1.BRANDS
1.1 Depending on the chemical composition, tin-lead solders are manufactured in the following grades:
antimony-free – POS 90, POS 63, POS 61, POS 40, POS 30, POS 10, POS 61M, POSK 50-18, POSK 2-18;
low antimony - POSSU 61-0.5, POSSU 50-0.5, POSSU 40-0.5, POSSU 30-2, POSSU 25-2, POSSU 18-2, POSSU 15-2, POSSU 10-2, POSSU 8 -3, POSSU 5-1, POSSU 4-6, POSSU 4-4.
Examples of symbols:
Solder in ingots brand POS 40:
Solder Ch POS 40 GOST 21930-76
The same, brand POSSu 18-0.5:
Solder Ch POSSu 18-0.5 GOST 21930-76
| Mass fraction, % | ||||||
| Solder grade | OKP code | Main components | ||||
| Tin | Antimony | Cadmium | Copper | Lead | ||
| Antimony-free | ||||||
| POS 90 | 17 2311 1100 04 | 89-91 | — | — | — | Rest |
| POS 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | |
| POS 61 | 17 2312 1100 10 | 59-61 | — | — | — | Same |
| POS 40 | 17 2314 1100 00 | 39-41 | — | — | — | “ |
| POS 30 | 17 2321 1100 09 | 29-31 | — | — | — | “ |
| POS 10 | 17 2326 1100 06 | 9-10 | — | — | — | “ |
| POS 61M | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | “ |
| POSK 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | “ |
| POSK 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | “ |
| Low antimony | ||||||
| POSSu 61-0.5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Rest |
| POSSu 50-0.5 | 17 2313 1100 05 | 49-51 | — | — | Same | |
| POSSu 40-0.5 | 17 2314 1200 08 | 39-41 | — | — | “ | |
| POSSu 35-0.5 | 17 2315 1200 03 | 34-36 | — | — | “ | |
| POSSU 30-0.5 | 17 2321 1200 06 | 29-31 | — | — | “ | |
| POSSu 25-0.5 | 17 2322 1200 01 | 24-26 | — | — | “ | |
| POSSu 18-0.5 | 17 2323 1100 10 | 17-18 | — | — | “ | |
| Antimony | ||||||
| POS 95-5 | 17 2311 1200 01 | Rest | 4,0-5,0 | — | — | — |
| POSSu 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Rest |
| POSSu 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | Same |
| POSSu 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | “ |
| POSSu 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | “ |
| POSSu 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | “ |
| POSSu 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | “ |
| POSSu 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | “ |
| POSSu 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | “ |
| POSSu 5-1 | 17 2327 1100 0 | 4-5 | 0,5-1,0 | — | — | “ |
| POSSU 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | “ |
| POSSU 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | “ |
| Impurities, nothing more. % | |||||||||||||||
| Solder grade | |||||||||||||||
| Antimony | Copper | Bismuth | Arsenic | Iron | Nickel | Sulfur | Zinc | Aluminum | Lead | ||||||
| Antimony-free | |||||||||||||||
| POS 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |||||
| POS 63 | 0,05 | 0,05 | 0,02 | ||||||||||||
| POS 61 | 0,10 | 0,05 | 0,20 | 0,02 | |||||||||||
| POS 40 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 30 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 10 | 0,10 | 0,05 | 0,02 | ||||||||||||
| POS 61M | 0,20 | — | 0,01 | ||||||||||||
| POSK 50-18 | 0,20 | 0,08 | 0,03 | ||||||||||||
| POSK 2-18 | 0,05 | 0,05 | 0,01 | ||||||||||||
| Low antimony | |||||||||||||||
| POSSu 61-0.5 | — | 0,05 | 0,20 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | — | |||||
| POSSu 50-0.5 | 0,05 | 0,10 | 0,02 | ||||||||||||
| POSSu 40-0.5 | 0,05 | 0,20 | 0,02 | ||||||||||||
| POSSu 35-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSU 30-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSu 25-0.5 | 0,05 | 0,02 | |||||||||||||
| POSSu 18-0.5 | 0,05 | 0,02 | |||||||||||||
| Antimony | |||||||||||||||
| POS 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | |||||
| POSSu 40-2 | 0,08 | 0,2 | 0,02 | 0,08 | — | ||||||||||
| POSSu 35-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 30-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 25-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 18-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 15-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 10-2 | 0,08 | 0,02 | |||||||||||||
| POSSu 8-3 | 0,1 | 0,05 | |||||||||||||
| POSSu 5-1 | 0,08 | 0,02 | |||||||||||||
| POSSU 4-6 | 0,1 | 0,05 | |||||||||||||
| POSSU 4-4 | 0,1 | 0,05 | |||||||||||||
Marking POSK
Greater weld strength at a low melting point (145°C) can be provided by solders marked POSC.
This alloy contains cadmium. Typically, POSK is used when working with metallized and ceramic products.
Personalized solders
Among the tin-lead solders you can find compositions named after the scientists who developed them. Thus, Rose's eutectic alloy consists of 50% bismuth and equal parts of tin and lead and melts at 94°C. This solder is used for soldering copper parts and in the manufacture of products with a constant operating temperature.
Wood's solder has a melting point of 68.5 degrees Celsius. Half of its composition is bismuth, a quarter is lead, the rest is equal parts tin and cadmium. Wood's solder is used in the manufacture of precision (high-precision) instruments and sensitive sensors.
For soldering low-melting metals, the D'Arce alloy is used, which melts at 79 degrees and contains only 1 part of tin, the remaining 9 consist of equal amounts of lead and bismuth.
TECHNICAL REQUIREMENTS
2.1 Tin-lead solders in ingots are manufactured in accordance with the requirements of this standard according to technological instructions approved in the prescribed manner.
The chemical composition of solders must comply with the requirements of the table.
2.2 The shape of solder ingots of all grades is given in Appendix 3. The dimensions of the ingots specified in Appendix 3 are given for the design and manufacture of molds.
Permissible deviations in mold dimensions must correspond to accuracy class 13 according to GOST 26645-85.
2.3 The surface of the pigs should be free of slag and other foreign inclusions. The presence of shells and cracks is allowed.
2.4 The physical and mechanical properties of solders are given in reference Appendix 1.
2.5. Areas of primary use of solders are given in the recommended appendix
Variety of brands
Solder products come in various forms, these can be cast ingots, wire, powder, paste, foil strips or tubes with flux inside. All POS solders are produced in accordance with GOST and have different characteristics depending on the percentage of components.
The numbers in the markings of solder mixtures indicate the amount of tin in their composition. Since the melting temperature and strength of the solder directly depend on it. For example, POS-90 consists of 9 parts of tin and 1 part of lead.
The composition melts at 220°C and is used for soldering metal parts before galvanization with gold or silver. And POS-40, where the tin component is 40%, melts at a temperature of 222°C.
Most often, experts use solder marked 61. Its popularity is due to its lower melting point (about 190 degrees) and sufficient strength.
Alloys with antimony
The “POSSU” marking indicates that a small amount of antimony has been introduced into the tin-lead composition. The more it is in the alloy, the higher its melting point. Adding antimony makes solder cheaper, but soldering with such an alloy is more difficult, so usually only professionals work with this consumable.
Hundredths of a percent of antimony are low-antimony grades; they begin to melt at 189 degrees and are used in the production of refrigerators, aircraft and automobile appliances, and utensils for cooking.
Antimony solders for soldering contain 1.5 - 6.0% antimony. They are used in tubular radiators, electric lamps, and also for soldering tinplate.
ACCEPTANCE RULES
3.1 Solders are accepted in batches. Each batch should consist of pigs of the same brand and one heat. The mass of the party is not limited.
Each batch of ingots is accompanied by a quality document containing:
trademark or name and trademark of the manufacturer;
solder symbol;
chemical analysis results or confirmation of solder quality compliance
the requirements of this standard;
batch number;
net weight in kilograms;
date of manufacture.
3.2 Each pig of the batch is subjected to external inspection.
3.3 To control the chemical composition of the solder, every fiftieth pig is selected from the batch, but not less than five pigs at the beginning, middle and end of the casting of the melt.
At the manufacturing plant, it is allowed to check the chemical composition on a sample taken from the molten metal.
The manufacturer monitors the content of iron, sulfur, nickel, zinc and aluminum impurities in solders of all brands during the manufacturing process.
3.4 If unsatisfactory results of checking the chemical composition are obtained, a repeat check is carried out on a double sample taken from the same batch.
The results of repeated tests apply to the entire batch.
Lead-tin solders
Lead-tin solders are divided into soft and hard. The former are fusible and are widely used in working with radio equipment. Their melting point is in the range of 300–450 degrees.
Compositions of lead-tin solders.
This type of alloy is characterized by lower hardness compared to refractory options, however, they are the ones most often used in the installation of microcircuits.
The composition of soft options is a combination of two elements: lead and tin. Alloying elements can also be added. The content of such impurities is insignificant. They are introduced to give the compound certain properties, such as ductility, strength, and so on.
Why are they made from tin? The fact is that stanum is the best material for soldering. It has a number of advantages. These include high conductivity and excellent wetting. However, there are also disadvantages, for example, it is susceptible to the phenomenon of tin plague, the formation of intermetallic surfaces, etc.
You can avoid such problems by adding plumbum, copper, silver, and gold. If the first element is absent in the composition, then the alloy is called lead-free. It is safer for the master. In practice, solders containing lead and designated by the letters “POS” are most often used.
TEST METHODS
4.1 Inspection of the surface of pigs is carried out by visual inspection.
4.2. Sampling - according to GOST 24231-80. The shavings selected from all the ingots are crushed to a particle size of no more than 5 mm without control sieving, thoroughly mixed and reduced by quartering to a laboratory sample weighing 200 g.
The laboratory sample is melted in a crucible and ground on a belting to a particle size of no more than 2 mm, mixed and treated with a magnet. The laboratory sample is divided into two parts: one part is sent for chemical analysis, the other is saved in case of disagreement in assessing the quality of the batch.
Samples of liquid metal are taken in the form of splashes and rods with a diameter of 8 mm and a length of 75 mm.
4.3 Solder shavings containing more than 2.5% antimony are sifted through mesh No. 08 according to GOST 6613-86 to determine the fine fraction. The calculated data of the analysis results of both fractions are taken as the result of the analysis.
4.4 The chemical composition of solders is determined according to GOST 1429.0-77 - GOST 1429.15-77 or other methods that provide the required determination accuracy.
In case of disagreement in assessing the chemical composition of solder, its determination is carried out according to GOST 1429.0-77 - GOST 1429.11-77.
Compound
As noted above, lead solder usually contains Sn and Pb. The percentage amount of the first element is indicated by the numbers behind the letters. For example, POS-40 contains forty percent of stanum, and POS-60 contains sixty. It is worth noting that POS-60 and 61 have the same composition, but are labeled differently.
Many people often do not pay due attention to the composition of the alloy when soldering. Nevertheless, this point is very important, because it determines the installation characteristics and the quality of the work performed.
LABELING, PACKAGING, TRANSPORTATION AND STORAGE
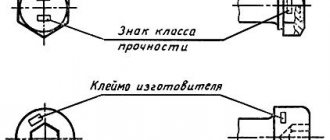
5.1 On each piece of solder the following is stamped:
a) trademark of the manufacturer;
b) brand of solder;
c) heat number;
5.1a Solder ingots are transported without packaging in transport bags or in containers in accordance with GOST 18477-79. Packages of pigs must be tied with steel packaging tape measuring at least 0.8x30 mm in accordance with GOST 3560-73, fastened with a lock. It is allowed to use fastening means that ensure the safety of the package in accordance with GOST 21650-76. The weight of the package is no more than 1250 kg. It is allowed to increase the package up to 1500 kg, provided that loading and unloading is carried out on the access roads of the consignor and consignee, while the floor of the car along the path of the loader must be lined with metal sheets 3-4 mm thick.
Schemes for laying and fastening solder ingots into bags are given in Appendix 4. When transporting by air, the ingots are packed in thick board boxes of type II-1 in accordance with GOST 2991-85, dimensions in accordance with GOST 21140-88, lined on the inside with plastic film in accordance with GOST 10354-82. The gross weight of the boxes is no more than 60 kg.
5.1b The designation of the solder brand is applied on the front surface of the pig on the left side with numbers corresponding to the percentage of the main components without indicating the letter designation POS, POSS, POS, POSK. The heat number is stamped on the right side of the front surface of the pig.
Examples of solder markings:
Solder grade POS 90:90.
Solder grade POS 61M: 61M.
5.2 Transport marking - according to GOST 14192-77.
5.3 Solder ingots are transported by all types of transport in covered vehicles in accordance with the transportation rules in force for transport of this type and the conditions of loading and fastening approved by the Ministry of Railways of the USSR.
5.4 Solder should be stored indoors. If the specified storage conditions are observed, the consumer properties of tin-lead solders do not change during storage.
Annex 1
Information
Tin-lead solders based on the inclusion of an additional element - antimony:
- antimony-free
- low antimony
- antimony
Tin-lead solders
POS – antimony-free.
Low-antimony and antimony-free tin-lead solders
are marked POSS.
- All products on the TinKom.RF website
- bismuth
- tin
- lead
- solders
- babbits
- Rose alloy
- Newton's alloy
- Wood's alloy
- Goutry alloy
- Pewter's alloy
- Alloy Eutectic
Properties
As noted earlier, there is a division of solders into two categories depending on the melting point. Soft or fusible are alloys that melt at less than 450 °C. It is worth noting that they are not necessarily made of tin. Gallium, bismuth, cadmium, and indium can be used here.
However, often not one, but a mixture of several elements is used. This is necessary to give the alloy the necessary characteristics and parameters. The most common are POS.
It is important to know: it is possible to distinguish one brand of alloy from another without knowing its exact composition, due to the fact that the color of the wire, shine, ductility, hardness, etc. can change depending on the content of certain elements.
Solder chart for aluminum soldering.
Thus, by picking up a wire, trying to bend it and estimating its weight, you can determine with certain accuracy the content of stanum or plumbum in it.
Depending on the concentration of tin, several dozen alloys are distinguished, produced in accordance with the state standard - GOST.
When it comes to properties, they are mainly determined by the tin content. It has two polymorphic modifications. White – with a tetragonal crystal lattice, gray – with a cubic lattice. The transition from one modification to another is accompanied by the release of heat, that is, the reaction is exothermic.
This transformation also leads to an increase in volume, accompanied by destruction with the formation of gray powder. This process is called “tin plague”.
The speed of transformation of the white modification into gray is low. This process limits the use of pure stanum in soldering. In this regard, various chemical elements are added to prevent this transition.
It is also known that such characteristics of tin as strength and hardness are increased by adding nickel, copper, magnesium, and zinc. But the presence of bismuth and zinc will increase wettability and lower the melting point.
POSs cannot be strengthened by cold hardening. Unlike pure stanum, alloys with lead after deformation have less hardness and strength than cast ones.
As a result, by combining different impurity concentration options, it is possible to achieve the desired alloy parameters that are best suited for each specific task.