact, but it will be more difficult to drill.
I bought a kitchen rail, from which I cut suitable pieces. Since the rail was 2 mm larger in diameter than the bearing hole, we had to make a wide cut along the entire length and “turn it” to the required diameter. If you have a grinder, the operation is quite easy, but with a hand hacksaw you will have to tinker.
We put bearings on the segments, placing them in the center of the segment. The bearings must be put on very tightly, even to the point of hammering them with a hammer or mallet.
If you have a workbench with a small hole (slightly larger than the diameter of the axle), then it is much more convenient to drive the axle into the bearing, and not vice versa.
Take a hairpin with a diameter of 6..8 mm and cut two pieces 10..11 cm long from it.
We fix the axle with the bearing in a vice and drill two holes with a diameter of 0.5..1 mm larger than the diameter of the stud. Small diameter drills usually come in increments of 0.5 - so there should be no problems.
To drill accurately, I recommend first punching the future hole with a core (a nail for concrete or a regular screw will do), then drill it with a thin drill (3 mm). Holding the drill vertically, you can immediately use the same drill to make a hole in the opposite part of the axis.
When drilling, it is necessary to observe as accurately as possible: a) parallelism of the holes to each other; b) the same distance between the holes in both axes. Why? Because if “a” is broken, then the studs will not stand in the same plane, which will prevent the installation of the second axis. And if “b” is broken, then the studs will not be parallel to each other and installing the second axis will also be difficult.
I got caught doing this and had to sharpen the hole in the right direction using a needle file.
We take a metal plate that will serve as a clamp and drill holes in it. The distance between the holes should be as close as possible to the distance between the holes in the axle.
That's it, the machine parts are ready.
1. A nut is screwed onto each stud up to 1/3 of the distance. This will be the lower axle stopper.
Which of your axes will be the bottom and which will be the top is never important as long as rules “a” and “b” are followed. If they are not followed, again it doesn’t matter, because it simply won’t be possible to assemble the structure